JP4130059B2 - 部品実装方法および装置 - Google Patents
部品実装方法および装置 Download PDFInfo
- Publication number
- JP4130059B2 JP4130059B2 JP2000393909A JP2000393909A JP4130059B2 JP 4130059 B2 JP4130059 B2 JP 4130059B2 JP 2000393909 A JP2000393909 A JP 2000393909A JP 2000393909 A JP2000393909 A JP 2000393909A JP 4130059 B2 JP4130059 B2 JP 4130059B2
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- circuit pattern
- circuit
- component
- order
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Supply And Installment Of Electrical Components (AREA)
Description
【発明の属する技術分野】
本発明は、多面取り基板(マザーボード)において、区画(製品となるブロックまたは回路パターンをいう)毎の実装順序の最適化をはかる部品実装方法および装置に関するものである。
【0002】
【従来の技術】
部品実装装置における従来構成の一例について、図6から図12に基づいて説明する。
【0003】
図6に示すように、実装装置には、回路基板(多面取り基板)を保持し、XY方向に移動して回路基板の位置決めを行うための直交テーブル102が配置され、この直交テーブル102の右側部に、データを入力するためのキーボードなどの入力装置101と、装置の状態、データの内容を表示するための表示用画面からなる表示部100とが設けられている。さらにその右側に、部品を連続的に供給する機構を備えて、部品実装装置から取り外し可能な構造の部品供給手段103が配置され、また部品供給手段103を部品吸着位置まで移動させる部品の供給テーブル104が設けられている。さらに、直交テーブル102の前部には、部品を保持する装着ヘッド105が配置され、装着ヘッド105には部品種別に応じて適切なノズルを選択できる複数のノズルとそれを選択する機構が設けられている。これら装着装着ヘッド105はヘッド移動部106を介して支持され、ヘッド移動部106には装着ヘッド105をそれぞれ部品吸着位置から部品装着位置へと円周上に沿って移動させる機構を有している。このヘッド移動部106により、装着ヘッド105のノズルを介して供給テーブル104から実装部品を吸着し、直交テーブル102に保持された回路基板上の実装位置へ実装する。またヘッド移動部106には2次元のCCDカメラ107が配置され、CCDカメラ107により回路基板上に予め付与された判別マークを認識し、その判別マークによって回路基板上の「実装対象とする区画(以下回路パターンという)」と「実装対象としない回路パターン」を判断する。
【0004】
なお、ここで「実装対象としない回路パターン」とは、同一パターンの回路が複数並べられた多面取り基板で、上流工程の検査において不良を判断された特定の回路パターンや、異なる製品をランダムに生産する形態において、同一製品をプログラム上同一の回路パターンとして作成し、回路基板上の判別マークにより実装が不要となる回路パターンを指す。
【0005】
図7は部品を実装する順序と、実装する部品の供給位置を定義したNCプログラム110である。このNCプログラム110には、実装する順序を番号で示すブロック111と、ブロック111ごとの実装位置を2次元のXY座標で定義した実装座標112と、ブロック111ごとの部品供給位置を、図6中の供給テーブル104の位置を示す番号で定義したZ番号113と、多面取り区画の実装方法を定義するとともに、そのブロック111の実装座標に第1回路パターンから見た各回路パターン位置を定義する多面取り回路パターン定義部114と、であり、各回路パターン毎に1つ定義する判別マークの種類、位置を定義する判別マーク定義部115とを有している。
【0006】
図8は実装する部品の供給位置と、供給する実装部品の種類を定義した配列プログラム120である。この配列プログラムには、NCプログラムに対応するZ番号121と、実装部品の種類を一意に識別する文字列である部品形状コード122とを有している。
【0007】
図9は実装部品の種類毎に実装部品の電気的特性によるタイプ、形状、供給方法を定義した部品ライブラリ130である。この部品ライブラリ130には、配列プログラム中の部品形状コード122に対応して実装部品の種類を一意に識別する部品形状コード131と、実装部品の寸法を定義した部品属性データ132と、実装装置の実装部品を吸着、装着する際の装着ヘッド105の速度、直交テーブル102の速度、使用するノズルの種類などを定義する動作条件データ133と、実装装置の部品供給手段103の種類を定義する供給条件データ134とを有している。
【0008】
図10は判別マークの種類毎に判別マークを実装装置のCCDカメラ107で認識した時のイメージデータを保持するものでマークライブラリ140である。このマークライブラリ140には、NCプログラム110の判別マーク定義部115に定義するマーク種類に対応して、判別マークの種類を一意に識別するマーク形状コード141と、判別マーク認識時の輝度レベルなどをイメージデータ(バイナリデータ)として定義する認識データ142とを有している。なおこのイメージデータ142は、予め回路基板上の判別マークを実際にCCDカメラ107にて認識し、その時の情報を取り込んだデータが保持される。
【0009】
以上のように構成された従来の部品実装装置において、回路基板上の判別マークにより「実装対象とする回路パターン」、「実装対象としない回路パターン」の判断を行うためのデータ作成方法、及び実際の実装動作について、図6及び図11、図12に基づき説明する。
【0010】
図11は多面取り基板において、回路基板上の判別マークにより特定の不良基板を「実装対象としない回路パターン」として扱うためのデータ作成の手続きを示したデータ作成用フローチャートである。
【0011】
まずNCプログラム110において1つの回路パターンを実装するための実装順序、実装位置を定義する(ステップS50)。次にNCプログラム110に示す多面取り回路パターン定義部114に基づいて回路パターン毎に実装順序と、第1回路パターンから見た各回路パターン位置を定義する(ステップS51)。次にNCプログラム110の判別マーク定義部115に示すように、前記各回路パターンに対応した判別マークの種類とその位置を定義する(ステップS52)。さらに多面取り回路パターンの定義に従って、回路基板上の全ての実装座標を、(第1回路パターンの位置)+(各回路パターンの位置)+(実装位置)により算出するとともに、実装順序を決定する(ステップS53)。
【0012】
なお実装順序は、1つの回路パターンの実装を完了した後、次の回路パターンの実装行う回路パターンリピートや、回路パターン間で同一の実装座標を先に実装するステップリピートなど、多面取り回路パターン定義の種類により決定される。
【0013】
図12は回路基板の生産時、判別マークの認識により実装箇所の特定を行う手続きを示した実装特定手続き用フローチャートである。
まず上流工程から直交テーブル102に回路基板を搬入する(ステップS60)。次に回路基板上の第1回路パターンの判別マークが、CCDカメラ107の中心に写るように直交テーブル102を位置決めする(ステップS61)。そしてその位置でCCDカメラ107により判別マークの認識を行い(ステップS62)、予めマークライブラリ140に登録されているマークライブラリ141のイメージデータに一致したものであるならば、良品の回路パターンであると判断し実装対象とする(ステップS63)。一致しなければ不良品の回路パターンであると判断し、実装対象としない(ステップS64)。
【0014】
これを各回路パターン毎の判別マークについて、回路パターン数分繰り返す(ステップS65)。次にデータ作成用フローチャートのステップS53により決定した実装順序において、ステップS64で実装対象としないと判断した回路パターンに属するブロックをスキップしながら順番に実装する(ステップS66)。実装対象とした全ての回路パターンの実装が完了した後、回路基板を下流工程に搬出する(ステップS67)。
【0015】
【発明が解決しようとする課題】
しかしながら、上記実装方法では、「実装対象としない回路パターン」が回路基板ごとに異なる場合でも、その回路パターンの実装をスキップするだけで実装順序は変わらず、直交テーブル102が移動されて装着ヘッド107の下方を「実装対象としない回路パターン」が通過する。したがって、「実装対象としない回路パターン」の配置によっては、直交テーブルが無駄な動作を行うため、生産タクトが低下するという問題点を有していた。
【0016】
本発明は、前記従来の問題を解決して、直交テーブルの無駄な動作を無くして生産タクトを向上させる部品実装方法および装置を提供する。
【0017】
【課題を解決するための手段】
前記問題点を解決するために、請求項1記載の部品実装方法は、回路基板上に同一パターンの回路が複数並べられた多面取り基板上に部品を実装する部品実装方法であって、前記多面取り基板上の判別マークを認識して前記多面取り基板上で実装対象とする回路パターンと実装対象としない回路パターンとを判定し、回路パターンの実装順序の最適化を実行する際に、前記判定した実装対象としない回路パターンを除いて、前記判定した実装対象とする回路パターンのうちで、生産タクトが短くなるように回路パターンの並び替えを行うものである。
また請求項2記載の部品実装方法は、請求項1に記載の部品実装方法であって、回路パターンの実装順序の最適化を実行する際に、前記判定した実装対象としない回路パターン上を装着ヘッドが極力通過しないように回路パターンの実装順序の並び替えを行うものである。
【0018】
また請求項4記載の部品実装装置は、回路基板上に同一パターンの回路が複数並べられた多面取り基板上に部品を実装する部品実装装置であって、前記多面取り基板上の判別マークを認識して前記多面取り基板上で実装対象とする回路パターンと実装対象としない回路パターンとを判定する判別マーク認識部と、回路パターンの実装順序の最適化を実行する際に、前記判別マーク認識部により判定された実装対象としない回路パターンを除いて、前記判別マーク認識部により判定された実装対象とする回路パターンのうちで、生産タクトが短くなるように回路パターンの実装順序の並び替えを行う実装順序最適化部とを具備したものである。
また請求項5記載の部品実装装置は、請求項4に記載の部品実装装置であって、前記実装順序最適化部は、回路パターンの実装順序の最適化を実行する際に、前記判別マーク認識部により判定された実装対象としない回路パターン上を装着ヘッドが極力通過しないように回路パターンの実装順序の並び替えを行うものである。
【0019】
上記請求項1または4記載の発明によれば、回路基板1枚毎に、回路基板に付された判別マークを認識して、実装対象としない回路パターン(区画)を判定し、回路パターンの実装順序を、実装対象としない回路パターン(区画)を除いて、実装を無駄なく連続的に実施できるような合理的な順序で行えるように最適化するので、回路基板に応じた適切な実装順序で実装することができる。これにより、生産タクトを向上させ、ライン稼働率の向上という有利な効果が得られる。
【0020】
さらに請求項3記載の部品実装方法は、請求項1に記載の部品実装方法であって、実装工程の上流工程で、1枚の前記多面取り基板ごとに実装対象とする回路パターンと実装対象としない回路パターンとを判定し、実装工程において前記判定した結果を取得して、前記多面取り基板の搬入前に前記判定した結果に基づいて回路パターンの実装順序の最適化を行うものである。
【0022】
請求項3記載の発明によれば、請求項1の作用効果に加えて、実装順序の最適化の情報元となる回路パターンに関する情報を、上流工程において取得し、回路基板の搬入前に最適化を行っておくことにより、判別マークの認識時間を省略することができ、生産タクトを短縮化することができる。
【0023】
【発明の実施の形態】
以下に本発明にかかる部品実装装置の実施の形態を図1〜図4を参照して説明する。なお、図10を含む従来例で示した図面および説明における構成部材は、同一の符号を付して説明を省略する。
【0024】
図1は部品実装装置の制御装置におけるデータ処理部の構造を示すブロック図で、実装部品ごとの実装順序、実装位置を保持し設定する実装データ管理部10が設けられ、この実装データ管理部10には、部品を実装する順序および実装する部品の供給位置を定義したNCプログラム110と、実装する部品の供給位置および供給する実装部品の種類を定義した配列プログラム120と、実装部品の種類毎に実装部品の電気的特性によるタイプ、形状、供給方法を定義した部品ライブラリ130とを有している。
【0025】
判別マーク認識部11は、CCDカメラ(検出手段)107、画像処理部21およびマークライブラリ140を有している。そして回路基板(多面取り基板)上の複数の判別マークにより、「実装対象とする回路パターン(区画、ブロック)」と「実装対象としない回路パターン(区画、ブロック)」とを判断し、その情報を実装データ管理部10に通知する機能を有する。また実装順序最適化部12は、判別マーク認識部11の認識結果に基づき「実装対象とする回路パターン」について、その生産タクトが最も短くなるように回路パターンの実装順序を並べ替え、実装データ管理部10に再登録する機能を有する。さらに実装動作部13は、実装順序最適化部12の結果に基づき、その順序通り部品の実装を行う機能を有する。
【0026】
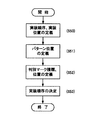
図2は本発明に係るデータ処理手順を示すフローチャートである。まず上流工程から直交テーブル102に回路基板を搬入する(ステップS20)。次に回路基板上の第1回路パターンの判別マークが、CCDカメラ107の視野(画像)の中心に写るように直交テーブル102を位置決めする(ステップS21)。その位置でCCDカメラ107により判別マークの認識を行い(ステップS22)、予めマークライブラリ140に登録されているイメージデータに一致したものであるならば、良品の回路パターンであると判断して「実装対象とする回路パターン」と判断する(ステップS23)。一致しなければ不良品の回路パターンであると判断し、「実装対象としない回路パターン」と判断する(ステップS24)。これを各回路パターン毎の判別マークについて、回路パターン数分繰り返す(ステップS25)。次に実装順序最適化部12により、「実装対象としない回路パターン」を抜いた状態で実装順序の最適化を行う(ステップS26)。この実装順序の最適化は、1枚の回路基板ごとに、装着ヘッド105が「実装対象としない回路パターン」上をできるだけスキップしないように直交テーブル102を動作させることで、実装作業を停止することなく連続して行い、また最後に「実装対象とする回路パターン」が装着ヘッド105から離れて残ることのないように回路基板全体を考慮して合理的な最短の経路となるように直交テーブル102を移動させて、無駄な動作を極力削減するものである。この動作信号を実装動作部13に出力して、その順序通り実装する(ステップS27)。全ての実装が完了した後、回路基板を下流工程に搬出する(ステップS28)。
【0027】
図3は実装順序の最適化を行ったときの実施例を示す。この例では簡単のため、1つの回路パターンの実装を完了した後、次の回路パターンの実装を行うものとする。
【0028】
図3(a)は、9面取り回路基板において、全てが「実装対象とする回路パターン」の場合の実装順序で、従来と同様の実装順序であり、回路パターンaから回路パターンiまで矢印に従って順次実装作業が行われる。
【0029】
図3(b)は、実装対象としない回路パターンeが存在した場合で、従来では、図3(a)と同様に、回路パターンeをスキップして実装せず装着ヘッド105の下方を通過させ、次の回路パターンfの実装を行っているが、実装順序の最適化により、回路パターンa,b,c,dの終了後、回路パターンdに隣接する回路パターンiに移動して実装を連続して行い、次いで回路パターンh,g,fの順に実装順序を並べ替えて実装を行うことで、スキップするような直交テーブル102の無駄な実装動作を無くして動作ストロークを1つ削減することで実装タクトを向上させることができる。
【0030】
なお、上記実施の形態では、CCDカメラ107により回路基板上の判別マークを認識して、「実装対象とする回路パターン」と「実装対象としない回路パターン」を判定したが、CCDカメラ107に替えて、専用のセンサーを用いて判別マークを検出し認識することもできる。
【0031】
また、上記実施の形態では、部品実装装置に付属したCCDカメラ107により回路基板上の判別マークを認識して「実装対象とする回路パターン」と「実装対象としない回路パターン」を判定したが、図4に示すように、実装工程より上流工程において、予め実装する回路パターンに関する情報を外部パターン判定手段31により取得しておき、外部インターフェイス32を介して入力して、回路基板の搬入前に前記情報に基づいて実装順序最適化部12により実装順序を最適化することも考えられる。
【0032】
さらに、上記実施の形態では、同一回路パターンを複数個並設した多面取り基板について、上流工程の検査において不良を判断された「実装対象としない回路パターン」の特定について述べたが、異なる製品をランダムに生産する多面取り回路基板でも、回路基板上の判別マークを認識し、異なる判別マークであってもプログラム上で「実装対象とする回路パターン」を同一の回路パターンとして処理することにより、「実装対象としない回路パターン」を特定することもできる。
【0033】
さらにまた、上記実施の形態では、図6のヘッド移動部(ロータリーヘッド)106、直交テーブル102を備えた部品実装装置について説明したが、図5に示すような装着ヘッド42を有する直交ロボット41と、直交テーブル102とを具備した部品実装装置についても適用することができる。
【0034】
【発明の効果】
以上のように請求項1または4記載の発明によれば、回路基板1枚毎に、回路基板に付された判別マークを認識して、実装対象としない回路パターン(区画)を判定し、回路パターンの実装順序を、実装対象としない回路パターン(区画)を除いて、実装を無駄なく連続的に実施できるような合理的な順序で行えるように最適化するので、回路基板に応じた適切な実装順序で実装することができる。これにより、生産タクトを向上させ、ライン稼働率の向上という有利な効果が得られる。
【0035】
また請求項3記載の発明によれば、請求項1の作用効果に加えて、実装順序の最適化の情報元となる回路パターンに関する情報を、上流工程において取得し、回路基板の搬入前に最適化を行っておくことにより、判別マークの認識時間を省略することができ、生産タクトを短縮化することができる。
【図面の簡単な説明】
【図1】 本発明に係る部品実装装置の実施の形態を示し、制御装置のデータ処理部を示す構成図である。
【図2】 同部品実装装置における実装作業を説明するフローチャートである。
【図3】 (a)(b)はそれぞれ実装順序の実施例を示し、(a)は実装対象としない回路パターンが無い回路基板の実装順序を示す説明図、(b)は最適化を行った回路基板の実装順序を示す説明図である。
【図4】 本発明に係る部品実装装置の他の実施の形態を示し、制御装置のデータ処理部を示す構成図である。
【図5】 本発明に係る部品実装装置の他の実施の形態を示す斜視図である。
【図6】 従来(本発明共通)の部品実装装置の実施の形態を示す斜視図である。
【図7】 従来(本発明共通)のNCプログラムのデータ構造を示す説明図である。
【図8】 従来(本発明共通)の配列プログラムのデータ構造を示す説明図である。
【図9】 従来(本発明共通)の部品ライブラリのデータ構造を示す説明図である。
【図10】 従来(本発明共通)のマークライブラリのデータ構造を示す説明図である。
【図11】 従来の実装データ作成の手続きを示すフローチャートである。
【図12】 従来例の実装する回路パターンの特定を行う手続きを示したフローチャートである。
【符号の説明】
10 実装データ管理部
11 判別マーク認識部
12 実装順序最適化部
13 実装動作部
31 外部パターン判定手段
41 直交ロボット
42 装着ヘッド
101 データ入力装置
102 直交テーブル
103 部品供給手段
104 部品供給テーブル
105 装着ヘッド
106 ヘッド移動部
107 CCDカメラ
110 NCプログラム
120 配列プログラム
130 部品ライブラリ
140 マークライブラリ
Claims (5)
- 回路基板上に同一パターンの回路が複数並べられた多面取り基板上に部品を実装する部品実装方法であって、
前記多面取り基板上の判別マークを認識して前記多面取り基板上で実装対象とする回路パターンと実装対象としない回路パターンとを判定し、
回路パターンの実装順序の最適化を実行する際に、前記判定した実装対象としない回路パターンを除いて、前記判定した実装対象とする回路パターンのうちで、生産タクトが短くなるように回路パターンの実装順序の並び替えを行う
ことを特徴とする部品実装方法。 - 回路パターンの実装順序の最適化を実行する際に、前記判定した実装対象としない回路パターン上を装着ヘッドが極力通過しないように回路パターンの実装順序の並び替えを行う
ことを特徴とする請求項1に記載の部品実装方法。 - 実装工程の上流工程で、1枚の前記多面取り基板ごとに実装対象とする回路パターンと実装対象としない回路パターンとを判定し、
実装工程において前記判定した結果を取得して、前記多面取り基板の搬入前に前記判定した結果に基づいて回路パターンの実装順序の最適化を行う
ことを特徴とする請求項1に記載の部品実装方法。 - 回路基板上に同一パターンの回路が複数並べられた多面取り基板上に部品を実装する部品実装装置であって、
前記多面取り基板上の判別マークを認識して前記多面取り基板上で実装対象とする回路パターンと実装対象としない回路パターンとを判定する判別マーク認識部と、
回路パターンの実装順序の最適化を実行する際に、前記判別マーク認識部により判定された実装対象としない回路パターンを除いて、前記判別マーク認識部により判定された実装対象とする回路パターンのうちで、生産タクトが短くなるように回路パターンの実装順序の並び替えを行う実装順序最適化部とを具備した
ことを特徴とする部品実装装置。 - 前記実装順序最適化部は、回路パターンの実装順序の最適化を実行する際に、前記判別マーク認識部により判定された実装対象としない回路パターン上を装着ヘッドが極力通過しないように回路パターンの実装順序の並び替えを行う
ことを特徴とする請求項4に記載の部品実装装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000393909A JP4130059B2 (ja) | 2000-12-26 | 2000-12-26 | 部品実装方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000393909A JP4130059B2 (ja) | 2000-12-26 | 2000-12-26 | 部品実装方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002198699A JP2002198699A (ja) | 2002-07-12 |
| JP4130059B2 true JP4130059B2 (ja) | 2008-08-06 |
Family
ID=18859626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000393909A Expired - Fee Related JP4130059B2 (ja) | 2000-12-26 | 2000-12-26 | 部品実装方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4130059B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102350922B1 (ko) * | 2020-03-31 | 2022-01-13 | 한화정밀기계 주식회사 | 부품 장착 패턴 결정 방법, 장치 및 컴퓨터 프로그램 |
-
2000
- 2000-12-26 JP JP2000393909A patent/JP4130059B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002198699A (ja) | 2002-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101170303B1 (ko) | 부품 실장 순서 결정 방법 및 부품 실장 순서 결정 장치 | |
| JP2010062591A (ja) | バックアップ装置における支持部位置決定方法およびその装置 | |
| JP4943299B2 (ja) | 部品実装装置のフィーダ配置方法 | |
| JP2776860B2 (ja) | 電子部品装着装置及び装着方法 | |
| KR101052105B1 (ko) | 부품 실장 순서 최적화 방법, 부품 실장 장치, 부품 실장순서 최적화 방법 실행용 프로그램, 및 그 프로그램을기록한 기록 매체 | |
| US20060265865A1 (en) | Apparatus for determining support member layout patterns | |
| JP5775807B2 (ja) | 情報提供装置、情報提供方法および部品実装システム | |
| JP4130059B2 (ja) | 部品実装方法および装置 | |
| JP5145200B2 (ja) | 部品実装装置および部品実装方法 | |
| US20040031406A1 (en) | Method for forming printing inspection data | |
| JP5587021B2 (ja) | 部品画像処理装置及び部品画像処理方法 | |
| JP7466134B2 (ja) | 生産情報管理システム、および生産情報管理方法 | |
| JP7186519B2 (ja) | バックアップ装置における一時保管領域位置決定方法および一時保管領域位置決定装置 | |
| JP2021052137A (ja) | 共通立設位置の位置決定方法、位置決定装置、及び、位置決定プログラム | |
| JP4907493B2 (ja) | 実装条件決定方法および実装条件決定装置 | |
| JP4804992B2 (ja) | 部品搭載装置 | |
| JP2003289200A (ja) | 部品実装方法、部品実装機および実装順序決定プログラム | |
| JP4234182B2 (ja) | 部品実装方法 | |
| JPH0744359B2 (ja) | 部品実装方法 | |
| JP7757014B2 (ja) | 部品実装システム、部品実装方法、プログラムおよび記録媒体 | |
| JP3773985B2 (ja) | 実装データ作成方法 | |
| JP7319448B2 (ja) | 部品実装機 | |
| JPH05181517A (ja) | 自動組立機の部品供給部位置決定装置 | |
| JP4278560B2 (ja) | 部品実装順序最適化方法、部品実装順序最適化装置、部品実装装置、及び部品実装順序最適化方法実行用プログラム | |
| JPH06152191A (ja) | 部品装着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071017 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080326 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080422 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080520 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110530 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110530 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120530 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120530 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130530 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130530 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |