JP4132099B2 - ホースと金具との結合方法 - Google Patents
ホースと金具との結合方法 Download PDFInfo
- Publication number
- JP4132099B2 JP4132099B2 JP17013195A JP17013195A JP4132099B2 JP 4132099 B2 JP4132099 B2 JP 4132099B2 JP 17013195 A JP17013195 A JP 17013195A JP 17013195 A JP17013195 A JP 17013195A JP 4132099 B2 JP4132099 B2 JP 4132099B2
- Authority
- JP
- Japan
- Prior art keywords
- hose
- pressure
- short
- pressurization
- short pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002184 metal Substances 0.000 title claims description 8
- 238000000034 method Methods 0.000 claims description 16
- 238000010168 coupling process Methods 0.000 claims description 3
- 229920003002 synthetic resin Polymers 0.000 claims description 3
- 239000000057 synthetic resin Substances 0.000 claims description 3
- 238000007665 sagging Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000005536 corrosion prevention Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Fire-Extinguishing By Fire Departments, And Fire-Extinguishing Equipment And Control Thereof (AREA)
- Joints That Cut Off Fluids, And Hose Joints (AREA)
Description
【産業上の利用分野】
本発明は、消防用ホースなどのホースの端末に、継手金具を取付けるための結合方法に関するものである。
【0002】
【従来の技術】
一般に消防用ホースなどにおいては、ホース1の両端に継手金具2を取付け、当該継手金具2同士を結合することにより、複数のホース1を接続するようになっている。
【0003】
而してその継手金具2には、図1に示すように接続筒3が形成され、当該接続筒3にホース1の端末を嵌合し、さらにそのホース1の外側に金属製の短管4を嵌合し、当該短管4をその外側から加圧して縮小することにより、前記継手金具2の接続筒3と短管4との間にホース1を挟圧して、ホース1を継手金具2に結合することが行われている。
【0004】
そして前記短管4を加圧して縮小する方法として、特公昭52−17886号公報に記載されたものが知られている。このものは図2に示すように四つの加圧駒5で短管4をその周囲から加圧し、短管4に生じるたるみを加圧駒5に形成された凹部7で吸収するようにしたものである。
【0005】
また実開平6−75524号公報に記載されたものは、八つの加圧駒5で短管4を加圧するものであって、短管4をその周囲から均等に圧縮することにより、たるみが生じないようになっていると考えられる。
【0006】
【発明が解決しようとする課題】
しかしながら前記特公昭52−17886号公報のものにあっては、短管4にたるみが突条6となって現われ、当該突条6の内側ではホース1に皺8が生じ、漏水の原因となる。
【0007】
また突条6のきわでは短管4が急激に屈曲されるため、表面が加圧駒5のエッヂ9で縦筋状の傷が生じ、局部的に強度が低下すると共に、当該傷の部分から腐食が発生する恐れがある。
【0008】
また前記実開平6−75524号公報のものにあっては、極端なたるみが生じることはないものの、加圧駒5によって短管4が傷付けられる。
【0009】
すなわち、加圧駒5の短管4に接する面は、加圧されて縮小した短管4の外面の曲率半径にほゞ一致する曲面を有しているため、短管4が縮小する前においては加圧駒5の曲面の方が短管4の外面より曲率半径が小さい。
【0010】
そのため加圧駒5が短管4を加圧するときには、図3(a)に示すように加圧駒5の両側のエッヂ10が短管4に対して最初に当接し、隣接する加圧駒5のエッヂ10は短管4を、矢印で示すように互いに交差する方向に押圧することとなるため、加圧駒5の間の短管4部分には加圧時にエッヂ10によって周方向に圧縮するような力が働き、傷付けられるのである。
【0011】
本発明はかかる事情に鑑みなされたものであって、加圧時に短管4に傷がつくことがなく、短管4がその全周に亙って均等に縮小してホース1を挟圧し、継手金具2とホース1とを確実に結合することのできる方法を提供することを目的とするものである。
【0012】
【課題を解決する手段】
而して本発明は、継手金具に形成された接続筒の外側にホースの端末を嵌合し、当該ホースの外側に金属製の短管を嵌合し、当該短管をその外側から複数の加圧駒を有する金型でほゞ全周に亙って加圧して縮小させ、当該短管と前記接続筒との間にホースを挟持して固定する結合方法において、前記加圧駒の短管との接触面の曲率半径が縮小前の短管の外面の曲率半径より若干大きく、加圧駒による加圧位置を周方向に変化させて少くとも二回加圧することを特徴とするものである。
【0013】
本発明においては、前記金型による一回目の加圧により、前記短管をその加圧前後の変形量の50〜90%の量だけ変形させ、然る後加圧駒による加圧位置を周方向に変化させてさらに少くとも二回加圧するのが好ましい。
【0014】
また本発明においては、前記短管の外側にゴム又は合成樹脂のフィルムを被せ、その外側から前記金型で加圧するのが好ましい。
【0015】
【作用】
図4は本発明の方法によりホース1と継手金具2とを結合する工程を示すものであって、(a)は短管4を加圧する前の状態を示す。すなわち継手金具2の接続筒3の外側にホース1の端末が嵌合され、そのホース1の外側に短管4が嵌合されており、さらにその外側に複数の加圧駒5を等間隔で配置した金型が配置されている。
【0016】
そしてこの図面においては、八つの加圧駒5で短管4を加圧して縮小させるようになっており、各加圧駒5の短管4に対する接触面11の曲率半径は、縮小前の短管4の外面の曲率半径より若干大きい曲率半径を有している。
【0017】
ここで加圧駒5で短管4をその外方から加圧すると、加圧駒5の接触面11の曲率半径が短管4の外面のそれより大きいので、加圧駒5はその接触面11のほゞ中央部において短管4を加圧することとなり、短管4は接触面11の中央付近が強く加圧され、両側縁付近においては加圧される力は比較的弱い。
【0018】
従ってこの工程においては、複数の加圧駒5がその接触面11の中央部において、短管4をその中心に向って強く加圧することにより、短管4には周方向に圧縮力が働く。そしてその圧縮力により外方に膨出するのを接触面11の側縁部が抑え込むことにより、たるみが生じることなく、縮小される。
【0019】
この状態においては図4(b)に示すように、加圧駒5における接触面11の中央部においては短管4はホース1を比較的強く、接触面11の両側縁部においては比較的弱く挟圧することとなり、全体としては短管4と接続筒3との間へのホース1の挟圧は不十分である。
【0020】
次いで図4(c)に示すように、加圧駒5の位置を周方向にその加圧駒5の角度の1/2(22.5°)だけ回転させた位置で、再度短管4を加圧する。なお加圧駒5を回転させる代りに短管4を回転させてもよい。また回転角度は、加圧駒5の角度の1/6〜5/6の範囲が適当である。
【0021】
これによって、前回の加圧により加圧駒5の側縁部で不十分に加圧されていた部分が、加圧駒5の中央部に位置して強く加圧され、ホース1を全体に亙って挟圧して固定する。
【0022】
図5は本発明の他の例の工程を示すものであって、(a)は加圧前の状態を示す。この方法においては、先の図4の方法と同様にホース1、継手金具2、短管4及び金型が配置されると共に、短管4の外側に柔軟なゴム又は合成樹脂のフィルム12が配置され、当該フィルム12の外側から前記金型で加圧されるようになっている。
【0023】
このように、柔軟なフィルム12を介して短管4を加圧することにより、短管4に加圧駒5が直接圧接することがなく、短管4の表面が傷付くのを防止することができる。
【0024】
そして先ず第1工程においては、フィルム12の外側から加圧駒5で短管4を加圧し、当該短管4を縮小させる。このとき短管4を加圧してホース1を固定するときの、加圧前後の変形量の50〜90%の量だけ、短管4が変形するように加圧する。この状態が図5(b)に示されている。
【0025】
この状態においては、短管4は加圧駒5の中央部においても十分に縮小されておらず、ホース1を挟圧する力は不十分である。しかしながらその一方、短管4が強く変形せしめられていないので、加圧駒5のエッヂ10が短管4に強く圧接せしめられることがなく、短管4が傷付くことがない。
【0026】
次いで第2工程において、図5(c)に示すように、金型を加圧駒5の角度の約1/4(11.25°)だけ回転させ、この位置において短管4を加圧して縮小させる。このときは、ホース1を挟圧するに十分なだけ加圧駒5で短管4を加圧し、変形させる。
【0027】
さらに第3工程においては、図5(d)に示すように、金型をさらに加圧駒5の角度の約1/2(22.5)だけ回転させ、この位置において加圧駒5で短管4を十分に加圧して縮小させ、ホース1を強く挟圧する。
【0028】
この方法においては、前述のように第1工程において加圧駒5で短管4を緩かに加圧しているので、加圧駒5のエッヂ10が短管4を傷付けることがないと共に、第2工程及び第3工程においては、既に変形せしめられた短管4を位置を変えて加圧するので、これらの工程においてもエッヂ10が短管4に強く圧接して傷付けることがない。
【0029】
【発明の効果】
本発明によれば、加圧駒5の短管4に対する接触面11が短管4の外面より大きい曲率半径を有しているので、加圧駒5のエッヂ10が短管4に圧接することがなく、短管4に傷がつくことがない。
【0030】
特に請求項2によれば、第1工程で短管4を緩やかに加圧して変形させるので、変形の過程で加圧駒5のエッヂ10と短管4とが強く圧接されることがなく、短管4が傷付くのをさらに防止できる。また請求項3によれば、フィルム12によって短管4が傷付くのが防止される。
【0031】
また短管4としてアルマイトメッキなどの腐食防止処理を施した場合においては、かかる処理層が傷付くと腐食し易くなるが、本発明によればこれらの処理層が傷付くことがなく、腐食防止効果が持続する。
【0032】
また加圧駒5の接触面11の曲率半径が大きいので、一回の加圧では短管4を十分に縮小させ、ホース1を全周に亙って挟圧することができないが、加圧位置をずらせて複数回加圧するので、短管4をその全周に亙って均等に且つ十分に加圧し、縮小させてホース1を確実に固定することができる。
【0033】
【実施例】
継手金具2の接続筒3にホース1の端末を嵌合し、そのホース1の外側に短管4を嵌合し、さらにその短管4の外側から、加圧前の短管4の表面と同一の曲率半径の接触面11を有する八つの加圧駒5よりなる金型で加圧し、短管4を縮小させてホース1を継手金具2に結合した。
【0034】
この場合において、表1に示されるように、加圧駒5による加圧回数、加圧駒5の回転角度及び加圧の程度を設定して実施した。また短管4の外側にポリエチレンのフィルム12を被せ、その外側から加圧駒5で加圧するものについても実施した。
【0035】
ただし比較例については、短管4を一回の加圧で縮小させるので、加圧駒5の接触面11の曲率半径が、縮小させた状態の短管4の外面の曲率半径にほゞ等しいものを使用した。
【0036】
試験の結果を表1に示す。結果の評価は次の通りである。
◎ 短管4はほとんど無傷である。
○ 短管4の表面に僅かな筋が見られる。
△ 短管4の表面に若干の傷が生じる。
× 短管4の表面に明らかな傷が生じる。
【0037】
【表1】
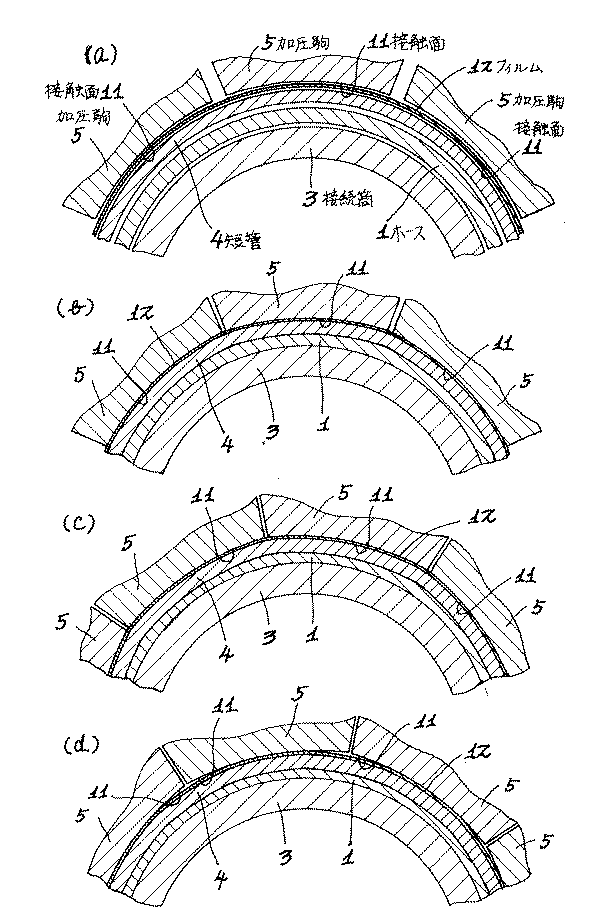
表1からも明らかなように、本発明により短管4の加圧によって傷がつくことがなく、短管4の強度低下や腐食が生じない。
【図面の簡単な説明】
【図1】 ホースと継手金具とを結合した状態の半裁側面図
【図2】 従来のホースと継手金具との結合方法を示す横断面図
【図3】 他の従来の結合方法を示すものであって、(a)は短管の加圧前の状態、(b)は加圧後の状態を示す。
【図4】 本発明の結合方法を示すものであって、(a)は短管の加圧前の状態、(b)は一回目の加圧後の状態、(c)は最終的な加圧状態を示す。
【図5】 本発明の他の結合方法を示すものであって、(a)は短管の加圧前の状態、(b)は一回目の加圧後の状態、(c)は二回目の加圧後の状態、(d)は最終的な加圧状態を示す。
【符号の説明】
1 ホース
2 接続金具
3 接続筒
4 短管
5 加圧駒
11 接触面
12 フィルム
Claims (3)
- 継手金具(2)に形成された接続筒(3)の外側にホース(1)の端末を嵌合し、当該ホース(1)の外側に金属製の短管(4)を嵌合し、当該短管(4)をその外側から複数の加圧駒(5)を有する金型でほゞ全周に亙って加圧して縮小させ、当該短管(4)と前記接続筒(3)との間にホース(1)を挟持して固定する結合方法において、前記加圧駒(5)の短管(4)との接触面(11)の曲率半径が縮小前の短管(4)の外面の曲率半径より若干大きく、加圧駒(5)による加圧位置を周方向に変化させて少くとも二回加圧することを特徴とする、ホースと金具との結合方法
- 前記金型による一回目の加圧により、前記短管(4)をその加圧前後の変形量の50〜90%の量だけ変形させ、然る後加圧駒(5)による加圧位置を周方向に変化させてさらに少くとも二回加圧することを特徴とする、請求項1に記載のホースと金具との結合方法
- 前記短管(4)の外側にゴム又は合成樹脂のフィルム(12)を被せ、その外側から前記金型で加圧することを特徴とする、請求項1又は2に記載のホースと金具との結合方法
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17013195A JP4132099B2 (ja) | 1995-06-12 | 1995-06-12 | ホースと金具との結合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17013195A JP4132099B2 (ja) | 1995-06-12 | 1995-06-12 | ホースと金具との結合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08336611A JPH08336611A (ja) | 1996-12-24 |
| JP4132099B2 true JP4132099B2 (ja) | 2008-08-13 |
Family
ID=15899236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP17013195A Expired - Fee Related JP4132099B2 (ja) | 1995-06-12 | 1995-06-12 | ホースと金具との結合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4132099B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2724093C1 (ru) * | 2019-07-19 | 2020-06-19 | Общество с ограниченной ответственностью" МорНефтеГазСтрой" | Система трубопровода для пожаротушения |
| CN118873881B (zh) * | 2024-10-08 | 2024-12-13 | 泉州市山河消防技术有限公司 | 一种具有cafs系统的抢险救援消防车 |
-
1995
- 1995-06-12 JP JP17013195A patent/JP4132099B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08336611A (ja) | 1996-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4399691B2 (ja) | 螺旋管継ぎ手 | |
| JP4132099B2 (ja) | ホースと金具との結合方法 | |
| RU2113929C1 (ru) | Способ обжатия кольца | |
| KR101918082B1 (ko) | 약압 압착식 관 이음쇠 및 그 압착 방법 | |
| CN220688341U (zh) | 一种波纹管防脱接头及波纹管 | |
| JPS5842893A (ja) | ホ−ス用管継手 | |
| KR200252275Y1 (ko) | 배관용 절연플랜지의 소켓동관 | |
| CN222458778U (zh) | 一种线性压接管件 | |
| JP3143834B2 (ja) | 配管継手構造 | |
| US20240230015A9 (en) | Corrugated pipe for high pressure having a metal braided net | |
| JPS60155086A (ja) | 管体の継手部における締付部材の取付方法及び管体の継手構造 | |
| SU985544A1 (ru) | Способ сборки рукавов высокого давлени | |
| JPS62192214A (ja) | 管曲げ機 | |
| CN216692540U (zh) | 一种高效密封的金属管接头 | |
| JP7688934B2 (ja) | 管継手 | |
| EP1028281A2 (en) | High tensile strenght coupling | |
| JP2607474Y2 (ja) | ホース | |
| JPH059584Y2 (ja) | ||
| JP3403107B2 (ja) | 消防用ホース取付構造及び結合金具付き消防用ホースの製造方法 | |
| JP3117606B2 (ja) | 管継手 | |
| US20040066036A1 (en) | Conduit with corrugated end | |
| CN110778814B (zh) | 一种航天液压管路无损清洗连接装置及液压管路清洗方法 | |
| US5346265A (en) | Coupling sleeve for connecting thin-walled pipe ends | |
| JP3184379B2 (ja) | 管内面ライニング方法 | |
| JP2003021281A (ja) | 架橋性ポリエチレン管の管継手装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040706 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040817 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050412 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050613 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080115 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080131 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080602 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |