JP4168632B2 - 円筒型アルカリ蓄電池用極板および円筒型アルカリ蓄電池用極板の製造法および円筒型アルカリ蓄電池 - Google Patents
円筒型アルカリ蓄電池用極板および円筒型アルカリ蓄電池用極板の製造法および円筒型アルカリ蓄電池 Download PDFInfo
- Publication number
- JP4168632B2 JP4168632B2 JP2001510930A JP2001510930A JP4168632B2 JP 4168632 B2 JP4168632 B2 JP 4168632B2 JP 2001510930 A JP2001510930 A JP 2001510930A JP 2001510930 A JP2001510930 A JP 2001510930A JP 4168632 B2 JP4168632 B2 JP 4168632B2
- Authority
- JP
- Japan
- Prior art keywords
- groove
- active material
- electrode plate
- storage battery
- alkaline storage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/80—Porous plates, e.g. sintered carriers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0416—Methods of deposition of the material involving impregnation with a solution, dispersion, paste or dry powder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
- H01M4/0435—Rolling or calendering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/24—Electrodes for alkaline accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/24—Electrodes for alkaline accumulators
- H01M4/26—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/24—Electrodes for alkaline accumulators
- H01M4/26—Processes of manufacture
- H01M4/30—Pressing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/24—Alkaline accumulators
- H01M10/30—Nickel accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/34—Gastight accumulators
- H01M10/345—Gastight metal hydride accumulators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Dispersion Chemistry (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Secondary Cells (AREA)
Description
【発明の属する技術分野】
本発明は、円筒型アルカリ蓄電池用極板と円筒型アルカリ蓄電池用極板の製造法および円筒型アルカリ蓄電池の改良に関するものである。
【0002】
【従来の技術】
ニッケルー水素電池やニッケルーカドミウム電池等に代表されるアルカリ蓄電池は小型軽量で高い出力密度を備え、近年パソコンや携帯電話などの小型機器にとどまらず、電気自動車やハイブリッド電気自動車等の大型電源の分野に亘って実用領域が拡大されている。これら電池には用途の広がりとともに、従来に増して高容量化と高い信頼性が要求されるようになってきた。
【0003】
アルカリ蓄電池には、セパレータを介して板状の正極板および負極板を集合し角型の容器に収納して電池を構成する角型構成と、セパレータを介して矩形の正極板と負極板を渦巻状に巻回して極板群を構成し、これを円筒型の容器に収納して電池を構成する円筒型構成が一般に用いられている。
【0004】
一方近年、ニッケルなどの3次元方向に連なる90%を超えるような高多孔度の空間を有する発泡メタルや金属不織布などの3次元金属多孔体基板(以降、多孔体基板という)が開発され、これらに活物質粒子のペーストを直接充填する新しい極板の製造法が開発され、高容量化に適する極板として、上記角型や円筒型の電池に多く適用されるようになった。しかし、上記3次元多孔体基板を用いる極板の製造方法や構造に起因する信頼性に関する課題がいくつか存在することが明らかになってきた。本発明は構造と製造法の観点から極板の改善を図り、上記3次元多孔体基板を用いた極板を備える円筒型アルカリ蓄電池の信頼性を構築することを目的とする。
【0005】
多孔体基板に充填する活物質ペーストには、例えば、水酸化ニッケルを主体としコバルト金属やニッケル金属あるいは炭素粉末などの極板反応に必要な添加物とカルボキシメチルセルロース等の結着剤を含むアルカリ蓄電池の正極用活物質ペースト、あるいは水素吸蔵合金あるいは水酸化カドミウムを主体とし炭素粉末やニッケル粉末など極板反応に必要な添加物とカルボキシメチルセルロース等の結着剤を含む負極用活物質ペーストなどが適用されている。
【0006】
上記活物質を充填された3次元多孔体を用いる極板は、一般には、ペーストを充填した後で、所望の厚さに加圧され電池の正極板または負極板として用いられるのが一般的であった。
【0007】
上記の如く加圧された極板の表面には、緻密な表面層が形成されているのが普通である。このような緻密な表面層は電解液の内部への浸透を妨げ、電池毎の電解液の注入量にばらつきを生じ、特性のばらつきが発生するという課題があった。
【0008】
一方、上記3次元多孔体はもともと曲げに対する変形の自由度が少ない構造材料である。このような構造材料に活物質が充填され、更に加圧された極板は一層曲げに対する自由度が制限され、無理に巻回して極板群を構成しようとすると、巻回される極板の外周側に無秩序にクラックが発生したり、また真円性に乏しい角張った巻回構造の極板群が形成されて、円筒型金属ケースへの挿入不良が発生する。さらに上記クラック部では破損部のバリが表面から突出したり、破損部から活物質粒子が流出し、セパレータを貫通して大小の短絡を生じ、これらが原因となって初期的あるいは経時的な電圧不良や短絡不良を発生する。
【0009】
上記課題を改善する従来の技術として、特開昭60−133655号公報に示すように、V字状の溝部を両面に形成し、溝の方向を巻回軸と平行にして、極板を巻回する技術が提案された。さらに、特開平5−41211号公報では、金属多孔体が切れやすい形状であるV字状断面の溝に代えて、台形状もしくは、半楕円状の断面を有する溝とすることが開示されている。しかし、両側に溝を形成することは、活物質の充填量を増加させることに対し不利である。
【0010】
そこで、特開平9−106814号公報では、活物質の充填分布を均一にして溝部を均等に形成するための製造法として、3次元金属多孔体の片側から反対の面にむけて活物質ペーストを充填する製造法が開示されている。またそのとき反対面に活物質をほとんど通過させないように充填することによって、前記充填面側に高密度活物質充填層を、反対面側に低密度活物質充填層あるいは無充填層を形成し、前記低密度充填側の表面に溝部を形成する技術が開示されている。また同特開平9−106814号公報には、ペーストの充填に先だって3次元多孔体の片面に溝部または切れ目を形成する製造法や前記溝部や切れ目を設けた面と反対の面から活物質ペーストを充填する極板の製造法、さらに前記溝部が外周側になるように極板が巻回される構造が例示されている。
【0011】
一方特開平9−27342号公報には、上記特開平9−106814号公報で示されたと同様な高密度活物質充填層と低密度活物質充填層とからなる極板が示され、上記低密度活物質充填層を内側にして巻回された構造と外側にして巻回された構造の何れもが開示されている。
【0012】
さらに実施例では活物質の充填工程に先だって溝部または切れ目を3次元多孔体に設け、上記溝部または切れ目を設けた面と反対の面から活物質ペーストが充填される製造法と、これとは逆に溝部または切れ目を設けた面から活物質が充填される製造方法が記載されている。
【0013】
いずれにしても上記の如き、溝部を備える極板は、溝部を有する面を外周として巻回する構成において、溝部によって与えられた表面の伸延の自由度と溝部の内部における優先的なクラックの発生によって可とう性が改善され、電圧不良が減少する傾向が見られた。
【0014】
【発明が解決しようとする課題】
しかし、それにも拘わらず、なお多くの電圧不良が発生することが明らかになった。その原因を解析した結果、上記の従来の溝部を形成する構成では、溝部の内部に発生したクラック部のバリが巻回の力で隆起して突出したり、クラックから活物質粒子が溝部を通って極板の外周に流出し、これらが新しい短絡の要因になっていることが判った。
【0015】
すなわち活物質充填基板の表面に形成された溝部の内部はいずれも空洞であって、溝部の内部に発生するクラックのバリの隆起突出やクラック部からの活物質粒子の流出に対して無防備であって、これが信頼性を低下させる原因であることがわかった。
【0016】
また3次元多孔体の片面にあらかじめ溝部や切れ目を形成し、上記溝部や切れ目を設けた表面から活物質を充填する方法で作製された極板においては、溝部や切れ目の中に活物質が充填されてはいるが、ここに存在する活物質は単に充填されたままの活物質粒子の集合体に他ならないので、上記溝部や切れ目に充填された活物質粒子は、電解液で湿潤されると流動化し、溝部から容易に流出することになる。上記の如く流動化した活物質の集合体はクラック部のバリの隆起突出や活物質の流出に対して何の抑制効果も無く、むしろ新たな短絡の要因になっていることが判った。
【0017】
すなわち3次元金属多孔体を用いる極板を適用したアルカリ蓄電池の高容量化を図りながら信頼性を高めるためには、極板への電解液の浸透性を改善すると同時に、とくに円筒型電池においては、溝部を形成して極板の可とう性を改善するだけでなく、溝部の内部で発生するクラック部の隆起突出と活物質粒子の流出を抑制するための適切な極板構造と前記極板構造を作製するための適切な製造方法の開発が、新しい課題としてクローズアップされてきた。
【0018】
【課題を解決するための手段】
上記の課題を解決する手段として、本発明では、3次元方向に連なる空間部を有する金属多孔体基板とこれに充填された活物質とからなる活物質充填基板の表面に溝部を形成し、これを加圧することによって、前記溝部には活物質充填密度の低い粗な溝部活物質層と、活物質充填密度の高い緻密な表面層とが交互に、ほぼ平滑な表面を構成していることを特徴とする円筒型アルカリ蓄電池用極板を開示するものである。
【0019】
また本発明は、上記構成を効果的に形成する製造法として、3次元方向に連なる空間部を有する金属多孔体基板に活物質ペーストを充填して充填基板を形成する活物質充填工程と、充填基板の片面に溝部を形成する工程と、溝部を形成した電極をほぼ平滑に加圧する工程とを備える円筒型アルカリ蓄電池用極板の製造法を開示する。
【0020】
さらに上記で得られる極板を、溝部を備えた面を外周にして、溝方向と巻回軸を平行にした状態で巻回された極板群を有する円筒型アルカリ蓄電池を開示する。
【0021】
本発明の極板はその表面に粗な溝部活物質層を有し、その部分が電解液浸透の経路となって極板の電解液に対する浸透性が改善される。また表面が平滑化されて溝部が見かけ上消滅してはいるが、溝部が複数個平行して形成される構成では可とう性の改善効果が得られる。さらに加圧成形された溝部活物質層によって、溝部の内部に形成されるクラック部位が押圧されバリの隆起突出や活物質の流出を抑制することが出来る。
【0022】
本発明の実施の形態を以下に示す。
【0023】
本発明の円筒型アルカリ蓄電池用極板は、3次元方向に連なる空間部を有する金属多孔体基板と、これに充填された活物質とからなる活物質充填基板の一方面に複数本の平行な溝部を有し、前記溝部には活物質充填密度の低い、粗な溝部活物質層と、加圧により形成
された活物質充填密度の高い緻密な表面層とによりほぼ平滑な表面が構成されている。
【0024】
従来、特開昭60−133655号公報や特開平5−41211号公報における技術では空間であった溝部に、本発明では活物質層が形成されることで高容量で可とう性に優れた極板を得ることができる。また、本発明の円筒型アルカリ蓄電池用極板は緻密な表面層と溝部活物質層に形成された粗な表面とが交互に平行にかつ規則的に繰り返される粗密表面であることを特徴とし電解液の吸収性に優れている。特開平9−106814号公報や特開平9−27342号公報のごとく、金属多孔体基板に予め、溝部や切れ目を入れておいたのでは本願のような構成は期待できない。
【0025】
さらに本発明の円筒型アルカリ蓄電池用極板は溝部活物質層に接する金属多孔体の骨格に破断部を有さないので、円筒型アルカリ蓄電池用極板として巻回されたとき、バリの突出等による短絡の発生が抑制されるとともに、通電経路が維持され、電池用極板として適用された場合、従来に比して電池の内部抵抗が低下し、大電流放電特性が向上する。
【0026】
本発明の円筒型アルカリ蓄電池用極板を得るための製造法の一例は、3次元方向に連なる空間部を有する金属多孔体基板に活物質ペーストを充填して活物質充填基板を形成する活物質充填工程と、活物質充填基板の片面に溝部を形成する工程と、溝部を形成した極板をほぼ平滑に加圧し所望の厚みとする工程とをその順に実施するものである。
【0027】
活物質充填工程では、活物質ペーストを金属多孔体の片面から反対の面に貫通しないように充填し、溝部を形成する工程において前記活物質ペーストの充填面側に溝部を形成すると、活物質充填量が均一な本発明の円筒型アルカリ蓄電池用極板が得られる。
【0028】
本発明の円筒型アルカリ蓄電池用極板を正極板と負極板の少なくとも一方に使用し、セパレータを介して巻回された極板群で円筒型アルカリ蓄電池を構成する場合、溝部活物質層を備える面を外周として、前記溝部の方向と巻回軸とが平行となるように巻回する。
【0029】
このとき、巻回された極板には複数の平行に形成された溝部の、底部とその壁面の交線上を起点として優先的にクラックが形成される。本発明では、極板群の外周部において、前記クラックは溝部の底部以外の場所では発生せず、そのクラックの深さも従来に比べて浅く、電池としての内部抵抗が低下し、大電流放電性能が向上する。
【0030】
また、前記クラックは溝部活物質層によって押圧され、活物質が流出したり、バリが突出したりすることが抑制されている。
【0031】
【発明の実施の形態】
以下、図と実施例を用いて本発明の好ましい実施の形態を説明する。
【0032】
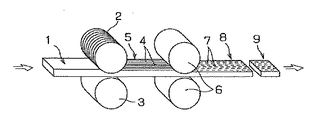
図1に本発明による円筒型アルカリ蓄電池用極板を作製するための好適な装置の一例を示す。活物質を充填した基板1は、リング状の凸部を有する溝型付きローラ2と平滑ローラ3の間を通過させることにより、片側に溝部4を有する溝部形成基板5となる。
【0033】
次に前記溝部形成基板5は一対の平滑な加圧ローラ6により加圧されると、溝部4には活物質が滲出して、溝部活物質層7が形成され、本発明の電極基板8となる。
【0034】
前記電極基板8は通常、溝方向と垂直に裁断されて本発明による極板9を得る。
【0035】
図2は本発明の製造過程に従って活物質充填基板が変化してゆく様子を溝方向に垂直な断面の形態で示している。図2において(A)は活物質充填基板、(B)は溝部形成基板
、(C)は電極基板である。
【0036】
本発明において3次元多孔体の厚さ、多孔度、孔径、孔形等にとくに限定事項はなく、既存の3次元多孔体が適用できる。目的に応じて一般に用いられているような厚さ1mmから3mm、多孔度90%から95%の多孔体が用いられる。
【0037】
活物質充填基板の作製にはあらかじめ短冊状や平板状に裁断した多孔体を用いる方法と連続した帯状の多孔体を用い、任意の工程において後から極板形状に裁断する方法が用いられている。量産性は後者が優れている。
【0038】
本発明において活物質の充填方法に特別の限定は無く、均等な充填ができる方法であれば、どれでも適用可能である。例えば、活物質の充填には多孔体基板を活物質のペースト槽の中を通過させて活物質を充填する方法、定量吐出ノズルやドクターナイフをもちいて片面あるいは両面から活物質を圧入する方法等一般に用いられる既存の方法が適用できる。
【0039】
活物質ペーストには水酸化ニッケルを主体とし、必要な添加物と結着剤を混合した正極用活物質ペーストや、水酸化カドミウムあるいは金属水酸化物を主体とし、必要な添加物と結着剤を混合した負極用活物質ペーストなどが適用される。
【0040】
つぎに溝部を形成する工程について説明する。この溝部を形成する工程によって、断面形状は図2(A)から(B)に変化する。
【0041】
帯状の活物質充填基板1に溝部4を形成するには、ローラの円周上にリング状の凸部を複数本設けた溝型付きローラ2と平滑ローラ3によって行なうのが便利である。上記ローラを通過して得られた帯状の溝部成形基板5の片面には、帯状の基板の進行方向に連続する溝部4が幅方向に複数本並んで形成される。
【0042】
上記溝部4を形成する第1の目的は、溝部の底部10にストレスを与え、巻回時に、前記溝部の底部10に優先的にクラックを発生させるためであり、第2の目的は多孔体の骨格から滲出させた活物質で溝部4に好ましい溝部活物質層7を形成するための容積を確保することにある。
【0043】
本発明の極板において上記の好ましい効果をもたらす溝部活物質層7の部位は、この溝部形成基板5の形態の影響を受ける。例えば、溝部形成基板5の厚さに対する溝部4の深さの比率、溝部形成基板5の溝部4の近傍における多孔体基板の金属骨格の破損状況、溝部4の形状等によって影響される。
【0044】
上記溝部4の深さ比率が小さすぎると、本発明により期待される巻回性改善等の効果そのものが小さくなる。また、溝部4の内部の活物質層が不足し溝部活物質層7が形成できなくなる。逆に大きすぎると、金属多孔体の骨格を破壊しやすくなるとともに、溝部4の内部の活物質が過剰になり、溝部活物質層7およびその表面層の密度が大きくなる。
【0045】
上記傾向を勘案して、溝部形成基板5の厚さt 2 に対する溝部4の深さの割合は20%以上50%以下であることが好ましい。
【0046】
溝部4の壁面近傍に金属多孔体の骨格が破損した部位が存在すると、そのような基板を本発明が電池用極板として利用されたとき、前記破損部位が短絡の原因となるとともに、溝部4に過剰に活物質が流入し溝部活物質層7およびその表面層の密度が大きくなりすぎる。したがって本発明においては溝部形成基板5に金属多孔体骨格の破損部が無いことが
重要である。
【0047】
本発明においては、金属多孔体骨格の破損を回避し、溝部の底部10に適切にストレスを与え得る、いくつかの好ましい実施形態が明らかになった。
【0048】
その1つは溝部の底部10には基板表面に平行な平滑面を設ける形態である。このとき平滑面と溝部4の壁面との交点は円弧状等面取りするのが望ましい。
【0049】
図3(A)、(B)、(C)に示すように2つの円弧の外周で形成される形状を基本として設計される壁面と溝部の底部10の平坦面とによって構成されるような形状の溝部4の形態は、溝部の底部10に強いストレスを与え、しかも金属多孔体骨格の破壊を防ぐことと、さらに加圧される段階では溝部の底部10に優先的にクラックを発生させやすいという特徴を備える好ましい形態であることも判った。
【0050】
この場合、溝部4の壁面の断面は交錯する円弧によって形成される図3(A)と離れた円弧によって形成される図3(B)、(C)がいずれも好ましい形態であり、またこれらの形状を基本にして設計された形状は類似の効果を与える。
【0051】
図3に示されたように溝部の底部10の平坦部と交錯する交点における2つの円弧の接線が形成する角度を侵入角度Gとするとき、Gは45°以上100°以下とするのが良い。侵入角度Gが大きすぎると溝部の底部10の骨格に強いストレスを与えることが困難になるとともに、必要な溝部4の深さが確保しにくくなる。逆に小さくなると溝部4を形成する時点で溝部4の先端付近に破損部を発生する可能性があるとともに、溝型付きローラ2に溝部4が咬みこんで、はずれないという不具合を発生することもある。
【0052】
つぎに溝部活物質層を形成する工程について説明する。
【0053】
この工程は溝部形成基板5を、溝部4を含めた溝部形成基板5全体がほぼ平滑な表面を形成するように加圧する工程である。平滑加圧は平滑面を備える加圧ローラ6によって行なうのが簡単である。このとき断面形状は図2の(B)から(C)に変化する。
【0054】
すなわち、溝部形成基板5の段階で空洞であった溝部4の中に溝部活物質層7が形成され、本発明の電極基板8となる。
【0055】
この工程では加圧される溝部形成基板5の湿潤状態は任意である。ただし湿潤状態で加圧すると活物質の流出が増大して制御が困難になる。また加圧装置に活物質が付着しそれが加圧面を不均一にする可能性がある。したがって乾燥状態で加圧するのが好ましい。
【0056】
また、この工程では、加圧を溝方向と垂直な軸を有する加圧ローラ6で行うのが良い。溝方向と平行な軸を有する加圧ローラ6で加圧する、すなわち、溝方向と垂直に加圧すると溝部形成基板5に伸びや反りを生じ、さらには、多孔体基板の強度低下を招く。
【0057】
本発明の電極基板8は、従来の技術で作製される溝部形成基板とは異なり、その表面は溝部形成基板5の溝部4を加圧することによって形成された溝部活物質層7と溝部4以外を加圧することによって形成された緻密な表面層11により、ほぼ平滑な粗密表面となっている。粗な表面と密な表面は一般に反射率が異なるために、多数の溝部4を備える電極基板8の表面には縞模様が観察される。観察される色は活物質の色や組成によっても変化する。例えば緑色ないし黒褐色の活物質を用いるニッケル正極では黒褐色の表面と溝部4に対応する白っぽい筋状の表面が形成する縞模様が観察され、一見して均一な表面ではないことが判る。
【0058】
次に図1に示すように極板の所望の幅寸法を帯状の電極基板8の長さ方向から裁断すると、極板の長さ方向に垂直な溝部4が複数本平行に形成された本発明の極板9が得られる。
【0059】
この極板9が円筒型アルカリ蓄電池の正極板として用いられた状態について図4に示す。
【0060】
図4において、正極板12と負極板13はセパレータ14を介して渦巻状に巻回され、極板群15が構成されている。前記極板群15は円筒型の金属ケース16に収納され,正極端子17の底部と正極板12、金属ケース16と負極板13が電気的に接続され、さらにアルカリ電解液が注入され、凸状の正極端子17と安全弁体を設けた封口板18によって封口されている。
【0061】
図5は上記円筒型アルカリ蓄電池の極板群15の電池底面と平行な断面である。
【0062】
図5に示すように、正極板12は溝部活物質層7を備える面を外周にして、溝方向と巻回軸を平行にした状態で巻回されている。
【0063】
上記のように本発明で得られる極板9を円筒型アルカリ蓄電池に適用すれば次に示すように様々な有用な効果を得ることができる。
【0064】
(1)本発明の極板9は従来の溝付き極板とは異なり、溝部4は空間ではなく、充填密度は粗であるものの、溝部活物質層7を有し極板全体としての充填密度は高い。
【0065】
(2)溝部活物質層7の表面を緻密な表面層11とほぼ平滑に形成することにより、極板9を巻回するとき表面に配するセパレータ14を押圧面として溝部活物質層7を効果的に溝部4の内部に押圧するための押圧層を構成する。
【0066】
(3)粗密表面がほぼ平滑になるまで加圧することで、溝部活物質層7を極板9に一体化させ、少なくとも巻回されるまで、溝部活物質層7内の活物質を極板9へ保持させることができる。
【0067】
(4)溝部活物質層7およびその緻密な表面層11を加圧成形体とすると、電解液を極板群15に注液した時、活物質が流動化して、活物質の流出が新たな短絡の原因になることを防ぐとともに、溝部活物質層7を固形化して、溝部4の内部に押圧の力を効果的に内部に伝達する。
【0068】
(5)溝部活物質層7とその表面を粗に成形すると、その部位が電解液の浸透の経路となるとともに、溝部活物質層7に柔軟性を与え、表面に伸びる自由度を与え、極板9の巻回性を著しく向上させる。
【0069】
(6)極板9にクラックが発生するような力が加えられたとき溝部の底部10に優先的にクラック19を発生させ、極板9の表面全体に、不規則にクラックの及ぶことを防止する。
【0070】
図5に示すように本発明の極板9を巻回すると溝部の底部10と壁面の交線上に優先的にクラック19を発生し、溝部活物質層7が引き伸ばされて円滑に巻回される。このように一旦形成された溝部4が外見的に消滅するまで加圧して平滑にしても、元の溝部4が変形した溝部の底部10に優先的にクラック19が発生して巻回性が改善されるという現象
は従来にまったく予測されなかった発見である。
【0071】
(7)また、本発明では溝部を形成する工程において、金属多孔体骨格を破損しないように溝形成されているとともに、巻回後に生ずるクラック19の長さが短いので、多孔体基板の集電性が維持される。よって、従来に比べ電池の内部抵抗が低減され、大電流放電性能が向上している。
【0072】
(8)巻回された極板群15では、溝部活物質層7の表面は隣接するセパレータ14によって押圧され、その押圧の力は溝部の底部10に伝達され、クラック19を押圧して閉鎖し、破損部の隆起突出や活物質の流出を防いでいる。
【0073】
次に本発明の極板9を円筒型アルカリ蓄電池に適用した場合の信頼性への効果を検証するために、本発明を適用した円筒型アルカリ蓄電池用正極板を作製し、さらにこれを用いた円筒型アルカリ蓄電池を作製した。同時に従来の構成の極板を作製し、本発明の極板および電池の信頼性に拘わる特性を比較した。
【0074】
実施例1:
水酸化ニッケル100重量部に対し、結着剤としてカルボキシメチルセルロース0.2重量部と、全ペーストの重量の25重量%となるように水を加えて、活物質ペーストを作製した。
【0075】
支持体には、幅が115mm、厚さ1.7mm、多孔度が92%から95%の3次元方向に連なる空間を有する帯状の発泡金属多孔体を用い、これに活物質ペーストを多孔体の両面から充填して、厚さ1.7mmの帯状の活物質充填基板1を作製した。
【0076】
続いてローラの外周表面にリング状の凸部を多数設けた溝型付きローラ2と平滑ローラ3を用いて帯状の活物質充填基板1の片面に、基板の進行方向に連続する深さ0.35mmの溝部4を帯状基板の幅方向に1.5mmのピッチで形成した。溝部形成基板5の厚さは1.0mmとなった。溝部4の形状は図3(A)に示す形状とした。つぎに加圧ローラ6を用いて、上記溝部形成基板5を厚さ0.8mmに加圧して溝部4の中に活物質を滲出させるとともに溝部活物質層7を加圧成形してほぼ平滑な粗密平面を形成した。
【0077】
この帯状基板から幅61mm、長さ110mmの円筒型アルカリ蓄電池用の極板9を作製した。この極板9を極板Pとする。
【0078】
別にパンチンググメタルに水素吸蔵合金粉末を主材料とするペーストを塗着して幅61mm、長さ145mm、厚さ0.4mmの負極板13を作製した。上記極板Pを正極板12として、負極板13と共に、セパレ−タ14を介して巻回し、極板群15を構成した。このとき、正極板12は溝部4を備える側が外周になるように巻回された。前記極板群15を円筒型の金属ケース16に収納し、端子の接続を行ない、電解液を注入し、封口板18を用いて封口して、図4に示すような公称容量3800mAh のHR17/67サイズの円筒型アルカリ蓄電池を作製した。この電池を電池Pとする。
【0079】
比較例1:
平滑加圧基板の厚さを0.8mmとし、溝部を形成する工程と溝部活物質層を形成する工程を行なわないで極板形状を裁断した以外は本発明の実施例1と同じ条件とした極板を作製した。この極板を極板Qとする。また極板Qを正極板12とする以外は本発明の実施例1と同様の構成で円筒型アルカリ蓄電池を作製した。この電池を電池Qとする。
【0080】
比較例2:
溝部成形基板の厚さを0.8mmとし、溝部活物質層を形成する工程を加えないことと溝部の深さを本発明の正極板12の溝部と同程度にした以外は本発明の実施例1と同様の条件で極板を作製した。この極板を極板Rとする。また極板Rを正極板12とする以外は本発明の実施例1と同様の構成で円筒型アルカリ蓄電池を作製した。この正極板12では溝部を備える表面が外周側になるように巻回された。この電池を電池Rとする。
【0081】
上記極板P、Q、Rについて電解液の浸透性について調べた。まず極板Pと極板Rについては溝部を備える表面を上にし、極板Qでは平滑加圧面極板を水平に設置し、極板の上に濃度40%のアルカリ電解液を5ml滴下して液滴が消滅するまでの吸液時間を電解液の浸透速度として計測した。その結果を図6に示す。
【0082】
この図から判るように、電解液の浸透時間は溝部4が形成されていない平滑な極板Qではおよそ20分であった。これに対して溝部が形成されている極板Rではおよそ15分と若干の改善が見られた。更に本発明の溝部活物質層7を備える極板Pではおよそ5分という浸透時間を示した。
【0083】
上記の結果は、全表面に緻密な表面層が形成された極板Qでは、内部への電解液の侵入が緻密な表面層に妨げられることを示していると思われる。また極板Rの電解液吸液速度が極板Qに比べて若干改善されるのは、溝部形成時に溝部の内部に形成された緻密な表面層は存在するが、溝部の壁面において、緻密な表面層11よりも薄い活物質表面層が形成されているためと考えられる。これに対して本発明の極板Pの電解液吸液速度が大幅に改善されるのは、溝部4の壁面に緻密な表面層が形成されず、また溝部4に形成された溝部活物質層7が電解液の浸透性の高い粗な加圧体であるためと考えられる。
【0084】
つぎに巻回性の改善について調べた。円筒型アルカリ蓄電池各1000個を作製したとき、渦巻式の極板群が円筒型の金属ケースに挿入できなくなるという挿入不良が発生する確率を求めた。
【0085】
その結果、電池Qでは挿入不良が50個も発生した。これに対して電池Pおよび電池Rでは、上記挿入不良は皆無であった。
【0086】
これは溝部4の形成によって巻回性が改善され、真円に近い極板群15の構成が可能になったことを示している。また本発明の極板9は、外見的に平坦になるまで加圧されているにもかかわらず、溝部4の形成による巻回性の効果が失われないということを示している。
【0087】
最後に短絡による電圧不良の発生確率を調べた。挿入不良のなかった1000個の電池について電圧不良の発生確率を調べた。電池を所定の方法で充電し、1週間放置した後で開路電圧を調べた。開路電圧が1.20V以上にあるものを良品とし、1.2Vを下回る電池を不良品とした。
【0088】
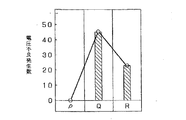
不良品の発生数を図7に示す。この図が示すように溝部を持たない極板Qを用いる電池Qでは電圧不良電池が45個発生した。また溝部を備えてはいるが本発明の溝部活物質層7を形成していない極板Rを用いる電池Rでは、電圧不良電池は25個であった。これに対して本発明の溝部活物質層7を備えた極板Pを用いる電池Pでは、電圧不良は0個であった。
【0089】
上記不良電池を解析した結果、溝部を設けなかった極板Qは極板の表面に無差別且つ不規則な位置でクラックが発生して、破損部分がセパレータを貫通したり、活物質粒子がクラック部分から流出して極板とセパレータの間に挟まり微少短絡を発生していることが判
った。
【0090】
また溝部を設けた従来の極板Rでは極板Qのような無差別なクラックではなく、主として溝部の内部にクラックが形成されていたが、上記クラックのバリが表面に隆起して突出したり、クラックから流出した活物質が溝部の空洞をとおって極板表面に到達しセパレータにしみ込んだりして、セパレータと極板の間に入りこみ、各所で大小の短絡が発生していることが判った。
【0091】
これに対して本発明の極板Pを用いた電池では、溝部の底部10と壁面の交線からクラック19の発生が見られたが、そのクラック場所は溝部活物質層7によって封鎖され、活物質の流出やクラック部におけるバリの隆起突出が防御されていることが判った。
【0092】
すなわち本発明は3次元多孔体を用いる極板9の電解液に対する浸透性の改善、極板9の可とう性の改善、巻回時における短絡の抑制において顕著な効果を示し、高容量に適した3次元多孔体を用いる円筒型アルカリ蓄電池の信頼性を大幅に改善することが判った。
【0093】
なお、本実施例では正極について説明したが、極板の基本的な構造およびその製造方法は負極についても同じであり、同様の効果を生じることは論を待たない。
【0094】
【発明の効果】
上記の如く本発明は、極板への電解液の浸透速度を改善するとともに円筒型アルカリ蓄電池の極板の巻回性を改善し、短絡の可能性を軽減する効果をもたらすものであって、パソコン、携帯電話、小型工具や芝刈り機等の小型動力機器用など小型電源に限らず電気自動車、ハイブリッド電気自動車用電源など広い用途において高い信頼性を発揮するものである。
【図面の簡単な説明】
【図1】 本発明の極板を得るまでの工程の概略を示す斜視図
【図2】 本発明の製造方法に基づく活物質充填基板の断面形状の変化を示す図
【図3】 溝部の形状の1実施形態を示す溝部形成基板の断面図
【図4】 本発明の円筒型アルカリ蓄電池の分解斜視図
【図5】 本発明による円筒型アルカリ蓄電池の極板群の平面断面図
【図6】 本発明の極板のアルカリ電解液に対する浸透速度を従来極板のそれと比較したグラフ
【図7】 本発明と従来の極板を円筒型アルカリ蓄電池に使用した場合の電圧不良発生数を比較するグラフ
【符号の説明】
1 活物質充填基板
2 溝型付きローラ
3 平滑ローラ
4 溝部
5 溝部形成基板
6 加圧ローラ
7 溝部活物質層
8 電極基板
9 極板
10 溝部の底部
11 緻密な表面層
12 正極板
13 負極板
14 セパレータ
15 極板群
16 金属ケース
17 正極端子
18 封口板
19 クラック
Claims (7)
- 3次元方向に連なる空間部を有する金属多孔体基板とこれに充填された活物質とからなる活物質充填基板の片面に複数本の平行な溝部を有し、前記溝部は、溝部に垂直な断面形状が、2つの円弧の外形によって形成される形状の壁面と溝部の底部が表面に平行な平坦部から構成された形状であり、前記活物質充填基板の片面に溝部を形成した溝部形成基板の厚さに対する溝部深さの比率が20%以上50%以下であり、前記溝部には活物質充填密度の低い、粗な溝部活物質層が形成され、前記溝部活物質層に接する金属多孔体の骨格に破断部を有さず、加圧により形成された活物質充填密度の高い緻密な表面層とによりほぼ平滑な表面が構成されていることを特徴とする円筒型アルカリ蓄電池用極板。
- 緻密な表面層と溝部活物質層に形成された粗な表面とが交互に平行にかつ規則的に繰り返される粗密表面であることを特徴とする請求項1記載の円筒型アルカリ蓄電池用極板。
- 3次元方向に連なる空間部を有する金属多孔体基板に活物質ペーストを充填して活物質充填基板を形成する活物質充填工程と、前記活物質充填基板の片面に溝部を形成する工程であって、前記溝部は、溝部に垂直な断面形状が、2つの円弧の外形によって形成される形状の壁面と溝部の底部が表面に平行な平坦部から構成された形状であり、前記活物質充填基板の片面に溝部を形成した溝部形成基板の厚さに対する溝部深さの比率が20%以上50%以下であり、前記溝部には活物質充填密度の低い、粗な溝部活物質層が形成され、前記溝部活物質層に接する金属多孔体の骨格に破断部を有さないことを特徴とし、前記溝部を形成した溝部形成基板を、前記溝の方向と垂直な軸を有する一対の平滑ローラでほぼ平滑に加圧し所望の厚みとする工程とを備える円筒型アルカリ蓄電池用極板の製造法。
- 活物質充填工程が活物質ペーストを金属多孔体の片面から反対の面に貫通しないように充填する工程であり、溝部を形成する工程が前記活物質ペーストの充填面側に溝部を形成する工程であることを特徴とする請求項3記載の円筒型アルカリ蓄電池用極板の製造法。
- 溝部の底部と両壁面の交線において溝部に垂直な断面における両接線のなす角度を侵入角度とするとき、前記侵入角度が45°以上100°以下であることを特徴とする請求項3記載の円筒型アルカリ蓄電池用極板の製造法。
- 正極板と負極板がセパレータを介して巻回された極板群を備える円筒型アルカリ蓄電池において、前記正負極板の少なくとも一方の極板は、3次元方向に連なる空間部を有する金属多孔体とこれに充填された活物質とからなり、片面に複数の溝部が平行して形成された溝部形成基板が加圧されてできる溝部活物質層と、緻密な表面層とによってほぼ平滑な表面が構成されるとともに、溝部活物質層を備える面を外周として、前記溝部の方向と巻回軸とが平行に巻回されており、
前記溝部は、溝部に垂直な断面形状が、2つの円弧の外形によって形成される形状の壁面と溝部の底部が表面に平行な平坦部から構成された形状であり、前記正負極板の少なくとも一方の極板の片面に溝部を形成した溝部形成基板の厚さに対する溝部深さの比率が20%以上50%以下であり、前記溝部活物質層に接する金属多孔体の骨格に破断部を有さないことを特徴とする円筒型アルカリ蓄電池。 - 巻回された極板には複数の平行に形成された溝部の底部と壁面の交線を起点として優先的にクラックが形成され、前記クラックは溝部活物質層によって押圧されていることを特徴とする請求項6記載の円筒型アルカリ蓄電池。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11-205912 | 1999-07-21 | ||
| JP20591299 | 1999-07-21 | ||
| JP26213999 | 1999-09-16 | ||
| JP11-262139 | 1999-09-16 | ||
| PCT/JP2000/004654 WO2001006582A1 (en) | 1999-07-21 | 2000-07-12 | Alkaline storage battery pole plate and production method for alkaline storage battery pole plate and alkaline storage battery |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2001006582A1 JPWO2001006582A1 (ja) | 2003-02-12 |
| JP4168632B2 true JP4168632B2 (ja) | 2008-10-22 |
Family
ID=26515329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001510930A Expired - Fee Related JP4168632B2 (ja) | 1999-07-21 | 2000-07-12 | 円筒型アルカリ蓄電池用極板および円筒型アルカリ蓄電池用極板の製造法および円筒型アルカリ蓄電池 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6800398B1 (ja) |
| EP (1) | EP1117139B1 (ja) |
| JP (1) | JP4168632B2 (ja) |
| CN (1) | CN1185728C (ja) |
| DE (1) | DE60039675D1 (ja) |
| WO (1) | WO2001006582A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025257962A1 (ja) * | 2024-06-12 | 2025-12-18 | 住友電気工業株式会社 | 金属多孔体シート、燃料電池及び水素製造装置 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3729815B2 (ja) * | 2002-04-16 | 2005-12-21 | 松下電器産業株式会社 | ニッケル−水素蓄電池用負極板およびその製造方法ならびにそれを用いたニッケル−水素蓄電池 |
| WO2010116872A1 (ja) * | 2009-04-10 | 2010-10-14 | 三菱電機株式会社 | 蓄電デバイス用電極およびその製造方法 |
| JP5655494B2 (ja) * | 2010-10-19 | 2015-01-21 | 日産自動車株式会社 | 電極製造方法及び電極の補修剤 |
| JP6665074B2 (ja) * | 2016-11-10 | 2020-03-13 | プライムアースEvエナジー株式会社 | アルカリ二次電池の極板及びアルカリ二次電池 |
| US11791500B2 (en) * | 2018-03-30 | 2023-10-17 | Zeon Corporation | Apparatus and method for manufacturing laminate for secondary battery |
| CN108470880A (zh) * | 2018-04-27 | 2018-08-31 | 河南省恒明风云电源有限公司 | 碱性袋式蓄电池极板碾压机 |
| CN108390109B (zh) * | 2018-04-30 | 2023-12-22 | 中创新航科技股份有限公司 | 锂电池极卷暂存架 |
| CN111883740B (zh) | 2018-06-22 | 2021-09-21 | 宁德时代新能源科技股份有限公司 | 一种极片及二次电池 |
| CN109244371B (zh) * | 2018-10-16 | 2024-02-27 | 深圳吉阳智能科技有限公司 | 电池极片热复合设备 |
| US12170353B2 (en) * | 2019-01-02 | 2024-12-17 | International Business Machines Corporation | Method of making a lithium energy storage device |
| DE102019118109A1 (de) * | 2019-07-04 | 2021-01-07 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Herstellen einer Elektrode |
| JP7359353B2 (ja) * | 2019-09-12 | 2023-10-11 | 富山住友電工株式会社 | 金属多孔体および金属多孔体の製造方法 |
| WO2022165728A1 (zh) * | 2021-02-04 | 2022-08-11 | 宁德时代新能源科技股份有限公司 | 电极组件、电池单体、电池及电极组件的制造设备和方法 |
| KR102743358B1 (ko) * | 2023-02-03 | 2024-12-17 | (주)아이엠혁신소재 | 음극재 제조방법 및 이를 통해 형성된 음극재를 포함하는 이차전지 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51134836A (en) | 1975-05-19 | 1976-11-22 | Matsushita Electric Industrial Co Ltd | Method of producing sintered plate for alkaline battery |
| JPS59207560A (ja) | 1983-05-11 | 1984-11-24 | Matsushita Electric Ind Co Ltd | 電池用電極の製造法 |
| JPS60133655A (ja) | 1983-12-21 | 1985-07-16 | Matsushita Electric Ind Co Ltd | 円筒密閉型ニツケル−カドミウム蓄電池用正極板 |
| JP2762782B2 (ja) | 1991-08-02 | 1998-06-04 | 松下電器産業株式会社 | 密閉電池 |
| JP2973894B2 (ja) | 1995-05-09 | 1999-11-08 | 松下電器産業株式会社 | 円筒型電池 |
| JP2976863B2 (ja) | 1995-10-09 | 1999-11-10 | 松下電器産業株式会社 | 電池用電極の製造法 |
| EP0742600B1 (en) * | 1995-05-09 | 2000-01-26 | Matsushita Electric Industrial Co., Ltd. | Electrodes for battery and method for fabricating the same |
| JPH1140146A (ja) | 1997-07-16 | 1999-02-12 | Toshiba Battery Co Ltd | ペースト式電極 |
| US6296960B1 (en) * | 1997-10-06 | 2001-10-02 | Reveo, Inc. | System and method for producing electrical power using metal-air fuel cell battery technology |
-
2000
- 2000-07-12 JP JP2001510930A patent/JP4168632B2/ja not_active Expired - Fee Related
- 2000-07-12 CN CNB00801289XA patent/CN1185728C/zh not_active Expired - Fee Related
- 2000-07-12 WO PCT/JP2000/004654 patent/WO2001006582A1/ja not_active Ceased
- 2000-07-12 EP EP00946274A patent/EP1117139B1/en not_active Expired - Lifetime
- 2000-07-12 DE DE60039675T patent/DE60039675D1/de not_active Expired - Lifetime
- 2000-07-12 US US09/787,774 patent/US6800398B1/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025257962A1 (ja) * | 2024-06-12 | 2025-12-18 | 住友電気工業株式会社 | 金属多孔体シート、燃料電池及び水素製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE60039675D1 (de) | 2008-09-11 |
| US6800398B1 (en) | 2004-10-05 |
| WO2001006582A1 (en) | 2001-01-25 |
| CN1185728C (zh) | 2005-01-19 |
| EP1117139B1 (en) | 2008-07-30 |
| CN1316107A (zh) | 2001-10-03 |
| EP1117139A4 (en) | 2007-03-28 |
| EP1117139A1 (en) | 2001-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4168632B2 (ja) | 円筒型アルカリ蓄電池用極板および円筒型アルカリ蓄電池用極板の製造法および円筒型アルカリ蓄電池 | |
| JP3553417B2 (ja) | 電池用電極の製造方法 | |
| JPWO2001006582A1 (ja) | アルカリ蓄電池用極板およびアルカリ蓄電池用極板の製造法およびアルカリ蓄電池 | |
| JP2004342519A (ja) | ペースト式薄型電極を用いた電池とその製造方法 | |
| JP4527844B2 (ja) | 電池用電極板の製造方法 | |
| JP4498772B2 (ja) | アルカリ蓄電池とその製造法 | |
| CN116632369A (zh) | 锂离子二次电池的制造方法 | |
| JPH10340727A (ja) | 電池電極の製造方法及び電池 | |
| JPH0676819A (ja) | 円筒電池用極板とその製造方法 | |
| KR20170100376A (ko) | 이차전지용 전극의 제조방법 및 제조장치 | |
| JP3738125B2 (ja) | 非焼結式電極を用いたアルカリ蓄電池およびその製造方法 | |
| JP2016058181A (ja) | 非水系二次電池用電極板の製造方法 | |
| JPWO2019093125A1 (ja) | 電池用負極、電池および電池の製造方法 | |
| US20090170004A1 (en) | Electrode for rechargeable battery and method for manufacturing the same | |
| JPH09129223A (ja) | 捲回形電池用電極 | |
| JP2023096952A (ja) | 二次電池及び二次電池の製造方法 | |
| JP2003249228A (ja) | 電極用芯材およびその製造方法ならびに電池 | |
| JP4168578B2 (ja) | 角型アルカリ蓄電池とその製造方法 | |
| US7074455B2 (en) | Method of manufacturing porous metal plates and electrodes for alkaline storage batteries | |
| JP3913395B2 (ja) | アルカリ蓄電池の製造方法 | |
| JP3081272B2 (ja) | 渦巻電極体を備えた電池の製造方法 | |
| JPH08148150A (ja) | 三次元基体を用いた電極及びその製造法 | |
| JP4411388B2 (ja) | 二次電池用負極の製法 | |
| JPH09259873A (ja) | 二次電池用電極とその製造方法、ならびに、その製造に用いるフッ素樹脂の塗布装置 | |
| CN119517938A (zh) | 正极片及电芯 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20050630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070619 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070807 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080715 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080728 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120815 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130815 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |