JP4197894B2 - 熱硬化性樹脂組成物、熱硬化樹脂組成物および積層体 - Google Patents
熱硬化性樹脂組成物、熱硬化樹脂組成物および積層体 Download PDFInfo
- Publication number
- JP4197894B2 JP4197894B2 JP2002165301A JP2002165301A JP4197894B2 JP 4197894 B2 JP4197894 B2 JP 4197894B2 JP 2002165301 A JP2002165301 A JP 2002165301A JP 2002165301 A JP2002165301 A JP 2002165301A JP 4197894 B2 JP4197894 B2 JP 4197894B2
- Authority
- JP
- Japan
- Prior art keywords
- resin composition
- thermosetting resin
- curing agent
- curing
- agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Laminated Bodies (AREA)
- Epoxy Resins (AREA)
Description
【発明の属する技術分野】
本発明は、電子機器に使用される樹脂組成物に関する。さらに詳しくは、金属との接着性の良好な、電子機器に使用される樹脂組成物に関する。
【0002】
【従来の技術】
多層配線回路基板の絶縁樹脂組成物材料としては熱硬化性のエポキシ系樹脂組成物等からなる熱硬化樹脂組成物を使用する場合が多い。
【0003】
この熱硬化樹脂組成物上に化学メッキや金属箔との貼り合わせにより金属層を形成する場合に、熱硬化樹脂組成物と金属層との密着性を高めるため、熱硬化樹脂組成物表面に凹凸を与える処理が施されることが多い。
【0004】
この凹凸化処理のためには、たとえば、レーザやドリルによるビアホール作製時等のスミア除去処理(デスミア処理)を利用することができる。具体的には、たとえば過マンガン酸カリウム水溶液などのアルカリ溶液によりデスミア処理を行う際に、熱硬化樹脂組成物表面を侵食させ、凹凸を与えることができる。
【0005】
デスミア処理は、レーザやドリルによるビアホール作製時等の屑を主体とするスミアが電気的導通不良やメッキの異常成長等の不具合を防止するため、このスミアをアルカリ溶液で化学的に溶解除去するものであるが、この化学的作用を熱硬化樹脂組成物に及ぼし、その表面に凹凸を与えるのである。
【0006】
【発明が解決しようとする課題】
しかしながら、絶縁樹脂組成物の耐熱性向上の要求により、絶縁樹脂組成物として用いられる熱硬化樹脂組成物の組成が改良され、耐熱性向上とともに耐アルカリ性も向上したため、デスミア処理による熱硬化樹脂組成物表面凹凸の形成が困難となり、金属の密着強度の低下が問題となって来ている。
【0007】
従来、この問題に対しては、二つの手法による対応が行われていた。
【0008】
一つは製造プロセスの変更による対応であり、樹脂組成物を熱硬化させる場合に完全硬化させる前に熱硬化プロセスをいったん停止し、デスミア処理による熱硬化性樹脂組成物表面凹凸の形成を行い、その後に再度完全硬化させるというものである。
もう一つは樹脂組成物そのものの改良であり、樹脂組成物主剤の化学構造をデスミア処理による侵食を受けやすいように改良するというものである。
【0009】
しかしながら、前者には製造プロセスが複雑となり、製造コストが上昇するという問題がある。また後者には、樹脂組成物主剤の化学構造を変更することによって、耐熱性やメッキの際におけるメッキ液への溶出性に代表される耐薬品性等の他の物性も変化してしまい、複数の要求物性を満たすことが困難であるという問題があった。
【0010】
本発明は、上記問題を解決し、耐熱性等の物性に対する影響を排除しつつ、熱硬化樹脂組成物の表面がデスミア処理による侵食を受けやすいようにし、熱硬化性樹脂組成物または熱硬化樹脂組成物の主剤の選択とは無関係に金属との密着性を確保することができる簡便な技術を提供することを目的とする。
【0011】
本発明のさらに他の目的および利点は、以下の説明から明らかになるであろう。
【0012】
【課題を解決するための手段】
本発明の一態様によれば、複数の硬化剤を含む熱硬化性樹脂組成物において、アルカリ溶液に対する溶解速度が他の硬化剤のいずれか一つより1桁以上大きい熱硬化樹脂組成物を生じせしめる硬化剤を当該複数の硬化剤の一つとして含む熱硬化性樹脂組成物が提供される。
【0013】
本発明の他の一態様によれば、複数の硬化剤を含む熱硬化性樹脂組成物において、当該複数の硬化剤の内のいずれかである第一の硬化剤と第二の硬化剤とを、合計の硬化剤当量を一定とした場合に、第一の硬化剤と第二の硬化剤とを単独で使用したときより大きな銅箔ピール強度を与える含有量比で含む熱硬化性樹脂組成物が提供される。
【0014】
本発明のさらに他の一態様によれば、複数の硬化剤を含む熱硬化性樹脂組成物において、当該熱硬化性樹脂がエポキシ系樹脂であり、フェノールノボラックとリン酸二置換硬化剤とを硬化剤として含む熱硬化性樹脂組成物が提供される。
【0015】
本発明のさらに他の一態様によれば、上記のいずれかの熱硬化性樹脂組成物を硬化させて得られる熱硬化樹脂組成物が提供される。
【0016】
本発明のさらに他の一態様によれば、上記の熱硬化樹脂組成物と金属との積層体が提供される。
【0017】
上記のような態様によって示される本発明により、耐熱性やメッキの際におけるメッキ液への溶出性に代表される耐薬品性等の物性に対する影響を排除しつつ、容易に、熱硬化樹脂組成物の表面がデスミア処理による侵食を受けやすいようにすることが可能となる。そしてこのような熱硬化樹脂組成物を使用すれば、金属との密着性に優れた熱硬化樹脂組成物と金属との積層体を実現することができる。
【0018】
なお、以下に説明する発明の実施の形態や図面の中で、本発明の更なる特徴が明らかにされる。
【0019】
【発明の実施の形態】
以下に、本発明の実施の形態を図,実施例等を使用して説明する。なお、これらの図,実施例等及び説明は本発明を例示するものであり、本発明の範囲を制限するものではない。本発明の趣旨に合致する限り他の実施の形態も本発明の範疇に属し得ることは言うまでもない。
【0020】
本発明に係る熱硬化性樹脂組成物の主剤である熱硬化性樹脂としては、公知のどのような熱硬化性樹脂を使用することも可能であり、たとえばエポキシ系熱硬化性樹脂を例示することができる。この熱硬化性樹脂組成物には主剤のほか硬化剤も含まれるが、目的に応じてさらに他の添加剤やその他の成分を含んでいてもよい。
【0021】
アルカリ溶液に対する溶解速度が他の硬化剤のいずれか一つより1桁以上大きい熱硬化樹脂組成物を生じせしめる硬化剤(以下この硬化剤を硬化剤Aという)についても、一つの硬化剤のアルカリ溶液に対する溶解速度が他のいずれかの硬化剤より1桁以上大きいようにできれば、公知の硬化剤の中から任意に選択することができる。
【0022】
上記で「他の硬化剤のいずれかより1桁以上大きい」としたのは、二種類の硬化剤を使用する場合には、硬化剤Aでない方の硬化剤(この硬化剤を硬化剤Bと呼称する)についての溶解速度に対し、硬化剤Aについての溶解速度が10倍以上大きいことを意味する。この硬化剤Aについての溶解速度と硬化剤Bについての溶解速度との差異により、樹脂組成物主剤の化学構造に依存することなく、デスミア処理における熱硬化樹脂組成物の表面凹凸の付与が容易にできるようになり、その後熱硬化樹脂組成物上に化学メッキ(直接メッキ)を行う場合や金属との貼り合わせを行う場合における金属との密着強度を充分に得ることが可能になる。
【0023】
また、三種類以上の硬化剤を使用する場合には、硬化剤Aでないいずれかの硬化剤(硬化剤B)についての溶解速度に対し、硬化剤Aについての溶解速度が10倍以上大きいことを意味する。この場合、硬化剤A,B以外の硬化剤についての溶解速度は任意に選択することができるが、デスミア処理における熱硬化樹脂組成物の表面凹凸の付与の障害にならないように配慮することが重要である。具体的には、実際に硬化剤を含む熱硬化性樹脂組成物を作製し、これを硬化させ、得た熱硬化樹脂組成物をアルカリ溶液で処理し、表面の凹凸の形成を観察することによって硬化剤A,B以外の硬化剤の使用の可否を検討することが可能である。
【0024】
なお、硬化剤についてのアルカリ溶液に対する溶解速度は、使用対象と同一の熱硬化性樹脂を主剤とし、使用対象の硬化剤のそれぞれのみを使用して硬化して得た熱硬化樹脂組成物について、所定の温度条件下、所定のアルカリ溶液に浸漬して当該熱硬化樹脂組成物の重量減速度を測定する。本発明では、厚さ80μmの熱硬化樹脂組成物膜を60g/Lの過マンガン酸カリウム水溶液に80℃で浸漬し、40分後の重量減少量で比較し、その比を溶解速度の比とした。すなわち溶解速度が1桁以上大きいとは、この比が10以上であることを意味する。
【0025】
検討の結果、硬化剤Aの含有量が、使用された全硬化剤の硬化剤当量の5〜30%を占めることが好ましく、7〜12%を占めることがさらに好ましいことが判明した。得た熱硬化樹脂組成物をアルカリ溶液で処理した場合、適切な表面の凹凸の形成を実現しやすいからである。
【0026】
なお、上記における凹凸の形状については、たとえばクラック状のもの等種々のものが考えられるが、クレータ状の凹部よりなるものが一般的であり、金属との密着性の点でも良好である。図1にこのクレータ状の凹部の断面のモデル図を、図2には、平面モデル図を示す。直径2〜3μm、深さ2〜3μm程度の大きさの凹部が一般的であるようである。
【0027】
ここで、上記の硬化剤Aの含有量は、次のようにして決める。
【0028】
1.熱硬化性樹脂を使用する場合に、その1官能基当量に相当する量に所定の比率で対応する硬化剤の量を1硬化剤当量として算出する。たとえばエポキシ系の樹脂を熱硬化性樹脂として使用した場合には、その樹脂の1エポキシ当量に相当する量に所定の比率で対応する硬化剤の量を1硬化剤当量として算出する。この所定の比率は、硬化の条件、硬化の程度等、希望に応じて任意に定めることができる。この所定の比率は複数の硬化剤を使用する場合にも共通して使用される。
【0029】
例として、1エポキシ当量の熱硬化性樹脂量を100gとする。つまり、1モル相当分のエポキシ基を有する熱硬化性樹脂量を100gとする。
【0030】
この場合、上記の所定の比率を1とすれば、100g×1=100g故、その樹脂の1エポキシ当量に所定の比率で対応するこの硬化剤の1硬化剤当量は100gである。
【0031】
以下、エポキシ系の樹脂について説明する。
【0032】
2.この全硬化剤の必要硬化剤量をx硬化剤当量(たとえば0.5硬化剤当量)とする。
【0033】
3.硬化剤Aの実際の使用量がy硬化剤当量(たとえば0.05硬化剤当量)であるとする。
【0034】
4.(y/x)×100が上記の硬化剤Aの含有量に該当する。この値が5〜30の間にあることが好ましく、7〜12の間にあることがさらに好ましい。
【0035】
なお、アルカリ溶液で処理した場合に適切な表面の凹凸の形成が実現したかどうかは、表面の観察によって定めることもできるが、後述するように金属箔とのピール強度を評価することによって定めることも可能であり、客観的データが得られるので好ましい方法である。金属泊としては銅箔を使用することが好ましい。
【0036】
銅箔によるピール強度の測定から、適切な硬化剤の組み合わせを使用すると、それぞれを単独で使用した場合より、ピール強度を高めることができることが示された。
【0037】
この現象を利用すると上記のように溶解速度を測定しないで適切な硬化剤を選択することができる。すなわち、複数の硬化剤を含む熱硬化性樹脂組成物において、当該複数の硬化剤の内のいずれかである第一の硬化剤と第二の硬化剤とについて、合計の硬化剤当量を一定とした場合に、第一の硬化剤と第二の硬化剤とを単独で使用したときより大きな銅箔ピール強度を与えるような硬化剤の組み合わせを選択し、所望の銅箔ピール強度となるようにその含有量比を定めれば、本発明の目的に適う熱硬化性樹脂組成物や熱硬化樹脂組成物を得ることが可能となる。
【0038】
なお、熱硬化性樹脂組成物としてエポキシ系樹脂を使用する場合の具体的な硬化剤としては、フェノールノボラックとリン酸置換硬化剤との組み合わせが好ましい。フェノールノボラックを硬化剤として硬化した熱硬化樹脂組成物の方が、リン酸置換硬化剤を硬化剤として硬化した熱硬化樹脂組成物よりアルカリ溶液に対する溶解速度が小さく、この差異が凹凸を生じさせる原因になっているものと思われる。
【0039】
なお、ここでフェノールノボラックの一例は、下記の一般的化学構造式(1)で代表的に表すことができる。なお、式中Rはアルキレンまたはアリーレン基を表す。
【0040】
【化1】

・・・・(1)
また、リン酸置換硬化剤とは、熱硬化性樹脂を硬化させる機能を有する物質の基の一部がリン酸で置換された物質を意味する。
【0042】
このような熱硬化性樹脂を硬化させる機能を有する物質は公知のどのようなものからでも選択することができる。
【0043】
リン酸で置換される基も任意に選択することができ、熱硬化性樹脂を硬化させる機能を有する物質中に複数あってもよい。すなわち、一置換体から多置換体までを含み得る。また、リン酸側からみた場合にも、熱硬化性樹脂を硬化させる機能を有する物質が一以上置換されたものが含まれ得る。
【0044】
リン酸と熱硬化性樹脂を硬化させる機能を有する物質の基とはどのような結合基で結合されてもよいが、結合が速やかに切断されやすいもの、たとえば−O−結合や−NH−結合、−N−結合等が好ましい。
【0045】
このようなリン酸置換硬化剤は、熱硬化の反応中にリン酸との結合が速やかに切断され、硬化剤としての機能が促進される結果、その熱硬化樹脂組成物は、フェノールノボラックを硬化剤として硬化した熱硬化樹脂組成物の方より、アルカリ溶液に対する溶解速度が大きくなる一方、この硬化剤が単独に使用された場合に比べ、硬化速度の制御が容易で再現性がよく、ガス等の発生を少なくし得ることが見いだされた。
【0046】
特に、下記の一般的化学構造式(2)で示されるリン酸二置換硬化剤が好ましいことが判明した。なお、式中「Reactive agent」は熱硬化性樹脂を硬化させる機能を有する物質に由来する構造部分を意味する。この例として、−NHーC6H5−NHーグループ(ここで、C6H5はフェニレン基を意味する)を挙げることができる。
【0047】
【化2】
・・・・(2)
なお、リン酸置換硬化剤は難燃剤としても機能するため、ハロゲン化合物たとえばビスフェノール−Aの臭素置換物等の代替物として使用することができる。リン酸置換硬化剤中のリン酸濃度は高い方が有利である場合が多い。この点でもリン酸二置換硬化剤は有利である。
【0049】
上記のような条件で硬化剤を含有する熱硬化性樹脂組成物を硬化させて得た熱硬化絶縁樹脂組成物は、耐アルカリの向上した熱硬化性樹脂を使用しても熱硬化樹脂組成物の表面がデスミア処理による侵食を受けやすくなり、しかも耐熱性やメッキの際におけるメッキ液への溶出性に代表される耐薬品性等の他の物性の悪化もないか、あるいは少ない。そして、表面に形成された凹凸のため、金属と貼り合わせあるいはメッキして得た金属との積層体は、優れた密着性を与えるものとなる。さらに、この熱硬化樹脂組成物の生成の過程で、適宜有機、無機の長繊維、短繊維、織物、編み物と混合しあるいは含浸することにより、耐熱性や破断強度等を改良することも可能である。
【0050】
これらの熱硬化樹脂組成物は、たとえばFPC(flexible printed circuit)の構成要素として使用したり、絶縁層、絶縁性被覆、シール材等として、多層配線回路基板の構成要素として使用したり、銅箔と貼り合わせて、いわゆるRCC(resin coated copper)と呼ばれる樹脂組成物付銅箔を作製したりすることが有用である。
【0051】
銅箔との積層体は、熱硬化性樹脂組成物を銅箔上に塗布し、当該熱硬化性樹脂組成物を加熱硬化させることによって得ることができる場合もある。また、テープ状の熱硬化性樹脂組成物または熱硬化樹脂組成物と銅箔とをたとえば熱プレスにより貼り合わせて作製できる場合もある。
【0052】
銅箔の厚さと熱硬化樹脂組成物の厚さとには特に制限はない。銅箔の厚さが10〜30μm、熱硬化樹脂組成物の厚さが45〜200μmのものを例として挙げることができる。
【0053】
本発明により、耐熱性や耐薬品性等の物性に対する影響を排除しつつ、熱硬化樹脂組成物の表面がデスミア処理による侵食を受けやすいようにすることが容易に可能となる。
【0054】
また、熱硬化性樹脂組成物または熱硬化樹脂組成物の主剤の選択とは無関係に金属との密着性を確保することができる。
【0055】
また、絶縁樹脂組成物表面に凹凸を形成するデスミア処理は、樹脂組成物完全硬化後に行うことができるため、絶縁樹脂組成物の硬化プロセスはデスミア処理前の一度でよく、工程を複雑にすることがない。これによって、従来手法よりも安価に製品を提供することが可能となる。
【0056】
【実施例】
次に本発明の実施例及び比較例を詳述する。なお、必要な特性等は次のようにして求めた。
【0057】
(アルカリ溶液に対する溶解速度測定)
厚さ80μmの熱硬化樹脂組成物膜を60g/Lの過マンガン酸カリウム水溶液に80℃で浸漬し、40分後の重量減少量で比較し、その比を溶解速度の比とした。硬化剤の影響を判断する場合には、同一硬化剤当量を使用した。
【0058】
(デスミア処理)
熱硬化樹脂組成物試料を60g/Lの過マンガン酸カリウム水溶液に80℃で、10分間浸漬した。
【0059】
(銅箔ピール強度測定)
板状の熱硬化樹脂組成物上に幅1cm,厚さ18μmの銅箔を化学メッキにて生成させ、メッキの端部をめくりとり、これを直角方向に引っ張り、その剥離力を幅の長さで割った値を銅箔ピール強度とした。単位はkg/cmである。
【0060】
[実施例1]
主剤としてナフタレン型2官能エポキシ系樹脂を、硬化剤としてフェノールノボラックとリン酸二置換硬化剤とを用いた熱硬化性樹脂組成物を作製した。
【0061】
フェノールノボラックとしては上記化学構造式(1)において、RがCH2のものを使用した。また、リン酸二置換硬化剤としては、上記化学構造式(2)で「Reactive agent」が−NHーC6H5−NHーグループであるものを使用した。
【0062】
フェノールノボラック単独で硬化させたナフタレン型2官能エポキシ系樹脂組成物は過マンガン酸カリウム水溶液にほとんど不溶であるのに対して、リン酸二置換硬化剤単独で硬化させたナフタレン型2官能エポキシ系樹脂組成物は過マンガン酸カリウム水溶液により容易に溶解し、溶解速度はフェノールノボラック単独で硬化させた場合に比べ十分一桁以上大きいことを確認した。
【0063】
具体的には、17重量%のフェノールノボラックを用いた熱硬化性樹脂組成物の、アルカリ溶液に対する溶解速度測定での重量減は、40分で0.05重量%、100分で0.12重量%、140分で0.15重量%であるのに対し、17重量%のリン酸二置換硬化剤を用いた熱硬化性樹脂組成物の、アルカリ溶液に対する溶解速度測定での重量減は、40分で4.7重量%、100分で1.28重量%、140分で16.5重量%であった。
【0064】
なお、ナフタレン型2官能エポキシ系樹脂の1エポキシ当量(240g)に対応する硬化剤当量を計算する場合の所定の比率としては、フェノールノボラックとリン酸二置換硬化剤との両者について、1.0とした。また、実際の硬化剤の使用量は、1エポキシ当量(240g)に対し、1硬化剤当量(240g)とした。
【0065】
リン酸二置換硬化剤を、硬化剤全体の5重量%、10重量%、15重量%、20重量%の割合で使用して、熱硬化性樹脂組成物を作製した。
【0066】
この熱硬化性樹脂組成物を厚さ0.08cm、長さ30cm、幅10cmのシート状に成形し、硬化して熱硬化樹脂組成物を得た。
【0067】
この熱硬化樹脂組成物をデスミア処理し、表面の凹凸の客観的評価手段として銅箔ピール強度を比較した。
【0068】
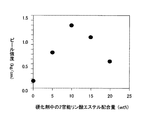
結果を図3に示す。図3より、リン酸二置換硬化剤の配合によってピール強度が変化し、10重量%付近で最大値1.3kg/cmを示した。
【0069】
同じナフタレン型2官能エポキシ系樹脂組成物をフェノールノボラック単独で硬化させた樹脂組成物硬化物を同様に評価した結果では0.15kg/cm程度のピール強度しか得られなかったことから、樹脂組成物全体に対しリン酸二置換硬化剤5重量%〜20重量%の範囲での配合が、銅箔ピール強度の向上に効果を有していることは明らかである。
【0070】
すなわち、本実施例のフェノールノボラックとリン酸二置換硬化剤との組み合わせは、上記第一の硬化剤と第二の硬化剤との組み合わせの一例である。
【0071】
【発明の効果】
本発明により、耐熱性や耐薬品性等の物性に対する影響を排除しつつ、熱硬化樹脂組成物の表面がデスミア処理による侵食を受けやすいようにする簡便な技術を提供することが可能となる。
【0072】
また、熱硬化性樹脂組成物または熱硬化樹脂組成物の主剤の選択とは無関係に金属との密着性を確保することができる。
【0073】
なお、上記に開示した内容から、下記の付記に示した発明が導き出せる。
【0074】
(付記1) 複数の硬化剤を含む熱硬化性樹脂組成物において、
アルカリ溶液に対する溶解速度が他の硬化剤のいずれか一つより1桁以上大きい熱硬化樹脂組成物を生じせしめる硬化剤を当該複数の硬化剤の一つとして含む熱硬化性樹脂組成物。
【0075】
(付記2) 前記アルカリ溶液に対する溶解速度が他の硬化剤のいずれか一つより1桁以上大きい熱硬化樹脂組成物を生じせしめる硬化剤の硬化剤当量が、使用された全硬化剤の硬化剤当量の5〜30%を占める付記1に記載の熱硬化性樹脂組成物。
【0076】
(付記3) アルカリ溶液に対する溶解速度が他の硬化剤のいずれか一つより1桁以上大きい熱硬化樹脂組成物を生じせしめる硬化剤の硬化剤当量が、使用された全硬化剤の硬化剤当量の7〜12%を占める付記1に記載の熱硬化性樹脂組成物。
【0077】
(付記4) 複数の硬化剤を含む熱硬化性樹脂組成物において、
当該複数の硬化剤の内のいずれかである第一の硬化剤と第二の硬化剤とを、合計の硬化剤当量を一定とした場合に、第一の硬化剤と第二の硬化剤とを単独で使用したときより大きな銅箔ピール強度を与える含有量比で含む熱硬化性樹脂組成物。
【0078】
(付記5) 複数の硬化剤を含む熱硬化性樹脂組成物において、
当該熱硬化性樹脂がエポキシ系樹脂であり、
フェノールノボラックとリン酸二置換硬化剤とを硬化剤として含む熱硬化性樹脂組成物。
【0079】
(付記6) 同時に、付記1〜3のいずれかと付記4と付記5とからなる熱硬化性樹脂組成物の群の少なくともいずれか二つに該当する熱硬化性樹脂組成物。
【0080】
(付記7) 付記1〜6のいずれかに記載の熱硬化性樹脂組成物を硬化させて得られる熱硬化樹脂組成物。
【0081】
(付記8) 付記7に記載の熱硬化樹脂組成物と金属との積層体。
【0082】
(付記9) 前記熱硬化樹脂組成物が繊維強化されている付記8に記載の積層体。
【0083】
(付記10) 付記8または9に記載の積層体を含む多層配線回路基板。
【0084】
(付記11) 付記8または9に記載の積層体よりなる樹脂組成物付銅箔。
【図面の簡単な説明】
【図1】本発明に係る熱硬化樹脂組成物をデスミア処理した際に生じるクレータ状の凹部の断面のモデル図である。
【図2】本発明に係る熱硬化樹脂組成物をデスミア処理した際に生じるクレータ状の凹部の平面モデル図である。
【図3】本発明に係る熱硬化樹脂組成物をデスミア処理し、銅箔ピール強度を比較した結果を示す。
Claims (6)
- 主剤がエポキシ系樹脂のみからなると共に、
フェノールノボラックと、式2で表され、そのReactive agentが−NH−C 6 H 5 −NH−グループである(ここでC 6 H 5 はフェニレン基を表す)リン酸二置換硬化剤とのみを硬化剤として含み、
当該リン酸二置換硬化剤により硬化した前記エポキシ系樹脂のアルカリ溶液に対する溶解速度が、当該フェノールノボラックにより硬化した前記エポキシ系樹脂のアルカリ溶液に対する溶解速度より1桁以上大きいものであり、
当該リン酸二置換硬化剤の硬化剤当量が当該両硬化剤の硬化剤当量の5〜30%を占める、熱硬化性樹脂組成物。 - 主剤がエポキシ系樹脂のみからなると共に、
フェノールノボラックと、式2で表され、そのReactive agentが−NH−C 6 H 5 −NH−グループである(ここでC 6 H 5 はフェニレン基を表す)リン酸二置換硬化剤とのみを硬化剤として含み、
当該フェノールノボラックと当該リン酸二置換硬化剤とを、合計の硬化剤当量を一定とした場合に、当該フェノールノボラックと当該リン酸二置換硬化剤とを単独で使用したときより大きな銅箔ピール強度を与える含有量比で含み、当該リン酸二置換硬化剤の硬化剤当量が当該両硬化剤の硬化剤当量の5〜30%を占める、熱硬化性樹脂組成物。 - 主剤がエポキシ系樹脂のみからなると共に、
フェノールノボラックと、式2で表され、そのReactive agentが−NH−C 6 H 5 −NH−グループである(ここでC 6 H 5 はフェニレン基を表す)リン酸二置換硬化剤とのみを硬化剤として含み、
当該リン酸二置換硬化剤の硬化剤当量が当該両硬化剤の硬化剤当量の5〜30%を占める、熱硬化性樹脂組成物。 - 前記熱硬化性樹脂組成物は、熱硬化後にデスミア処理され、当該デスミア処理後の表面に金属が積層される、請求項1〜3のいずれかに記載の熱硬化性樹脂組成物。
- 請求項1〜4のいずれかに記載の熱硬化性樹脂組成物を硬化させて得られる熱硬化樹脂組成物。
- 請求項5に記載の熱硬化樹脂組成物と金属との積層体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002165301A JP4197894B2 (ja) | 2002-06-06 | 2002-06-06 | 熱硬化性樹脂組成物、熱硬化樹脂組成物および積層体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002165301A JP4197894B2 (ja) | 2002-06-06 | 2002-06-06 | 熱硬化性樹脂組成物、熱硬化樹脂組成物および積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004010737A JP2004010737A (ja) | 2004-01-15 |
| JP4197894B2 true JP4197894B2 (ja) | 2008-12-17 |
Family
ID=30433170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002165301A Expired - Fee Related JP4197894B2 (ja) | 2002-06-06 | 2002-06-06 | 熱硬化性樹脂組成物、熱硬化樹脂組成物および積層体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4197894B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022174876A1 (en) * | 2021-02-16 | 2022-08-25 | Vestas Wind Systems A/S | Improvements relating to the manufacture of a wind turbine component |
-
2002
- 2002-06-06 JP JP2002165301A patent/JP4197894B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004010737A (ja) | 2004-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5965245A (en) | Prepreg for printed circuit board | |
| JP5750049B2 (ja) | 多層フレキシブルプリント配線板の接着層形成用の樹脂組成物、樹脂ワニス、樹脂付銅箔、多層フレキシブルプリント配線板製造用の樹脂付銅箔の製造方法及び多層フレキシブルプリント配線板 | |
| JP5554500B2 (ja) | プリプレグ、プリント配線板、多層回路基板、プリント配線板の製造方法 | |
| JP5650908B2 (ja) | 樹脂組成物及びその樹脂組成物を用いて得られる樹脂付銅箔 | |
| TWI432510B (zh) | And a resin composition for forming a layer of a multilayer flexible wiring board | |
| JP4895611B2 (ja) | 多層プリント配線板及びその多層プリント配線板の製造方法 | |
| JP4197894B2 (ja) | 熱硬化性樹脂組成物、熱硬化樹脂組成物および積層体 | |
| JP2009007406A (ja) | プリプレグ、多層回路基板、プリント配線板及びプリント配線板の製造方法 | |
| JP2000286546A (ja) | プリント配線板の製造方法 | |
| KR101362288B1 (ko) | 프라이머 수지층 부착 동박, 상기 동박을 포함하는 프린트 배선판용 동부착적층판, 상기 동박의 제조방법, 및 상기 동박의 제조에 사용되는 프라이머 수지 조성물 | |
| JP2000349440A (ja) | 内層回路入り多層銅張積層板の製造方法 | |
| JP3319934B2 (ja) | 樹脂付き金属箔 | |
| KR20060134192A (ko) | 양면 금속 피복 적층판의 제조 방법 및 그 제조 방법에의해 얻어진 양면 금속 피복 적층판 | |
| CN109757023A (zh) | 印刷线路板及其制作方法 | |
| EP1004227A1 (en) | Intermediate layer to improve peel strength of copper foils | |
| JP2000349444A (ja) | 内層回路入り多層銅張積層板の製造方法 | |
| Lea et al. | Blowholing in PTH Solder Fillets: Part 6 The Laminate, The Drilling and the Hole Wall Preparation | |
| JPH03145796A (ja) | スルーホール印刷配線板の製造法 | |
| JP2005123436A (ja) | 多層プリント配線板の製造方法 | |
| JP3013500B2 (ja) | 金属箔張り積層板 | |
| JPH11279493A (ja) | 接着剤シート、接着剤付き金属はく、金属はく張多層積層板、金属はく張積層板及びプリント配線板 | |
| JPH10287834A (ja) | 絶縁ワニスの製造方法およびこのワニスを用いた多層プリント配線板 | |
| JPH0870185A (ja) | 多層プリント配線板の製造方法 | |
| JPS61215673A (ja) | アデイテイブ化学メツキ用接着剤 | |
| JPH09202832A (ja) | プリント配線板用のプリプレグ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050512 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080311 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080509 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080930 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080930 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111010 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |