JP4174690B2 - 物品包装用箱体用仕切り板の製造方法 - Google Patents
物品包装用箱体用仕切り板の製造方法 Download PDFInfo
- Publication number
- JP4174690B2 JP4174690B2 JP10042495A JP10042495A JP4174690B2 JP 4174690 B2 JP4174690 B2 JP 4174690B2 JP 10042495 A JP10042495 A JP 10042495A JP 10042495 A JP10042495 A JP 10042495A JP 4174690 B2 JP4174690 B2 JP 4174690B2
- Authority
- JP
- Japan
- Prior art keywords
- partition
- packaging box
- manufacturing
- display unit
- partition plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005192 partition Methods 0.000 title claims description 74
- 238000004806 packaging method and process Methods 0.000 title claims description 25
- 238000000034 method Methods 0.000 title claims description 21
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 230000002087 whitening effect Effects 0.000 claims description 15
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 13
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 12
- 238000000465 moulding Methods 0.000 claims description 11
- 229920005989 resin Polymers 0.000 claims description 11
- 239000011347 resin Substances 0.000 claims description 11
- 229920003002 synthetic resin Polymers 0.000 claims description 8
- 239000000057 synthetic resin Substances 0.000 claims description 8
- 238000002425 crystallisation Methods 0.000 claims description 6
- 230000008025 crystallization Effects 0.000 claims description 6
- -1 polyethylene terephthalate Polymers 0.000 claims description 5
- 238000007788 roughening Methods 0.000 claims description 5
- 229920001169 thermoplastic Polymers 0.000 claims description 5
- 239000004416 thermosoftening plastic Substances 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 2
- 238000003860 storage Methods 0.000 claims description 2
- 235000013405 beer Nutrition 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 235000013324 preserved food Nutrition 0.000 description 2
- 238000007666 vacuum forming Methods 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images



Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
【産業上の利用分野】
本発明は、飲食物の壜詰や缶詰、缶ビール等の物品を段ボールその他の包装用箱体に収納して包装する際に、物品が箱体の内部で移動して偏らないように固定しておくための中仕切り板を製造する方法、中でも、ポリエチレンテレフタレート樹脂(PET)シートを用いて成形した中仕切り板に、インクその他の印刷材料を用いることなく、文字や模様を表示して仕切り板を製造する方法にものに関するものである。
【0002】
【従来の技術】
従前から小型の多数の物品を包装用箱体に収納して包装するには、箱内で物品が動かないように固定するために前記箱体内に中仕切りを装着して、該中仕切りにより物品を整列状態に収納した包装体となしている。
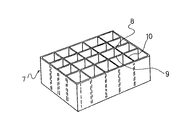
そして、上記のような包装体に用いる中仕切り板としては、図6に示すように段ボール等により形成した仕切り板8を箱体7の内部に装着して、該仕切り板の仕切り壁間に形成された区画室内に物品を収納して包装する形式が、従来から多用されている。
【0003】
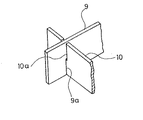
このような仕切り板8を成形する方法としては、図7に示すような横方向の仕切り板10となる直線状をした段ボール紙に上向きの係合溝10aを形成すると共に、縦方向の仕切り板9となる直線状をした段ボール紙に下向きの係合溝9aを形成して、両者を係合溝部で直交して係合せしめて仕切り板8に形成するのが一般的である。
このような製造方法により成形した段ボール製の仕切り板を用いたものとしては、実公昭51−46213号公報や実開昭56−38058号公報に記載するようなものがある。
【0004】
また、近年、前記したような段ボール紙を用いた仕切り板に代わるものとして、図5に示すような合成樹脂シートにより仕切り壁3aと物品収納凹部4aとをトレイ状に一体構造に成形した仕切り板2aが用いられるようになった。
このような構造をした仕切り板としては、実開昭57−143183号公報や特開昭62−18241号公報に記載するようなものがある。
【0005】
【発明が解決しようとする課題】
しかし、上記した実公昭51−46213号公報や実開昭56−38058号公報に記載するような段ボール製の従来の仕切り板は、製造工程が煩雑でコストの上昇を招き、更に、一度使用した後の再生利用にも費用がかかり、また、製品名や生産者名等を簡単に表示することは困難を伴う。
また、図5に示す実開昭57−143183号公報に記載するような合成樹脂製のトレイ状の仕切り板は、製造工程はシート成形により簡単ではあるが、しかし、仕切り板の適当な部分に製品名や生産者名等を簡単に表示することは困難である。
【0006】
そして、上記の仕切り板に生産者名、商品名その他の表示したものを得るには、特開昭62−77920号公報や特公昭62−24260号公報に記載するように、仕切り材の適当な部分にインクを用いて印刷するか、別途印刷等を施したラベルを貼付する方法を用いて成形するか、または、実開昭61−99583号公報に記載するように図柄入りのラミネートシートを用いて仕切り板を成形する方法等があるが、このようにして表示を施したものは、一度使用したものを再生利用するには表示部分を除去しなければならないので、そのためのコストがかかったり、再利用が困難である等の問題点を有している。
【0007】
そこで、本願の発明は、熱可塑性合成樹脂シート、中でもポリエチレンテレフタレート等の熱可塑性合成樹脂から成るシート材を用いて、シートブローその他の成形方法により所定形状の包装用箱体の仕切り板を成形すると共に、該仕切り板の適当な部分に、インクによる印刷表示や印刷したラベルを貼付することなしに、生産者名や商品名等を表示できて、使用後には回収して再生利用が容易な包装用の仲仕切りの簡単な製造方法を提供するものである。
【0008】
【課題を解決するための手段】
本願発明は、熱可塑性合成樹脂シート、特に、ポリエチレンテレフタレート樹脂(PET)から成るシート材を、真空成形、シートブローその他の成形手段により所定形状をしたトレー状の仕切り板に成形すると共に、該仕切り板の所定位置に文字や模様を形成し、PET樹脂の特性である白化現象を活用して前記文字や模様部分のみを白化させたり、粗面化により白化させることにより、インクやラベル等の異物体を用いることなしに文字または模様等を鮮明に浮きだたせた仕切り板を成形する。
【0009】
【実施例】
本願の発明を、1つの実施例に基づいて図面を参照しつつ説明する。
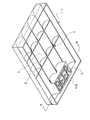
図1は本願発明の成形体であるPET樹脂から成る中仕切り2を、包装用箱体1内に装着した平面図を示すもので、該仲仕切りには仕切り壁3により缶ビール等の12個の容器を4列3行に収納可能な凹部4が形成され、そして、前記仕切り壁の2列及び3列の端部位置には、本願発明の特徴である白化処理を施して文字または模様6を現出させた表示部分5が形成されている。
【0010】
上記のような構造をした表示部分5を有する仕切り板2をシート材により形成するには、通常のシート成形の方法を適用して成形することが可能である。
そこで、図4に示すように、ロール状に巻かれたPET樹脂からなる原反シートSを巻き戻して、加熱装置Hにより熱結晶化しないようにシート材Sを100℃〜150℃に加熱軟化処理して、該シート材を上下金型から成る真空成形型11,12間にセットして、下部金型部を吸引管1aから吸引減圧すると同時に必要に応じて上部金型により押圧して、中仕切り体の成形操作を行う。
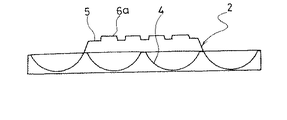
このような成形操作により、前記シート材は所定形状をした凹部4と仕切り壁部3とからなる中仕切り体に形成すると共に、前記仕切り仕切り壁部の所定位置には表示部5を形成すると同時に、該表示部には図2に示すように文字または模様6a等を表示部面より突出したように形成する。
【0011】
続いて、前記成形金型11,12を開いてから前記中仕切り体を次の工程に移送して、該中仕切り体を受け型面13上に支持して、前記表示部5面に突出するように形成された文字または模様6a面に、PET樹脂の結晶化温度である170 ℃〜230 ℃に加熱された熱板15を有する押し型14を押圧して、該文字または模様6a部分を白化せしめて浮きだたせる。
この際の白化処理としては、熱板15が170 ℃〜230 ℃の温度に加熱された押し型をPET樹脂面に1秒〜5秒間程度押圧すれば達成することができたが、好ましくは、熱板を220 〜230 ℃に加熱した押し型を2 〜4 秒間押圧した場合が最適な条件であった。
【0012】
上記実施例においては、文字または模様部分を浮きだたせるためには、PET樹脂の特性である熱結晶化による白化処理を施したが、本願発明は、このような白化処理を施すのに代えて、文字または模様部分の表面をローレット加工やサンドブラストその他の粗面化手段を用いて梨地状の白化処理を施すようにしたものであってもよい。
更に、上記実施例のPET樹脂シートに代えてポリエチレンその他の熱可塑性樹脂シート材を用いて仕切り板を形成する場合には、前記のような白化処理手段ではなく、粗面化手段により文字または模様部分を白化させることにより浮きだたせることが可能である。
【0013】
また、上記実施例においては、図1及び図2に示すように表示部の文字または模様部分を凸状に形成したが、図3に示すように文字または模様部分を図2とは逆に凹状に形成することもできる。
そのように形成した場合には、適当な形状をした押し型または受け型、或いは、粗面化手段を選ぶことにより、表示部の地表面部分を白化処理して、文字または模様部分は白化させずに透明なままとするか、または、文字または模様部分の裏側面を白化処理するか、或いは、文字または模様の窪み面を白化処理して、表示部の地部分を透明なままとして文字または模様部分が浮きだったものとすることができる。
【0014】
【発明の効果】
本願の発明の仕切り板を製造するには、上記したような構成により成形するものであるから、インクその他の着色樹脂等の不純物を含まないので、一度使用した仕切り板を回収してペレット化した後、シート材に再生してから再び文字または模様入りの仕切り板に成形して、再利用することができる。
また、本願の発明の仕切り板は、シート材を用いて成形するものであるから、物品収納用凹部の形状や大きさ等は成形型により色々な形に容易に変更できて、また、安価に成形することができるので、種々の物品を組み合わせた包装体を得ることができる。
【図面の簡単な説明】
【図1】 本発明の仕切り板を包装用箱体に装着した全体の斜視図である。
【図2】 仕切り板の表示部に文字または模様を凸状に形成してなる図1に於けるA−A断面図である。
【図3】 仕切り板の表示部に文字または模様を凹状に形成してなる図1に於けるA−A断面図である。
【図4】 本発明の仕切り板を成形するための行程を示す説明図である。
【図5】 合成樹脂シートを用いた従来の仕切り板である。
【図6】 従来の段ボール製仕切り板を包装用箱体に装着した全体の斜視図である。
【図7】 図6に示す従来の仕切り板の仕切壁の細部を示す。
【符号の説明】
1 本発明の包装用箱体
2 仕切り板
3 仕切壁
4 物品収納凹部
5 表示部
6a 文字または模様
7 従来の包装用箱体
8 仕切り板
9 縦仕切り壁
10 横仕切り壁
11 成形下型
12 成形上型
13 受け型
14 押し型
15 熱板
Claims (10)
- 熱可塑性合成樹脂シート材を所定の軟化温度に予熱して、真空成形等のシート成形方法により、縦及び横方向の仕切り壁と物品収納凹部とを一体に成形した中仕切り体、該中仕切り体の所定位置に文字または模様等を表示する表示部を、形成するようにした物品包装用箱体用仕切り板の製造方法において、該表示部を形成すると同時に、該表示部の表示部面に前記文字または模様等を凸状あるいは凹状に形成し、次いで該表示部を白化処理して前記文字または模様等を浮き立たせることを特徴とする物品包装用箱体用仕切り板の製造方法。
- 前記熱可塑性合成樹脂シート材として、ポリエチレンテレフタレート樹脂シート材を用いることを特徴とする請求項1に記載の物品包装用箱体用仕切り板の製造方法。
- 前記軟化温度を100℃乃至150℃にして予熱することを特徴とする請求項2に記載の物品包装用箱体用仕切り板の製造方法。
- 前記白化処理を前記表示部の文字または模様面に施すことを特徴とする請求項1乃至3に記載の物品包装用箱体用仕切り板の製造方法。
- 前記白化処理を前記表示部の地表面に施すことを特徴とする請求項1乃至3に記載の物品包装用箱体用仕切り板の製造方法。
- 前記白化処理を粗面化加工により行うことを特徴とする請求項4または5に記載の物品包装用箱体用仕切り板の製造方法。
- 前記白化処理を熱結晶化により、前記表示部の文字または模様面に施すことを特徴とする請求項2に記載の物品包装用箱体用仕切り板の製造方法。
- 前記白化処理を熱結晶化により、前記表示部の地表面に施すことを特徴とする請求項2に記載の物品包装用箱体用仕切り板の製造方法。
- 前記熱結晶化は前記表示部を170℃〜230℃に加熱して行うことを特徴とする請求項7または8に記載の物品包装用箱体用仕切り板の製造方法。
- 前記熱結晶化は前記表示部を170℃〜230℃に加熱された押し型で押圧して行うことを特徴とする請求項9に記載の物品包装用箱体用仕切り板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10042495A JP4174690B2 (ja) | 1995-03-31 | 1995-03-31 | 物品包装用箱体用仕切り板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10042495A JP4174690B2 (ja) | 1995-03-31 | 1995-03-31 | 物品包装用箱体用仕切り板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08267562A JPH08267562A (ja) | 1996-10-15 |
| JP4174690B2 true JP4174690B2 (ja) | 2008-11-05 |
Family
ID=14273593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10042495A Expired - Lifetime JP4174690B2 (ja) | 1995-03-31 | 1995-03-31 | 物品包装用箱体用仕切り板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4174690B2 (ja) |
-
1995
- 1995-03-31 JP JP10042495A patent/JP4174690B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08267562A (ja) | 1996-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5366791A (en) | Thermoformable laminate material with registered print and method of making the same | |
| CN1171762C (zh) | 销售包装件及其生产工艺 | |
| JPS5889319A (ja) | 拘束物として雄型プラグを用いる熱成形pet物品のヒ−トセツト方法及び該法による物品 | |
| JPH02503406A (ja) | インモールドラベル模様付きのラベル壁を有する吹込成形ポリエチレンテレフタレート容器及びその製造方法 | |
| GB2268474A (en) | Cases formed with markings | |
| US20010008240A1 (en) | Thermoformed packages and methods of making same | |
| US9333696B2 (en) | Plate and apparatus for forming a plastic material flanged hollow article | |
| US20040115376A1 (en) | Textured in-mold label | |
| EP2195254A1 (en) | Blister package for display of a toothbrush | |
| JPH01257024A (ja) | ラベル付容器とその製造方法 | |
| JP4174690B2 (ja) | 物品包装用箱体用仕切り板の製造方法 | |
| US20060123677A1 (en) | Container and method for making same | |
| DE69513495D1 (de) | Verfahren zur Herstellung von Behältern wie Flaschen aus thermoplastischer Kunststofffolie sowie Vorrichtung zur Durchführung des Verfahrens | |
| CN100475492C (zh) | 复合塑料片材热成型制品的生产方法 | |
| GB2329607A (en) | Making a thermoformed article | |
| JPH08276937A (ja) | 物品包装用箱体の仕切り板 | |
| JPH09188317A (ja) | 物品包装用トレー又は仕切り板とその製造方法 | |
| JPH01153452A (ja) | ラベル付プラスチック容器及びその製造方法 | |
| JP3109726B2 (ja) | ラベル付容器及びその製造方法。 | |
| CN200974644Y (zh) | 带影像的模内装饰酒类透明包装盒 | |
| JPH01267159A (ja) | ラベル付容器及びその製造方法 | |
| JP4354781B2 (ja) | 積層シート、インモールド成形品及び食品用容器 | |
| WO1995016555A1 (en) | Printing components | |
| US20250388379A1 (en) | Molded paperboard packaging and methods of making the same | |
| JPH01176542A (ja) | ラベル付容器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040224 |
|
| A59 | Written plea |
Free format text: JAPANESE INTERMEDIATE CODE: A59 Effective date: 20040715 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070604 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071022 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071210 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080204 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080806 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110829 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110829 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120829 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120829 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130829 Year of fee payment: 5 |
|
| EXPY | Cancellation because of completion of term |