JP4097319B2 - 延伸ロッド位置の自動設定方法及びその装置 - Google Patents
延伸ロッド位置の自動設定方法及びその装置 Download PDFInfo
- Publication number
- JP4097319B2 JP4097319B2 JP16162998A JP16162998A JP4097319B2 JP 4097319 B2 JP4097319 B2 JP 4097319B2 JP 16162998 A JP16162998 A JP 16162998A JP 16162998 A JP16162998 A JP 16162998A JP 4097319 B2 JP4097319 B2 JP 4097319B2
- Authority
- JP
- Japan
- Prior art keywords
- servo motor
- stretching rod
- stretching
- current value
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/122—Drive means therefor
- B29C49/123—Electric drives, e.g. linear motors
Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は二軸延伸ブロー成形装置で用いられるプリフォームの延伸ロッドの上昇位置および中間位置の自動設定方法及びその装置に関する。
【0002】
【従来の技術】
二軸延伸ブロー成形は、加熱ラインで加熱されたプリフォーム(有底パリソン)を金型内に設置し、延伸ロッドによるプリフォームの延伸と同時にエアーを吹き込み膨張させて成形品(例えばボトル)を得る。この場合、種々の成形品サイズに対応し、成形前準備段階で延伸ロッドの上昇位置および中間位置を設定する必要があるが、従来におけるこの延伸ロッドの位置設定作業は、リミットスイッチやストッパなどを用い、オペレータの経験と勘による試行錯誤で長時間を要している。
【0003】
【発明が解決しようとする課題】
しかしながら、成形前準備段階で延伸ロッドの上昇位置および中間位置を設定するのに、オペレータの経験と勘による試行錯誤で長時間を要するのでは、作業能率が悪いばかりか、熟練者でなければ二軸延伸ブロー成形装置の稼働ができず、したがって、稼働効率が低下して製品コストにも悪影響する。
【0004】
そこで、この発明は、種々のボトルサイズに応じた延伸ロッドの位置設定を自動的に、非熟練者でも簡便・迅速かつ容易にできるようにすることを目的とする。
【0005】
【課題を解決するための手段】
前記目的を達成するため、本発明は、二軸延伸ブロー成形装置にて、プリフォームを取り付けていない状態で金型と底型で形成されたキャビティで、底型に延伸ロッドが接触しボールねじの回転が拘束されてサーボモータの電流値が上昇する点を検出し、サーボモータエンコーダにより位置を検出して上昇位置とする。上昇位置は実作業での成形製品底部厚さに対応した位置をタッチパネルより入力し演算処理により修正される。また、プリフォームを取り付け延伸ロッドがプリフォーム内側底部に接触した時にサーボモータの電流値が上昇する点を検出し、サーボモータエンコーダにより位置を求め延伸中間位置とし、この中間位置までの延伸ロッドの速度とその後の速度を任意にできる延伸ロッド位置の自動設定装置を提供する。
【0006】
【発明の実施の形態】
以下、この発明の実施の形態を図に基づき説明する。この発明の二軸延伸ブロー成形装置は、図1に示すように、基台10上に4つのスプロケット11を略四辺形状に配置し、これらにチェーンコンベア12をエンドレスに掛け回してプリフォームの加熱ライン1が、また、基台28上に一対の離間したスプロケット29に第2チェーンコンベア30をエンドレスに掛け回して略長円形状の延伸ブローライン2がそれぞれ独立して形成される。加熱ライン1にはプリフォーム供給ライン3が接続されるとともに、複数の加熱装置4と加熱ヒーター5が配設され、加熱ヒーター5に対面して反射板5aが設置され、加熱ライン1から延伸ブローライン2へのプリフォームの供給に移載装置6が配設されている。延伸ブローライン2は、前記チェーンコンベア12とほぼ同じ構造であるがシャフト31の間隔を長くしたリンクプレート30a,30aを所定の間隔で相対面させてその両端部をシャフト31で回動可能に両隣の一対のリンクプレート30a,30aと連結してなる第2チェーンコンベア30である。延伸ブローライン2には型締装置7と製品取出装置8とが配設されるとともに、加熱ライン1において、プリフォーム供給ライン3の付近と移載装置6の付近に、それぞれ温度センサーA,Bが配置される。
【0007】
したがって、プリフォームPはプリフォーム供給ライン3のガイド板40,40間にて形成されるシュートを下り、把持反転装置43で受け止められ、把持反転装置43で加熱ライン1のキャリアにおけるマンドレルにそれぞれ装填され、一方、チェーンコンベア12はサーボモーター等の駆動源13にて図1中矢示(イ)方向へ間欠回動する。そして、プリフォームPが加熱ライン1に搬送されると、温度センサーAがその温度を測定し、これをコンピュータに記憶させる。そこで、プリフォームPは加熱装置4にて所要の温度に加熱され、加熱装置4を出たプリフォームPは加熱ヒーター5の領域に間欠移動し、その後、プリフォームPは加熱された所定温度を保有しながら移送され、移載装置6にて延伸ブローライン2に供給される。また、温度センサーBは加熱後のプリフォームの温度を測定し、温度センサーA,Bの測定温度を比較し、延伸ブローライン2における成形に必要な温度にするための、加熱装置4及び加熱ヒーター5での加熱をその差分に応じた駆動をするために必要な指令を自動的に与える。
【0008】
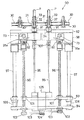
型締装置7は、図1及び図2に示すように、第2チェーンコンベア30を一対の二つ割りのキャビティ70a,70aを有する金型70,70間の中央下部に配置するようにベース71を配設してある。ベース71の下方に一対の下部タイロッド73,73が配設され、下部タイロッド73,73と同様の上部タイロッド74,74の一端部に、一方の金型70を固定したプレート75が固定され、このプレート75に対面して他方の金型70を固定したプレート76がタイロッド73,74にスライド可能に挿通され、タイロッド73,74の他端部は型締基台77を貫通してプレート78に一体結合されている。型締基台77には回転円板79が回転自在に軸支され、この回転円板79にリンク80,80の一端部が180度で相対向して回転可能に軸着され、リンク80,80の他端部はそれぞれ前記プレート76,78にそれぞれ回転可能に軸着されている。
【0009】
なお、プレート75,76の下部はそれぞれスライダー81を介して所定距離を有するレール82に支承され、スライダー81を介してプレート75,76は該レール82に沿って移動できる。したがって、サーボモーター駆動のシャフト79aで回転円板79を回転させてリンク80,80がほぼ一直線状に整列するとプレート75,76が互いに近接して対面する一対の金型70,70が接触し、それぞれキャビティ70a,70aが形成される。この回転円板79が逆回転すれば対面する一対の金型70,70は開くことができる。
【0010】
型締装置7の対面する金型70,70間の中央下部に延伸ブロー装置90が配置される。この延伸ブロー装置90は、図2,3に示すように、前記ベース71の下面に形成された開溝71aに対面して所定寸法で侵入して前記一対の第2キャリア32の接触ヘッド34,34とそれぞれ接触すべき一対のヘッド部91,91を有するシリンダブロック91aを固定した所定長さのプレート92と、これに平行なプレート93,94との間に、一対の延伸ロッド95,95とボールねじ96,96及びガイドロッド97,97とを所定間隔で配設したものである。プレート92はフレーム98に水平に支持されている。延伸ロッド95の上端部は前記ヘッド部91を貫通し、他端部はプレート93に連結固定してある。なお、延伸ロッド95,95にはエア供給口107が設けられ、ヘッド部91にはプリフォームP内に空気を吹き込むべきブローエア用穴が延伸ロッド95との間に形成されている。
【0011】
ボールねじ96はフレーム98とプレート94に両端部がそれぞれ回転可能に連結され、プレート93にナットブロック101で係合し、プレート94の外部でプーリー102が軸着されている。プーリー102には無端ベルト103が捲回され、プーリー102は無端ベルト103を介してサーボモーター105の出力プーリー104で回転駆動される。ガイドロッド97の下端部はプレート94に、上端部はフレーム98にそれぞれ固定され、プレート93はスライドブロック106を介して摺動可能に係合している。
【0012】
型締装置7の金型70,70間の中央上部に底形昇降装置110が配置される。この装置110は、図2に示すように、成形製品の底面を形成すべき底型111を、対面する金型70,70間の中央部において昇降可能に、支持パイプ112の下端部に連結したもので、支持パイプ112は昇降プレート113に固定され、昇降プレート113は固定プレート114に固定したシリンダ115のピストンロッド116に吊支されている。一方、底型111の中心部を貫通して押え棒117が昇降可能に、支持パイプ112を貫通して上方へ延伸し、固定プレート114aに固定したシリンダ118のピストンロッド119に連結されている。シリンダ115は底型111を対面する金型70,70間の上部に挟持させ、また、シリンダ118はプリフォームの底部を押えながらストレッチするための押え棒117を所定のストロークにて軸方向へ往復移動させる。
【0013】
したがって、延伸ブローライン2では、プリフォームPは移載装置6から、図1中矢示(ロ)方向へ間欠駆動される第2チェーンコンベア30に移送され、図2に示す延伸ブロー装置90と底型昇降装置110が金型70,70に挟持されて二軸延伸ブロー成形がなされる。
【0014】
ここで、底型昇降装置110で底型111を下降させ、対面する金型70,70が閉じられて形成されるキャビティ70a,70aにおいて、プリフォームPが取り付けられていない状態にて、延伸ブロー装置90の延伸ロッド95は成形前準備作業として、延伸ロッド95の上昇位置設定を行う。この上昇位置設定は、図4に示すように、エンコーダが組み込まれたサーボモーター105を回転させる電流値xAと底型111の下端部に延伸ロッド95が上昇接触しボールねじの回転が拘束されたときに発生するサーボモータ105の電流値(xA+α)を図5に示す回路にて処理し自動的に位置を求める。
【0015】
図5において、CPU120からサーボモーター105をまわす位置指令I/F121を通じてサーボアンプ122に指令を出力する。サーボアンプ122からサーボモーター105を回転させたときの電流値をxAとする。底型111の下端部に延伸ロッド95が上昇し接触するとボールねじ96,96の回転が拘束され、サーボアンプ122から拘束に打ち勝とうとする電流を流し始める。この電流を流し始める変化点の検出方法は、無負荷時(上昇中の電流値)の電流平均値に対し(+αA)の上限不感帯値をタッチパネル付きディスプレイ124から設定できるようにしておき、サンプリングタイム毎のパルス値をメモリーしておいて上限不感帯値を越える直前の電流平均値を越えた点を定点とする。サーボモーター105は(×A+α)の電流値を越えると安全のため停止させる。
【0016】
この位置はプリフォームPが取り付けられていない上昇位置であり、実作業に対応した成形製品底部厚さをタッチパネル付きディスプレイ124より入力し演算処理により上昇位置の修正を行う。また、求めた延伸ロッド95の位置はタッチパネル付きディスプレイ124に表示する。
【0017】
次いでプリフォームPを取り付けた状態で延伸ロッド95を上昇させ、延伸ロッド95がプリフォームP内側底部に接触しボールねじ96,96の回転が拘束され、サーボアンプ122から拘束に打ち勝とうとする電流値(×A+α′)より変化点を検出する。
【0018】
この変化点の検出は無負荷運転時(上昇中の電流値)の電流平均値に対し(+α′A)の上限不感帯値をタッチパネル付きディスプレイ124から設定できるようにしておき、サンプリングタイム毎のパルス値をメモリーしておいて上限不感帯値を越える直前の電流平均値を越えた点を定点とする。
【0019】
その位置を延伸中間位置とし、該延伸中間位置までの延伸ロッド95の速度とその後の速度を任意に設定できるようにする。サーボモーター105は(×A+α′)の電流値を越えると安全のため停止させる。
【0020】
以上のサーボアンプ122の電流値の変化をCPU120で処理することにより、延伸ロッド95の上昇位置と中間位置を自動的に設定できる。
【0021】
かくして、延伸ロッド95の上昇位置と中間位置を自動的に設定した後は、二軸延伸ブロー時に延伸ロッド95がプリフォームPに延伸するとともに、エア供給口107から低圧及び高圧エアを吹き込む。プリフォームPは空気が吹き込まれてキャビティ70a,70aに沿い製品に成形される。延伸ロッド95がヘッド部91内に引き込まれて延伸ブローが終了すると、金型70,70が互いに離反し第2チェーンコンベア30の間欠移動にて一対の成形品が型締装置7から離れ、製品取出装置8のシャフト131で回転するチャック130で把持して延伸ブローライン2から外され、製品出口へと移送されるというものである。
【0022】
【発明の効果】
以上説明したように、この発明によれば、種々のボトルサイズに応じた延伸ロッドの位置設定を自動的に迅速にでき、従来勘で位置設定を行っていたものが、非熟練者でも簡便・迅速かつ容易にセットできる効果を奏する。
【図面の簡単な説明】
【図1】二軸延伸ブロー成形装置の平面図である。
【図2】延伸ブローラインの要部断面側面図である。
【図3】延伸ブローラインの要部断面正面図である。
【図4】サーボモータの電流値変化を示すグラフである。
【図5】延伸ロッドの位置設定回路ブロック図である。
【符号の説明】
P…プリフォーム
1…加熱ライン
2…延伸ブローライン
3…プリフォーム供給ライン
5…加熱ヒーター
6…移載装置
7…型締装置
8…製品取出し装置
70…金型
70a…キャビティ
95…延伸ロッド
96…ボールねじ
105…サーボモーター
111…底型
120…CPU
121…位置指令I/F
122…サーボアンプ
123…ディスプレイI/F
124…タッチパネル付きディスプレイ
Claims (5)
- 二軸延伸ブロー成形装置にて延伸ロッドの上昇位置および中間位置を、サーボモータの電流値を監視し、その変化点から延伸ロッドの位置を算出して設定することを特徴とする延伸ロッド位置の自動設定方法。
- 前記変化点は、無負荷運転時(上昇中の電流値)の電流平均値に対し前記上昇位置または前記中間位置に対応した上限不感帯電流値をタッチパネル付きディスプレイから設定できるようにしておき、サンプリングタイム毎のパルス値をメモリーしておいて前記上限不感帯値のそれぞれを越える直前の前記電流平均値を越えた点とすることを特徴とする請求項1記載の延伸ロッド位置の自動設定方法。
- 二軸延伸ブロー成形装置にて延伸ロッドの上昇および下降をサーボモータの回転により行う延伸装置で、プリフォームが取り付けられていない状態で延伸ロッドを上昇させ、底型に延伸ロッドが接触するとボールねじの回転が拘束されてサーボモータの電流値が上昇する点を検出し、サーボモータエンコーダにより位置を検出して上昇定位置とする手段を有することを特徴とする延伸ロッド位置の自動設定装置。
- 前記延伸ロッドの上昇位置は、実作業に対応した成形製品底部厚さをタッチパネルより入力し演算処理により修正することを特徴とする請求項3記載の延伸ロッド位置の自動設定装置。
- プリフォームを取り付けて延伸ロッドを上昇させ、延伸ロッドがプリフォーム内側底部に接触した時にサーボモータの電流値が上昇する点を検出してサーボモータエンコーダにより位置を求め、その位置を延伸中間位置とし、該中間位置までの延伸ロッドの速度とその後の速度を任意に設定できる手段を有することを特徴とする請求項3記載の延伸ロッド位置の自動設定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16162998A JP4097319B2 (ja) | 1998-06-10 | 1998-06-10 | 延伸ロッド位置の自動設定方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16162998A JP4097319B2 (ja) | 1998-06-10 | 1998-06-10 | 延伸ロッド位置の自動設定方法及びその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11348101A JPH11348101A (ja) | 1999-12-21 |
| JP4097319B2 true JP4097319B2 (ja) | 2008-06-11 |
Family
ID=15738826
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16162998A Expired - Lifetime JP4097319B2 (ja) | 1998-06-10 | 1998-06-10 | 延伸ロッド位置の自動設定方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4097319B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006240238A (ja) * | 2005-03-07 | 2006-09-14 | Ishizuka Glass Co Ltd | Petボトル成形機の延伸ロッド昇降装置 |
| JP5244823B2 (ja) * | 2007-02-15 | 2013-07-24 | カーハーエス コーポプラスト ゲーエムベーハー | 容器をブロー成形するための方法および装置 |
| BRPI0908626A2 (pt) * | 2008-05-28 | 2015-10-06 | Sacmi | sistema para o sopro de recipientes de plástico, especificamente de garrafas |
| DE102008038782A1 (de) * | 2008-08-04 | 2010-02-11 | Khs Corpoplast Gmbh & Co. Kg | Verfahren und Vorrichtung zur Blasformung von Behältern |
| BR112013020908B8 (pt) * | 2011-02-15 | 2023-02-14 | Amcor Ltd | Dispositivo de moldagem para formar um recipiente de plástico a partir de uma pré-forma |
| FR2998207B1 (fr) * | 2012-11-20 | 2015-01-16 | Sidel Participations | Procede d'etirage soufflage d'un recipient, comprenant une mesure du deplacement de la tige d'etirage au cours d'une operation de boxage |
| FR3023503B1 (fr) * | 2014-07-11 | 2016-07-29 | Sidel Participations | Mesure de la course de boxage par la fonction etirage, dans une installation de fabrication de recipients |
| FR3024071B1 (fr) * | 2014-07-25 | 2016-08-19 | Sidel Participations | Procede de controle d'un procede de soufflage de recipients en matiere plastique |
| DE102017120161A1 (de) | 2017-09-01 | 2019-03-07 | Krones Aktiengesellschaft | System und Verfahren zur Zustandsüberwachung von Linearantrieben von Streck- /Blasmaschinen |
| FR3157252A1 (fr) * | 2023-12-26 | 2025-06-27 | Sidel Participations | Procédé de contrôle du moyen d’étirage d’un poste de soufflage |
-
1998
- 1998-06-10 JP JP16162998A patent/JP4097319B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11348101A (ja) | 1999-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4097319B2 (ja) | 延伸ロッド位置の自動設定方法及びその装置 | |
| US4224263A (en) | Method for blow molding | |
| JP4470190B2 (ja) | 材料クランプ方法および該方法に用いられる材料クランプ装置 | |
| KR920002362B1 (ko) | 사출연신취입 성형기에 있어서의 온조(溫調)취입 성형장치 | |
| CN115891106B (zh) | 吹灌封模具装置及成型方法、连续式吹灌封设备及使用方法 | |
| US4234297A (en) | Apparatus for blow molding | |
| JPH1148316A (ja) | 2軸延伸吹込成形装置におけるストレッチロッドの制御方法及びその装置 | |
| CN117507318A (zh) | 一种塑料瓶吹瓶机 | |
| WO2018076400A1 (zh) | 一种智能型塑料管成型机 | |
| CN116040925A (zh) | 曲面玻璃盖板连续热弯用精密热弯机 | |
| CN2536384Y (zh) | 节能全自动塑料吹瓶机 | |
| US4290745A (en) | Apparatus for blow molding | |
| JPH1148323A (ja) | 2軸延伸吹込成形方法及びその装置 | |
| JP2000043131A (ja) | 二軸延伸ブロー成形方法及びその成形機 | |
| CN116654367B (zh) | 一种用于不规则中式香肠抓取排序的机械触手 | |
| JPH11170352A (ja) | 2軸延伸吹込成形方法及びそのプリフォーム加熱装置 | |
| CN207580732U (zh) | 一种产品流转线体 | |
| CN216068637U (zh) | 一种新型结构的半自动吸塑机 | |
| CN214566696U (zh) | 一种印刷热成型材料对版成型装置步进调整结构 | |
| CN217293193U (zh) | 入子预热上料机 | |
| CN112693099B (zh) | 一种加热及鼓气成型为一体的塑料瓶制造装置 | |
| JP4920495B2 (ja) | 樹脂シートの熱成形装置 | |
| JP2564225B2 (ja) | ブロー成形機の成形品取出方法及びシステム | |
| CN106827462A (zh) | 用于中空吹塑机的成品瓶移瓶装置 | |
| KR100397546B1 (ko) | 진공성형기의 성형품 자동취출장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050511 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070417 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080311 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120321 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130321 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130321 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140321 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |