JP4201954B2 - Ni基単結晶超合金からなるガスタービン翼の補修方法およびその装置 - Google Patents
Ni基単結晶超合金からなるガスタービン翼の補修方法およびその装置 Download PDFInfo
- Publication number
- JP4201954B2 JP4201954B2 JP2000089073A JP2000089073A JP4201954B2 JP 4201954 B2 JP4201954 B2 JP 4201954B2 JP 2000089073 A JP2000089073 A JP 2000089073A JP 2000089073 A JP2000089073 A JP 2000089073A JP 4201954 B2 JP4201954 B2 JP 4201954B2
- Authority
- JP
- Japan
- Prior art keywords
- material powder
- torch
- gas turbine
- turbine blade
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/002—Repairing turbine components, e.g. moving or stationary blades, rotors
- B23P6/007—Repairing turbine components, e.g. moving or stationary blades, rotors using only additive methods, e.g. build-up welding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Welding Or Cutting Using Electron Beams (AREA)
Description
【発明の属する技術分野】
本発明は、Ni基超合金からなるガスタービン単結晶翼の補修再生技術に関するものである。
【0002】
【従来の技術】
長時間運転に供したガスタービン動静翼には、熱応力やクリープ等により翼部に開口亀裂が発生することがある。また、ガスタービン翼は高温ガスの流れの中に曝されるため、コーティング無しのガスタービン翼ではエロージョンやコロージョンによりガス入口側が減肉している事例が多く見うけられる。
【0003】
図1はこのような長時間運転した後のガスタービン動翼1を示しており、翼全面に酸化皮膜が生成するとともに翼前縁部を中心に翼材料の減肉2、翼プラットホーム上から翼先端部に向けて亀裂3が発生する。これらの減肉および亀裂が生成するとガスタービンの運転時にかかる応力を残った部材部分では受け持てなくなるため、何らかの補修を行う必要がある。
【0004】
近年では、ガスタービンの高温化に伴い、従来から使用されてきた普通鋳造翼および一方向凝固翼に代わり、単結晶翼が使用されるようになってきている。単結晶翼の材料としてはNi基超合金が使用されている。
【0005】
このようなNi基超合金からなる単結晶翼は、従来型の翼に比べて耐久性は優れてはいるものの、長時間使用すれば開口亀裂等の損傷発生は避けられない。単結晶翼は、材料費および加工費が非常に高価であるため、運用コスト低減の観点からは補修を行いながら使用することが前提となる。
【0006】
ところで、Ni基単結晶超合金翼を補修する上では、二つの大きな解決すべき問題がある。Ni基超合金自体の溶接性の悪さに起因した溶接割れの問題、もう一つは、肉盛りを行う際に、補修部に単結晶材料のメリットを大幅に損なう結晶粒界が形成されてしまうという問題である。
【0007】
この問題を解決するための手法の一例が特開平9−110596号に開示されている。ここに開示された手法は、切除面が基材の優先結晶成長方向を向くように損傷部位を削除し、その後、溶加材を添加するとともに比較的低い出力密度で照射面でのビーム直径が比較的大きくなるように、かつ比較的長時間にわたってレーザービームを照射して深さの幅に対する比が小さい溶融池を生成して補修を行うというものである。
【0008】
しかし、この方法は、補修部位を広範囲にわたって削除する必要があり、また、溶解に時間がかかるため、非効率的である。また、溶融池の幅方向端部における結晶成長方向は他の部位に比べて大幅に異なることになる。
【0009】
【発明が解決しようとする課題】
本発明は上記事情に鑑みてなされたもので、効率的で、かつ結晶粒界が生成される可能性を最小限にすることができ、かつ溶接割れを防止することができるガスタービンNi基単結晶翼の補修方法を提供することを目的としている。
【0010】
【解決を解決するための手段】
上記目的を達成するため、本発明は、Ni基単結晶超合金からなるガスタービン翼の補修方法であって、損傷部位の近傍を除去する工程であって、除去した結果として現れる表面が結晶の優先成長方位である[001]方位を向くように除去する工程と、除去部分に基材と同一あるいは類似組成の材料粉末を供給するとともに前記材料粉末を、加熱ビームを発生する材料粉末溶解用トーチを用いて溶解して、前記除去部分に積層させる工程と、を含むガスタービン翼の補修方法において、前記材料粉末溶解用トーチに加えて前記材料粉末溶解用トーチより低い出力密度の加熱ビームを発生する基材加熱用トーチを用い、前記除去部分に形成される溶融池の等温線の法線方向を前記[001]方位に近づけるように前記基材加熱用トーチにより加熱を行いながら、前記材料粉末溶解用トーチにより前記材料粉末を溶解することを特徴とするものである。
【0011】
本発明によれば、材料粉末溶解用トーチより低い出力密度の加熱ビームを発生する基材加熱用トーチを専用に設け、除去部分に形成される溶融池の等温線の法線方向を[001]方位に近づけるように基材加熱用トーチにより加熱を行いながら、材料粉末溶解用トーチにより材料粉末を溶解することにより、補修部位の単結晶化が容易となり、また溶接割れも生じにくくなる。さらに、補修効率を向上させることができる。
【0012】
また、本発明は、Ni基単結晶超合金からなるガスタービン翼を補修するための装置であって、除去した結果として現れる表面が結晶の優先成長方位である[001]方位を向くように損傷部位の近傍を除去したガスタービン翼を姿勢変化可能に保持する姿勢制御装置と、溶加材としての材料粉末を供給する粉末供給装置と、加熱ビームを発生する材料粉末溶解用トーチと、前記材料粉末溶解用トーチより低い出力密度の加熱ビームを発生する基材加熱用トーチと、前記ガスタービン翼の除去した部分に形成される溶融池の等温線の法線方向を前記[001]方位に近づけるように前記基材加熱用トーチにより加熱を行いながら、前記材料粉末溶解用トーチにより前記材料粉末を溶解する制御を行なうコントローラと、を備えたガスタービン翼の補修装置を提供する。この装置によれば、本発明方法を容易に実施することができる。
【0013】
【発明の実施の形態】
以下に図面を参照して本発明の実施の形態について説明する。なお、以下においては、図1に示したように翼長手方向に入った亀裂3の補修方法について説明することとする。
【0014】
なお、亀裂の進展状況はコーティング施工翼、コーティング未施工翼ともほぼ同様であり、動翼表面にMCrAlY(ここでMはNi,Co,Feあるいはそれらの合金を示す),アルミナイジング、クロマイジング、シリコナイジングあるいはそれらの複合処理を施した耐食コーティング施工翼および耐食コーティング上層にY2O3−ZrO2,MgO−ZrO2等の遮熱コーティングを施した翼についても、コーティングを剥がした後はコーティング未施工翼と同様に下記の手法により補修が可能である。
【0015】
補修を行うに際しては、まず、予め調べておいたガスタービン単結晶翼1(以下、単に「翼」という)の結晶成長方位データに基づいて、溶加材を積層させる方向が、図2(a)に示すようにNi基合金の優先結晶成長方向である[001]方位となるように亀裂を含む部位をグラインダーを用いて切削除去して(図2の鎖線参照)溝状の除去部4を形成する。すなわち、除去部4の底壁4aの向き(底壁表面の法線方向)が[001]方位と平行になるようにする。なお、本例では除去部4の側壁4bの向き(側壁表面の法線方向)を[001]方位と垂直としているが(図2(b)参照)、必ずしもこのようにする必要はなく、側壁4bの法線が[001]方位となす角度が90度以外の角度であってもよい。
【0016】
なお、切削除去作業を行う場合の基礎となる翼1の結晶成長方位データは、運転後に計測したデータ、新品製造時に計測されて保管しているデータのいずれを用いてもよい。また、損傷部近傍の除去を行う加工手段としては、上記のような結晶の優先成長方位との関係を確立できるのであれば、グラインダーの他、放電加工、ブラスト等の手段を用いてもよい。
【0017】
次に、翼1表面の油分を有機溶剤を用いて除去し、続いて有機溶剤が残らないように純水で洗浄した後、エアブロー等の方法により乾燥する。
【0018】
続いて、除去部4に合金粉末の積層を行うが、この積層工程について説明する前に、積層工程に用いられる補修装置について簡単に説明しておく。
【0019】
図3は補修装置を示す図であり、符号11は翼1が載置されるテーブルである。テーブル11には、翼1の例えばプラットホーム部をクランプして翼1をテーブル11に固定するクランプ12が付設されている。テーブル11は、姿勢制御装置13により任意の方向を向くことができる。この姿勢制御装置13を設けた目的は、積層工程を行っている間、除去部4の底壁4aを鉛直方向上方を向くように、すなわち[001]方位が鉛直方向を向くようにすることにある。
【0020】
また、補修装置は、一対の基材加熱用トーチ14と、1つの材料粉末溶解用トーチ15とを有している。なおトーチ14、15の数は、この数に限定されない。基材加熱用トーチ14および材料粉末溶解用トーチ15は、いずれもレーザービームを発生するトーチであり、両者の違いは出力密度にある。すなわち基材加熱用トーチ14は、基材の温度コントロールを行うためのトーチであるため、相対的に低い出力密度のビームを翼に照射するためのものである。一方、材料粉末溶解用トーチ15は、相対的に高い出力密度のビームを翼に照射するためのものである。また、符号16は材料粉末を除去部4に供給するための粉末供給ノズルである。
【0021】
両トーチ14,15および粉末供給ノズル16は、図3に概略的に示したロボットアーム17により任意の方向に移動することができる。符号18は、この補修装置を制御するコントローラであり、このコントローラ18は、姿勢制御装置13、トーチ14,15および粉末供給ノズル16の動作の全てを制御することができる。
【0022】
なおコントローラ18は、記憶装置も内蔵しており、除去部4の形状をティーチングしておくくことにより姿勢制御装置13、トーチ14,15およびノズル16を自動的に動作させることができる。
【0023】
なお、本例では、基材加熱用トーチ14および材料粉末溶解用トーチ15はいずれもレーザービームを照射するトーチとしているが、トーチは電子ビームを照射するものであってもよい。この場合、この補修装置全体を覆う真空チャンバ(図示せず)が更に設けられる。
【0024】
次に、積層工程について説明する。
【0025】
まず、翼1の補修対象部位における[001]方位が鉛直方向を向き、かつ底壁4aが上方を向くように、翼1をテーブル11に固定する。
【0026】
次に、図2(c)に示すように、基材加熱用トーチ14を用いて、翼1の除去部4近傍を予熱する。次いで、溶加材すなわち補修用合金粉末としてNi基合金粉末を粉末供給ノズル16から除去部4に吹き込みつつ、Ni基合金粉末を材料粉末溶解用トーチ15を用いて溶解し、翼表面1aに達するまで積層させる。なお、供給するNi基合金粉末は、母材単結晶合金組成あるいは補修部に要求される特性に応じて適宜変更が可能である。
【0027】
この過程において、基材加熱用トーチ14により引き続き除去部4の両側の近傍部分(翼1の基材部分)を加熱する。これにより、除去部4内に形成される溶融池内の温度勾配およびその近傍の基材部分の温度勾配が、図2(c)に示すような状態となる。すなわち、図2(c)に模式的に示す溶融池内の等温線20の法線方向が[001]方位と一致するか若しくはそれに近い状態となる。凝固時の結晶の成長方向は等温線20の法線方向と一致するため、図2(c)に示すような温度分布が得られれば、積層部分の結晶方位を[001]方位と一致またはほぼ一致させることが可能となる。
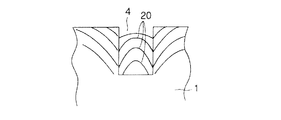
【0028】
なお、図4は、比較例として、基材加熱用トーチ14を用いない場合の温度勾配を模式的に示す図である。この図4に示すように、基材加熱用トーチ14を用いない場合には、溶融池内の等温線20の法線方向が[001]方位から大きく外れることになる。このことは、高傾角粒界が形成される確率が高くなることを意味している。
【0029】
積層は、積層部分が翼表面1aより盛り上がるまで継続される(図2(c)一点鎖線参照)。
【0030】
次に、レーザーによる補修箇所と基材との接合性の強化および補修箇所の合金組織の調整のため熱間静水圧プレス処理を行い、動翼作製時に生成したポロシティおよびシュリンケージあるいはガスタービン運転時に発生したクリープボイドを高温高圧をかけることにより潰す。
【0031】
次いで、翼1の表面をブラストおよびバレル研磨により所望の形状となるように加工する(盛り上がり部の除去)。
【0032】
次に、溶体化熱処理および時効熱処理を行い、γ相中に矩形のγ’相が析出する合金組織とする。以上により補修作業は終了する。
【0033】
以上説明したように、本実施形態によれば、専用の基材加熱用トーチ14により基材の温度コントロールを行うため、凝固の進行方向を適正に制御することが可能となる。また、溶接割れを防止することもできる。
【0034】
なお上記実施形態においては、ガスタービン動翼の亀裂部を補修する場合を例にとって説明したが、本発明方法の適用はこれに限定されるものではなく、ガスタービン静翼の亀裂部の補修、動静翼の酸化および腐食による減肉部の補修に適用することも可能である。
【0035】
【発明の効果】
以上述べたように本発明によれば、結晶粒界が生成される可能性を最小限にするとともに溶接割れを防止しつつ、効率的にガスタービンNi基単結晶翼の補修を行うことができる。
【図面の簡単な説明】
【図1】補修対象であるガスタービン動翼に発生した損傷を模式的に示す図。
【図2】補修の手順を示す図。
【図3】補修装置を概略的に示す図。
【図4】本発明方法を適用しない場合を比較して示す模式図。
【符号の説明】
1 ガスタービン翼
2,3 損傷部位
4 除去部分
14 基材加熱用トーチ
15 材料粉末溶解用トーチ
Claims (3)
- Ni基単結晶超合金からなるガスタービン翼の補修方法であって、
損傷部位の近傍を除去する工程であって、除去した結果として現れる表面が結晶の優先成長方位である[001]方位を向くように除去する工程と、
除去部分に基材と同一あるいは類似組成の材料粉末を供給するとともに前記材料粉末を、加熱ビームを発生する材料粉末溶解用トーチを用いて溶解して、前記除去部分に積層させる工程と、を含むガスタービン翼の補修方法において、
前記材料粉末溶解用トーチに加えて前記材料粉末溶解用トーチより低い出力密度の加熱ビームを発生する基材加熱用トーチを用い、前記除去部分に形成される溶融池の等温線の法線方向を前記[001]方位に近づけるように前記基材加熱用トーチにより加熱を行いながら、前記材料粉末溶解用トーチにより前記材料粉末を溶解することを特徴とする、ガスタービン翼の補修方法。 - 前記基材加熱用トーチにより前記除去部分の両側の基材の表面を加熱しながら、前記材料粉末溶解用トーチにより前記材料粉末を溶解することを特徴とする、請求項1記載のガスタービン翼の補修方法。
- Ni基単結晶超合金からなるガスタービン翼を補修するための装置であって、
除去した結果として現れる表面が結晶の優先成長方位である[001]方位を向くように損傷部位の近傍を除去したガスタービン翼を姿勢変化可能に保持する姿勢制御装置と、
溶加材としての材料粉末を供給する粉末供給装置と、
加熱ビームを発生する材料粉末溶解用トーチと、
前記材料粉末溶解用トーチより低い出力密度の加熱ビームを発生する基材加熱用トーチと、
前記ガスタービン翼の除去した部分に形成される溶融池の等温線の法線方向を前記[001]方位に近づけるように前記基材加熱用トーチにより加熱を行いながら、前記材料粉末溶解用トーチにより前記材料粉末を溶解する制御を行なうコントローラと、を備えたことを特徴とするガスタービン翼の補修装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000089073A JP4201954B2 (ja) | 2000-03-28 | 2000-03-28 | Ni基単結晶超合金からなるガスタービン翼の補修方法およびその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000089073A JP4201954B2 (ja) | 2000-03-28 | 2000-03-28 | Ni基単結晶超合金からなるガスタービン翼の補修方法およびその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001269784A JP2001269784A (ja) | 2001-10-02 |
| JP4201954B2 true JP4201954B2 (ja) | 2008-12-24 |
Family
ID=18604871
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000089073A Expired - Fee Related JP4201954B2 (ja) | 2000-03-28 | 2000-03-28 | Ni基単結晶超合金からなるガスタービン翼の補修方法およびその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4201954B2 (ja) |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE283936T1 (de) * | 2001-05-14 | 2004-12-15 | Alstom Technology Ltd | Verfahren zum isothermischen hartlöten von einkristallinen gegenständen |
| EP1464791B1 (de) * | 2003-03-25 | 2008-12-10 | Siemens Aktiengesellschaft | Verfahren und Vorrichtung zur Herstellung einer Turbinenkomponente |
| DE10344225A1 (de) | 2003-09-24 | 2005-04-21 | Mtu Aero Engines Gmbh | Verfahren und Vorrichtung zum Schweißen von Bauteilen |
| JP4551082B2 (ja) * | 2003-11-21 | 2010-09-22 | 三菱重工業株式会社 | 溶接方法 |
| US7250081B2 (en) * | 2003-12-04 | 2007-07-31 | Honeywell International, Inc. | Methods for repair of single crystal superalloys by laser welding and products thereof |
| US6972390B2 (en) * | 2004-03-04 | 2005-12-06 | Honeywell International, Inc. | Multi-laser beam welding high strength superalloys |
| FR2874624B1 (fr) * | 2004-08-30 | 2007-04-20 | Snecma Moteurs Sa | Procede de rechargement d'une piece metallique monocristalline ou a solidification dirigee. |
| DE102004042878A1 (de) * | 2004-09-04 | 2006-03-09 | Mtu Aero Engines Gmbh | Verfahren zur Reparatur von Turbomaschinenschaufeln |
| US20060049153A1 (en) * | 2004-09-08 | 2006-03-09 | Cahoon Christopher L | Dual feed laser welding system |
| US20060231535A1 (en) * | 2005-04-19 | 2006-10-19 | Fuesting Timothy P | Method of welding a gamma-prime precipitate strengthened material |
| US20070003416A1 (en) * | 2005-06-30 | 2007-01-04 | General Electric Company | Niobium silicide-based turbine components, and related methods for laser deposition |
| EP2072176A1 (de) * | 2007-12-21 | 2009-06-24 | Sulzer Markets and Technology AG | Verfahren zur Herstellung einer Erosionsschutzschicht aus Stahl durch Laserauftragschweissen; Bauteil mit einer solchen Erosionsschutzschicht |
| DE102008019636A1 (de) * | 2008-04-18 | 2009-10-22 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Bauteil mit Schweißnaht und Verfahren zur Herstellung einer Schweißnaht |
| JP5465239B2 (ja) * | 2008-05-29 | 2014-04-09 | シーメンス アクチエンゲゼルシヤフト | 耐熱超合金から成るワークを溶接する方法と装置 |
| JP5038990B2 (ja) * | 2008-08-07 | 2012-10-03 | 株式会社東芝 | ガスタービン部品の熱処理方法及び補修方法並びにガスタービン部品 |
| KR101035154B1 (ko) * | 2008-08-08 | 2011-05-17 | 한전케이피에스 주식회사 | 가스터빈용 블레이드의 용접방법 |
| US8373089B2 (en) * | 2009-08-31 | 2013-02-12 | General Electric Company | Combustion cap effusion plate laser weld repair |
| US8726501B2 (en) * | 2009-08-31 | 2014-05-20 | General Electric Company | Method of welding single crystal turbine blade tips with an oxidation-resistant filler material |
| DE102009049518A1 (de) * | 2009-10-15 | 2011-04-21 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und Vorrichtung zum Schweißen von Werkstücken aus hochwarmfesten Superlegierungen |
| JP2011212730A (ja) | 2010-04-01 | 2011-10-27 | Hitachi Ltd | 肉盛溶接方法およびレーザ肉盛溶接装置 |
| JP5618643B2 (ja) * | 2010-06-14 | 2014-11-05 | 株式会社東芝 | ガスタービン動翼の補修方法およびガスタービン動翼 |
| US9527162B2 (en) | 2011-11-07 | 2016-12-27 | Siemens Energy, Inc. | Laser additive repairing of nickel base superalloy components |
| JP5907718B2 (ja) * | 2011-12-16 | 2016-04-26 | 三菱重工業株式会社 | 肉盛溶接方法 |
| KR20150008487A (ko) * | 2012-05-11 | 2015-01-22 | 지멘스 에너지, 인코포레이티드 | 니켈 베이스 초합금 컴포넌트들의 레이저 첨가제 수리 |
| ITCO20120040A1 (it) * | 2012-09-07 | 2014-03-08 | Nuovo Pignone Srl | Metodo per la riparazione di un componente di turbomacchina |
| US9272369B2 (en) * | 2012-09-12 | 2016-03-01 | Siemens Energy, Inc. | Method for automated superalloy laser cladding with 3D imaging weld path control |
| EP2796237A1 (de) * | 2013-04-25 | 2014-10-29 | Siemens Aktiengesellschaft | Verfahren zur Wiederaufbearbeitung eines metallischen Bauteiles unter Verwendung des heißisostatischen Pressens von dem geschweißten metallischen Bauteil |
| JP2015033717A (ja) * | 2013-08-09 | 2015-02-19 | 三菱重工業株式会社 | 補修方法 |
| US9982684B2 (en) | 2015-08-07 | 2018-05-29 | General Electric Company | Hybrid metal compressor blades |
| JP7005245B2 (ja) * | 2017-09-19 | 2022-01-21 | 三菱重工業株式会社 | 部材の接合方法 |
| RU2676937C1 (ru) * | 2017-10-17 | 2019-01-11 | Акционерное общество "ОДК-Авиадвигатель" | Способ восстановления детали газотурбинного двигателя с тонкостенным элементом |
| JP7270428B2 (ja) * | 2019-03-19 | 2023-05-10 | 三菱重工業株式会社 | 一方向凝固物、タービン動翼及び一方向凝固物の補修方法 |
| KR102586698B1 (ko) * | 2022-12-28 | 2023-10-11 | 한전케이피에스 주식회사 | 가스터빈 회전익 고온 부품을 대상으로 하는 LVPS(Low Vacuum Plasma Spray System) 코팅 시스템 및 이를 제어하는 방법 |
| KR102945168B1 (ko) * | 2025-03-25 | 2026-03-27 | 주식회사 갓테크 | 재생보수 방법 |
-
2000
- 2000-03-28 JP JP2000089073A patent/JP4201954B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001269784A (ja) | 2001-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4201954B2 (ja) | Ni基単結晶超合金からなるガスタービン翼の補修方法およびその装置 | |
| JP4969756B2 (ja) | ニッケル又はコバルトを主成分とする超合金物品を溶接する方法 | |
| JP5887052B2 (ja) | 耐酸化性フィラー材料で単結晶タービンブレード先端部を溶接する方法 | |
| US6355086B2 (en) | Method and apparatus for making components by direct laser processing | |
| JP4094690B2 (ja) | 単結晶ガスタービンエンジン用部品及び単結晶金属製品の補修方法 | |
| CA2343639C (en) | Laser welding superalloy articles | |
| JP4689120B2 (ja) | タービン羽根のエアフォイルを交換する方法 | |
| EP1689553B1 (en) | Methods for repair of single crystal superalloys by laser welding and products thereof | |
| JP4554919B2 (ja) | 高温で溶接を行うための装置及び方法 | |
| US20050178750A1 (en) | Repair of article by laser cladding | |
| US8141769B2 (en) | Process for repairing a component comprising a directional microstructure by setting a temperature gradient during the laser heat action, and a component produced by such a process | |
| JP2003507613A (ja) | タービンエンジン羽根の台板のレーザークラッディング | |
| JP4928916B2 (ja) | ガスタービン高温部品の補修方法およびガスタービン高温部品 | |
| JP2005214197A (ja) | 物品の寸法を修復する方法およびその実施のためのプリフォーム | |
| CN101374629A (zh) | 用于加工孔的方法 | |
| JPH05192785A (ja) | 高強力ニッケル基超合金類の溶接 | |
| EP1361013B1 (en) | A method of welding and repairing superalloy castings | |
| JP2009090371A (ja) | 溶接方法 | |
| CN107841704A (zh) | 激光冲击调控热障涂层过渡层界面结构的表面处理方法 | |
| US10119408B2 (en) | Method for connecting a turbine blade or vane to a turbine disc or a turbine ring | |
| JP2011064077A (ja) | ガスタービン部品およびその補修方法 | |
| JP2010203258A (ja) | 動翼の補修方法 | |
| WO2024094458A1 (en) | Blade repair method of an integrally bladed rotor | |
| JP2015001163A (ja) | 使用済みジェットエンジンに係る部品の補修方法 | |
| JP2001303903A (ja) | ガスタービン翼の補修方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050818 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080229 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080930 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081008 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |