JP4183202B2 - ガラス製品の製造方法及び装置 - Google Patents
ガラス製品の製造方法及び装置 Download PDFInfo
- Publication number
- JP4183202B2 JP4183202B2 JP32636195A JP32636195A JP4183202B2 JP 4183202 B2 JP4183202 B2 JP 4183202B2 JP 32636195 A JP32636195 A JP 32636195A JP 32636195 A JP32636195 A JP 32636195A JP 4183202 B2 JP4183202 B2 JP 4183202B2
- Authority
- JP
- Japan
- Prior art keywords
- tank
- glass
- molten glass
- barrier
- foam layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/225—Refining
- C03B5/2252—Refining under reduced pressure, e.g. with vacuum refiners
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/20—Bridges, shoes, throats, or other devices for withholding dirt, foam, or batch
- C03B5/205—Mechanical means for skimming or scraping the melt surface
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/26—Outlets, e.g. drains, siphons; Overflows, e.g. for supplying the float tank, tweels
- C03B5/265—Overflows; Lips; Tweels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Glass Compositions (AREA)
Description
【発明の属する技術分野】
本発明は、溶融ガラスの清澄工程により溶融ガラス中に含有されている気泡を除去した後に成形工程を行うガラス製品の製造方法及び装置に関する。
【0002】
【従来の技術】
ガラス溶解時における清澄工程は、通常、適当な清澄剤を予め加えることによって行われるが、この清澄剤の代表的な1例として芒硝がある。芒硝は清澄温度で分解してSO3 の泡を発生し、主としてこれが清澄効果を持つものである。また芒硝の分解温度では粘性が高すぎて芒硝による清澄が困難な素地に対しては、分解温度の高い例えばAs2O3やSb2O3などが用いられる。しかしAs2O3やSb2O3をフロート成形法に使用すると、フロートバス中の錫と反応し、これによる欠点の原因となるのでフロート法の成形には適していない。
【0003】
そこで高温粘性の高いガラス素地を清澄する目的で減圧脱泡法が提案されており、この代表的な例としては特開昭62ー235222号がある。この減圧脱泡法では溶融したガラス素地を大気圧以下に保った減圧室に導入するため清澄効果それ自体は高いが、B2O3に代表される揮発成分を含むような組成のガラス素地に対しては揮発成分が清澄時に揮散してしまうため必ずしも向いていない。
【0004】
この点、本出願人によってすでに提案されているサイフォン方式の減圧脱泡装置は、減圧にさらされる面積が素地の表面だけに限定されているため、揮発成分の清澄時の揮散を抑制できるという優れた特徴を有している。このようにサイフォン方式の減圧下で脱泡を行う技術、これをさらに改良、改善したものとしては例えば特開平2ー188430号、特開平2ー221129号、特開平3ー33020号、特開平5ー58646号、特開平5ー208830号等がある。
【0005】
この一例として例えば特開平3ー33020号の装置では、溶融ガラスを順次溶解槽、上昇管、減圧脱泡槽、下降管及び貯留槽を経て成形工程へ導く形式を採り、これを前提に上昇管及び下降管の定常膨張状態においてそれらを被った可撓性シール部材の撓み変化量を抑止するようにしたことを特徴とするが、この装置は基本的にはサイフォンの原理を利用し、溶解槽からの溶融ガラスを減圧脱泡槽に導き、ここで脱泡することにより均質な溶融ガラスとした後、成形して均質性の高いガラス製品を得るというものである。
【0006】
しかしサイフォン方式の減圧脱泡装置においても表面から揮発成分が揮散すると、ガラス素地(溶融ガラス)の表面付近と内部とで組成上のずれが生じる。これが甚だしい場合には製品の脈理の原因になるし、ずれがさほどひどくない場合でもストリエーションとして製品の品質を低下させてしまう(特開平2−188430号)。このため上記特開平5ー208830号では、減圧脱泡の後にかなり強い素地攪拌を行い素地の均質化を図っている。
【0007】
【発明が解決しようとする課題】
ところがこのような素地の攪拌はすべての素地に行えるというわけではない。溶融ガラス(以下適宜メルトとも云う)に対する溶存ガスの溶解度が低い素地では少しの攪拌でもリボイルが生じて新たな泡の発生原因になり、これでは減圧脱泡をした意味がない。そこで本発明は、従来技術における上記のような諸欠点をなくし、さまざまな素地に適用可能な、高度の清澄と高度の均質化を同時に実現する清澄方法及び装置を提供することを目的とする。
【0008】
すなわち、本発明は溶融ガラスの清澄工程にサイフォン方式の減圧槽を使用するガラス製品の製造方法及び装置において、サイフォン方式の減圧槽において泡層とバリヤーによって溶融ガラスの流れを適度に制御し、素地組成の変動を防ぐことにより、成形工程に至るまでガラス組成に変動がなく、製品歩留を大幅に向上させ、常時均質なガラス製品を得ることができるガラス製品の製造方法及び装置を提供することを目的とする。
【0009】
【課題を解決するための手段】
本発明は、溶融ガラスを順次攪拌槽、上昇管、減圧槽、下降管及び貯留槽を経て成形工程へ導くことによりガラス製品を製造する方法において、溶融ガラスを攪拌槽において攪拌するとともに、減圧槽内に1個又は複数個のバリヤーを設けて減圧槽内の溶融ガラス面上に泡層を形成することを特徴とするガラス製品の製造方法を提供し、また本発明は、溶融ガラスを順次攪拌槽、上昇管、減圧槽、下降管及び貯留槽を経て成形工程へ導くことによりガラス製品を製造する装置において、該溶融ガラスの減圧槽内に1個又は複数個のバリヤーを設置してなることを特徴とするガラス製品の製造装置を提供するものである。
【0010】
【発明の実施の形態】
本発明においては、まず前段の該攪拌槽における攪拌によって溶存ガスを微小泡化し、また少なくとも溶解時に生じた素地の不均一が是正される。この攪拌槽は溶解槽を兼ねるものでよいことはもちろんである。この泡が減圧槽では大きくなり、溶存ガスを取り込んで浮上し、素地から溶融ガラス面上にへ抜けることになる。本発明では上記バリヤーを設置した構成により、溶融ガラス面上に泡層を形成し、このバリヤーと泡層によって素地中での対流を抑制するようにすることにより減圧槽内で素地の均質度を向上させることができる。
【0011】
この点、従来では減圧脱泡槽内では素地中の揮発成分(主にB2O3)の揮散によって素地の均質度が低下すると考えられていた(特開平2ー188430号や特開平5ー208830号等参照)。ところが本発明においては、それとは逆に減圧槽内で素地均質度を向上させることができる。この理由は詳細には不明であるが、恐らく、上記バリヤーを設置して泡層を形成することにより▲1▼減圧槽中で減圧雰囲気と接しているメルト部分については揮発成分の揮散によりメルトの不均一が生じているものの、▲2▼メルトの内部では泡の浮上などによる攪拌効果によって均一度が向上しており、▲3▼これら▲1▼及び▲2▼の2種類のメルトが泡層とバリヤーの存在によって混合され難くなっているためと考えられる。
【0012】
すなわち、本発明では減圧槽内にバリヤーを存在させるが、このバリヤーはメルト中に浸漬された状態になっているので、メルト面上の泡層をせき止めるだけでなく、メルト表面部分の流れをせき止める作用をする。これによりメルト表面の流れが遅くなり、よどんだ状態になる。したがって表面付近のメルトが減圧槽側壁等に沿って下降しにくくなる。またバリヤーによりその前方に泡層を形成するが、この泡層の存在によりメルト表面に接する泡の浮力ないしは押圧力によってメルトの表面付近内部での対流が阻害される。
【0013】
一方、バリヤーの後部では泡層をもたない部分が形成されるが、ここでは気泡が実質上存在しないため、実質上下降管への泡の巻き込みがなく、これによって溶融ガラスの組成及びこの溶融ガラスで成形されるガラス製品の均質性を向上させることができる。本発明においては前段の攪拌槽で溶存ガスを微小泡化するとともに、少なくとも溶解時に生じた素地の不均一を是正し、そして上述バリヤー及び泡層による作用により減圧槽の後では攪拌などの均質化手段が実質的に不要になるが、必要に応じて補助的な攪拌操作を加えても差し支えない。
【0014】
本発明においてはバリヤー及びこれにより形成する泡層をそのように利用するものであるが、その前提としてまず適度な泡層を生じさせる必要があり、また生成した泡層の泡がメルト表面で簡単にはじけてしまわず、泡層を形成し維持する条件、すなわちメルトの粘度を適度に制御する必要がある。このうち泡の生成については、例えばSO3 やClなどのような通常のガラスバッチにおいて、清澄温度もしくはそれよりやや上の温度で気化する成分の量を加減することにより制御することができる。またメルトの粘度については通常のガラス素地の場合にはlogη=2.6程度以上が必要であるが、溶融ガラスの組成等の如何により対象バッチ毎に適宜設定することができる。
【0015】
【実施例】
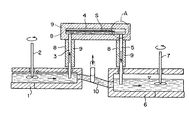
以下、添付図面に従い本発明に係るガラス製品の製造方法及び装置の態様ないし実施例について説明するが、本発明がこれに限定されるものでないことは勿論である。図1は本発明に係るガラス製品の製造装置の態様を説明するための断面図、図2は、図1中A(○印)として示す部分及びその近辺の拡大図である。
【0016】
図1中、1は攪拌槽、2はその攪拌槽1に設けた第1スターラーであり、第1スターラー2は攪拌槽1内に回転自在に支持されている。3は溶融ガラスの上昇管、4は減圧槽、5は下降管、6は貯留槽であり、7は貯留槽6に設けた第2スターラーである。このうち上昇管3、減圧槽4及び下降管5はケーシング8に納められ、その間に詰められた断熱材9により放熱を防ぎ、外気に対して断熱されている。これら上昇管3、減圧槽4及び下降管5は図示しない電気加熱その他の適宜の加熱手段により加熱され、温度制御系により所定温度、例えば1200〜1450℃程度に維持される。また図中矢印(→)は溶融ガラスの流れを示し、10は溶融ガラス用のバイパス管である。
【0017】
図2(a)は図1中のAに相当する部分の拡大図、図2(b)は図2(a)中B−B′線断面の斜視図であり、図1と共通する部分については同一の符号を用いている。図2中符号12はバリヤー11により堰き止められて形成される泡層を示している。またバリヤー11は、図では1枚設けているが、本発明においてはそのバリヤー11を適当な間隔を置いて2枚以上を配置することができ、これによって泡層をより確実に形成することができる。
【0018】
減圧槽4内の空間Sは、バリヤー11によって、バリヤー11の上流側で溶融ガラス表面に泡層をもつ部分S1 とバリヤー11の下流側で溶融ガラス表面に泡層をもたない部分S2 とに分けられる。このうち泡層をもつS1 部分でメルト表面部分がよどんだ状態となって表面付近のメルトが減圧槽側壁等に沿って下降しにくくなり、またその泡層の存在によりメルト表面に接する泡の浮力ないしは押圧力によってメルトの表面付近内部での対流が阻害される。
【0019】
次に、上記のように構成されたガラス製造装置の操作、作用効果について説明する。溶解槽(図示せず)で溶融され、攪拌槽1内に貯留された溶融ガラスは第1スターラー2で攪拌され、この攪拌によって溶存ガスを微小泡化し、また原料溶解時に生じた素地の不均一が是正される。溶融ガラスの上昇管3、減圧槽4及び下降管5への流れはサンフォンの原理に基づくもので、このため貯留槽6中の溶融ガラスの液面は攪拌槽1中の溶融ガラスの液面より低くしてあり、減圧槽4内はヘッド圧差により減圧状態に保たれる。また減圧槽4中、溶融ガラスは液面L及び空間Sを保ちながら下降管5へ向って流動する。
【0020】
溶融ガラスには吸蔵ガスが含有されているが、吸蔵ガスは通常の圧力を受けている場合はガス状で溶融ガラス中に吸蔵されている。本発明においては溶融ガラスを減圧槽4の前で攪拌することが必要不可欠であり、図示の態様の装置では第1スターラー2がこの役割を果している。まずこの攪拌によって溶存ガスを微小泡化し、また原料溶解時に生じた素地の不均一が是正される。その攪拌量は減圧槽4内で厚さ10mm以上の泡層(バリヤー11による泡層)ができる程度で、泡層が槽外へ流出しない程度の範囲とする必要がある。
【0021】
この時、溶融ガラスに対する粘度及び温度の条件としては、溶融ガラスの組成等の如何により適宜設定できるが、通常、例えば粘度logη=2.7〜4.2程度、温度1450〜1200℃程度で実施する。そのように微細気泡を吸蔵した溶融ガラスは上昇管3の下端部に導かれ、サイフォンの原理により上昇管3中を上昇し、減圧槽4へ導入される。減圧槽4内は大気圧以下の減圧、例えば1/20〜1/3気圧の減圧状態に設定される。これにより上昇管3を上昇して減圧槽4に導かれた溶融ガラス中の微細気泡は初期の段階でリボイルされて溶融ガラス面上に泡層を形成するが、各種態様についての観察によれば、減圧槽内ではそれ以降新たな泡の発生は実質上ないことが確認された。
【0022】
減圧槽4中におけるバリヤー11の配置箇所は、減圧槽4中適宜の箇所に置くことができるが、槽内中央部前後、或いはその前方すなわち上昇管3寄りであると、空間S2 でも再度泡層が形成されることになり、またメルトの流れをせき止めるためには、泡抜けが実質的になくなった減圧槽4中の下流付近(下降管5付近)が重要である。泡が抜けてしまえば攪拌効果もなくなり、また下降管5の近くがバリヤーによるメルトの流れせき止め効果も高いことから、バリヤーは少なくとも一つは減圧槽4内の下降管5付近に設置されることが好ましい。
【0023】
バリヤー11を適当な間隔を置いて2枚又はそれ以上を設ける場合には、少なくとも1枚についてはそれが1枚である場合の上記配慮をした上で、その余のバリヤーは適宜の箇所例えば中央部前後に置くことができる。また図1のように減圧脱泡槽4をメルトの流れ方向でみてバリヤーの左か右かにより、左から順に第1槽、第2槽、第3槽として現実に観察したところ、泡層の厚みは第1槽で100mm以上であり、第3槽では泡はほとんど確認できなかった。このように第3槽には泡層がほとんど存在しないことを考慮すると、この部分は素地面レベルが確認できる最小の面積であることが好ましい。また、バリヤーはメルト中に少なくとも30mm以上浸漬されていれば有効で効果があり、その浸漬深さは好ましくは50mm以上である。
【0024】
一方、バリヤー11の下流側では溶融ガラス表面に泡層をもたない部分S2 が形成されるが、ここでは泡層は形成されない(泡層を持たない)ため、下降管5へ流れる溶融ガラスに気泡が巻き込まれることはなく、下降管5へ流動する溶融ガラスに気泡が混入することがない。本発明においては、そのように空間部分S2 では溶融ガラス表面に泡層が形成されないため、ここで溶融ガラスの素地面位を誤差なく正確に測定することが可能である。この測定部分が素地面レベルが確認できる最小の面積であることが好ましい点については前述のとおりである。
【0025】
バリヤー11の固定の仕方は、図示のとおり溶融ガラスの液面を中心にその下方部及び上方部に所定の間隙13、14を設けて置くようにして固定され、この下部間隙14により溶融ガラス流動用の流通路が形成される。またバリヤー11の形状は減圧槽4内の断面上下左右に前述所定間隙13、14を保持し得る幅である必要があるが、その余の点は、その設置目的を達成し得る限度で薄板状その他適宜の形状とすることができ、またその構成材料としては好ましくは白金又は白金ロジウム合金が用いられる。
【0026】
次いで、溶融ガラスは、この状態で下降管5内を降下して減圧槽4から琲出されて貯留槽6に導かれ、貯留槽6中の第2スターラー7で補助的に攪拌されて均質化される。本発明ではこの第2スターラー7は必ずしも必要ではないが、図示の態様では補助的に設置したものである。前述のとおり本発明においては泡層により母ガラス(溶融ガラス)から気相へのホウ酸その他の揮発成分の揮散が抑止されているため、溶融ガラスは組成上も均質化された状態で成形工程へ送られ、成形されて均質性の高い各種のガラス製品とされる。
【0027】
図1に示すような装置を使用して高温粘性の高いホウ酸を含むアルミノ珪酸塩ガラスについて操作を実施した。バリヤー11は減圧槽4の中央と下流側1/4のところとの2箇所に設置した。バリヤー11は溶融ガラス中に少なくとも30mm以上浸漬されていれば効果があり、好ましくは50mm以上であるが、本実施例では両バリヤーとも65mm程度浸漬させた。操作条件としては第1スターラー2を5rpm前後とし、第2スターラー7は3rpm以下程度の攪拌状況下で実施した。この結果成形ガラス製品中0.1〜0.2個/kg以下の泡数で、均質性も従来より以上に良い(ストリエーションが目立たない)ガラス板が得られた。
【0028】
【発明の効果】
以上のとおり、本発明によれば、減圧槽中にバリヤーを設置して溶融ガラス面上に泡層を形成することにより、さまざまな素地に適用可能な高度の清澄と高度の均質化を同時に実現することができる。また減圧槽における下流域空間部分で溶融ガラスの素地面位が測定でき、減圧槽の後での均質化手段が実質的に不要になるなど有効な優れた効果が得られる。
【図面の簡単な説明】
【図1】本発明に係るガラス製品の製造装置の態様を説明するための断面図。
【図2】図1中Aとして示す部分の拡大図。
【符号の説明】
1 攪拌槽
2 第1スターラー
3 上昇管
4 減圧槽
5 下降管
6 貯留槽
7 第2スターラー
8 ハウジング
9 断熱材
10 バイパス管
11 バリヤー
12 泡層
S 減圧槽内の空間
S1 泡層をもつ空間
S2 泡層をもたない空間S2
13 下方部間隙
14 上方部間隙
Claims (6)
- 溶融ガラスを順次撹拌槽、上昇管、減圧槽、下降管及び貯留槽を経て成形工程へ導くことによりガラス製品を製造する方法において、溶融ガラスを撹拌槽において撹拌するとともに、減圧槽内に1個又は複数個のバリヤーを設けて減圧槽内の溶融ガラス面上に泡層を形成することを特徴とするガラス製品の製造方法。
- 前記バリヤーはメルト中に少なくとも30mm以上浸漬されることを特徴とする請求項1に記載のガラス製品の製造方法。
- 前記バリヤーのうち少なくとも一つは減圧槽内の下降管付近に設置されることを特徴とする請求項1または2に記載のガラス製品の製造方法。
- 溶融ガラスを順次撹拌槽、上昇管、減圧槽、下降管及び貯留槽を経て成形工程へ導くようにしてなるガラス製品の製造装置において、減圧槽内に1個又は複数個のバリヤーを設置してなることを特徴とするガラス製品の製造装置。
- 前記バリヤーはメルト中に少なくとも30mm以上浸漬されていることを特徴とする請求項4に記載のガラス製品の製造装置。
- 前記バリヤーのうち少なくとも一つは減圧槽内の下降管付近に設置されていることを特徴とする請求項4または5に記載のガラス製品の製造装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32636195A JP4183202B2 (ja) | 1995-11-21 | 1995-11-21 | ガラス製品の製造方法及び装置 |
| KR1019960054423A KR100444628B1 (ko) | 1995-11-21 | 1996-11-15 | 용융유리의정제방법및장치 |
| TW085114170A TW440550B (en) | 1995-11-21 | 1996-11-19 | Refining method for molten glass and an apparatus for refining molten glass |
| US08/754,006 US5849058A (en) | 1995-11-21 | 1996-11-20 | Refining method for molten glass and an apparatus for refining molten glass |
| EP96118703A EP0775671B1 (en) | 1995-11-21 | 1996-11-21 | Method and apparatus for refining molten glass under reduced pressure |
| DE69606756T DE69606756T2 (de) | 1995-11-21 | 1996-11-21 | Verfahren und Vorrichtung zum Läutern von geschmolzenem Glas unter vermindertem Druck |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32636195A JP4183202B2 (ja) | 1995-11-21 | 1995-11-21 | ガラス製品の製造方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09142851A JPH09142851A (ja) | 1997-06-03 |
| JP4183202B2 true JP4183202B2 (ja) | 2008-11-19 |
Family
ID=18186944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP32636195A Expired - Fee Related JP4183202B2 (ja) | 1995-11-21 | 1995-11-21 | ガラス製品の製造方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4183202B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4120910B2 (ja) * | 1999-09-08 | 2008-07-16 | 日本電気硝子株式会社 | 溶融ガラスの供給方法 |
| US6854290B2 (en) * | 2001-07-18 | 2005-02-15 | Corning Incorporated | Method for controlling foam production in reduced pressure fining |
| KR20030090113A (ko) * | 2002-05-21 | 2003-11-28 | 한국전기초자 주식회사 | 유리용융로 |
| CN100467409C (zh) | 2002-12-27 | 2009-03-11 | 旭硝子株式会社 | 熔融玻璃用导管、熔融玻璃脱泡方法及熔融玻璃脱泡装置 |
| JP3827015B2 (ja) | 2003-02-04 | 2006-09-27 | 旭硝子株式会社 | 溶融ガラス用導管、溶融ガラス用接続導管および減圧脱泡装置 |
| WO2006059577A1 (ja) * | 2004-12-01 | 2006-06-08 | Nippon Sheet Glass Company, Limited | ガラス製造装置とガラスの製造方法 |
| US8196434B2 (en) * | 2007-08-08 | 2012-06-12 | Corning Incorporated | Molten glass delivery apparatus for optical quality glass |
| TWI494283B (zh) * | 2010-02-25 | 2015-08-01 | Corning Inc | 製造玻璃物件之設備及方法 |
| EP3173384B1 (en) * | 2014-07-24 | 2019-05-01 | AGC Inc. | Glass melt production device and glass melt production method |
| TWI577434B (zh) * | 2015-05-29 | 2017-04-11 | 住華科技股份有限公司 | 脫泡設備及應用其之脫泡方法 |
-
1995
- 1995-11-21 JP JP32636195A patent/JP4183202B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09142851A (ja) | 1997-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100444628B1 (ko) | 용융유리의정제방법및장치 | |
| KR101011418B1 (ko) | 유리 용융로 | |
| JP4183202B2 (ja) | ガラス製品の製造方法及び装置 | |
| TWI246991B (en) | Vacuum degassing method for molten glass flow | |
| US4406683A (en) | Method of and apparatus for removing gas inclusions from a molten glass pool | |
| JP2664039B2 (ja) | 減圧脱泡方法及びその装置 | |
| KR101217369B1 (ko) | 용융 유리 제조 장치 및 그것을 사용한 용융 유리 제조 방법 | |
| US7007514B2 (en) | Vacuum degassing apparatus for molten glass | |
| JP2003095662A (ja) | 溶融ガラスを製造するための方法および装置 | |
| US6769272B2 (en) | Method and apparatus for oxygen refinement of a glass melt | |
| KR101650215B1 (ko) | 유리 시트 제조용 방법 및 장치 | |
| KR101655491B1 (ko) | 정체된 용융 재료를 이동화하는 방법 및 장치 | |
| JP2010120845A (ja) | アイソパイプ材料のガス抜き | |
| US3414396A (en) | Process for homogenizing glass by gas injection | |
| JP2005154216A (ja) | ガラス溶融炉及びガラスの製造方法 | |
| JP7138843B2 (ja) | ガラス物品の製造方法 | |
| FI85364C (fi) | Foerfarande foer bildande av planglas. | |
| JP4103236B2 (ja) | 減圧脱泡によるガラスの製造装置 | |
| JPH09165221A (ja) | ガラス製造方法及び装置 | |
| KR102581636B1 (ko) | 유리 청징 장치 | |
| JP3738474B2 (ja) | 減圧脱泡方法及びそのための装置 | |
| JPH0369850B2 (ja) | ||
| JPS596827B2 (ja) | 再溶融式ガラス繊維製造用白金系紡糸炉 | |
| CN116354584B (zh) | 熔化玻璃的处理装置及方法 | |
| JP2004035395A (ja) | ガラス溶融物を清澄するための装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050329 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050527 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050913 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080901 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130912 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |