JP4224191B2 - 高温食品加工機器に用いられる一体フライト付きの可撓性複合材及びその製造方法 - Google Patents
高温食品加工機器に用いられる一体フライト付きの可撓性複合材及びその製造方法 Download PDFInfo
- Publication number
- JP4224191B2 JP4224191B2 JP2000208776A JP2000208776A JP4224191B2 JP 4224191 B2 JP4224191 B2 JP 4224191B2 JP 2000208776 A JP2000208776 A JP 2000208776A JP 2000208776 A JP2000208776 A JP 2000208776A JP 4224191 B2 JP4224191 B2 JP 4224191B2
- Authority
- JP
- Japan
- Prior art keywords
- belt
- face
- ribs
- contact
- raised state
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 235000013305 food Nutrition 0.000 title claims abstract description 55
- 239000002131 composite material Substances 0.000 title abstract description 58
- 238000004519 manufacturing process Methods 0.000 title abstract description 19
- 238000012545 processing Methods 0.000 title abstract description 8
- 229920002379 silicone rubber Polymers 0.000 claims abstract description 71
- 239000004945 silicone rubber Substances 0.000 claims abstract description 33
- 230000010006 flight Effects 0.000 claims abstract description 13
- 229920006311 Urethane elastomer Polymers 0.000 claims abstract description 10
- -1 polytetrafluoroethylene Polymers 0.000 claims abstract description 7
- 238000000576 coating method Methods 0.000 claims description 41
- 239000011248 coating agent Substances 0.000 claims description 40
- 239000000463 material Substances 0.000 claims description 27
- 239000012779 reinforcing material Substances 0.000 claims description 24
- 238000010438 heat treatment Methods 0.000 claims description 23
- 235000012180 bread and bread product Nutrition 0.000 claims description 18
- 230000002787 reinforcement Effects 0.000 claims description 15
- 239000003365 glass fiber Substances 0.000 claims description 12
- 230000003014 reinforcing effect Effects 0.000 claims description 8
- 229920001973 fluoroelastomer Polymers 0.000 claims description 7
- 239000004677 Nylon Substances 0.000 claims description 4
- 239000004698 Polyethylene Substances 0.000 claims description 4
- 239000004642 Polyimide Substances 0.000 claims description 4
- 239000004760 aramid Substances 0.000 claims description 4
- 229920003235 aromatic polyamide Polymers 0.000 claims description 4
- 235000008429 bread Nutrition 0.000 claims description 4
- 229920001778 nylon Polymers 0.000 claims description 4
- 229920000728 polyester Polymers 0.000 claims description 4
- 229920000573 polyethylene Polymers 0.000 claims description 4
- 229920001721 polyimide Polymers 0.000 claims description 4
- 229920000098 polyolefin Polymers 0.000 claims description 4
- 230000003993 interaction Effects 0.000 claims 4
- 238000000034 method Methods 0.000 abstract description 25
- 229920001343 polytetrafluoroethylene Polymers 0.000 abstract description 25
- 239000004810 polytetrafluoroethylene Substances 0.000 abstract description 25
- 230000006872 improvement Effects 0.000 abstract description 3
- 229920000642 polymer Polymers 0.000 abstract description 2
- 230000003670 easy-to-clean Effects 0.000 abstract 1
- 239000004944 Liquid Silicone Rubber Substances 0.000 description 38
- 239000000203 mixture Substances 0.000 description 35
- 238000009472 formulation Methods 0.000 description 32
- 238000010411 cooking Methods 0.000 description 28
- 239000011324 bead Substances 0.000 description 18
- 239000004744 fabric Substances 0.000 description 16
- 229920002313 fluoropolymer Polymers 0.000 description 15
- 239000004811 fluoropolymer Substances 0.000 description 13
- 230000000737 periodic effect Effects 0.000 description 11
- 239000007788 liquid Substances 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- 230000003252 repetitive effect Effects 0.000 description 9
- 229920001971 elastomer Polymers 0.000 description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 7
- 239000006185 dispersion Substances 0.000 description 7
- 230000007246 mechanism Effects 0.000 description 7
- 230000033001 locomotion Effects 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000003351 stiffener Substances 0.000 description 4
- 241001631457 Cannula Species 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 239000003112 inhibitor Substances 0.000 description 3
- 238000000059 patterning Methods 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000011231 conductive filler Substances 0.000 description 2
- 238000010924 continuous production Methods 0.000 description 2
- 238000003618 dip coating Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 235000013622 meat product Nutrition 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000007645 offset printing Methods 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 229920005573 silicon-containing polymer Polymers 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 230000002195 synergetic effect Effects 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000004971 Cross linker Substances 0.000 description 1
- 241000287828 Gallus gallus Species 0.000 description 1
- 108010010803 Gelatin Proteins 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- 229920004482 WACKER® Polymers 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 1
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 235000015173 baked goods and baking mixes Nutrition 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000001112 coagulating effect Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 235000005822 corn Nutrition 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 235000021185 dessert Nutrition 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 235000013410 fast food Nutrition 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 235000012779 flatbread Nutrition 0.000 description 1
- 239000004446 fluoropolymer coating Substances 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 229920000159 gelatin Polymers 0.000 description 1
- 235000019322 gelatine Nutrition 0.000 description 1
- 235000011852 gelatine desserts Nutrition 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 235000021056 liquid food Nutrition 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 235000015090 marinades Nutrition 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000006100 radiation absorber Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 238000000518 rheometry Methods 0.000 description 1
- 235000021057 semi-liquid food Nutrition 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 235000015096 spirit Nutrition 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000012756 surface treatment agent Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 235000012184 tortilla Nutrition 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000003039 volatile agent Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J37/00—Baking; Roasting; Grilling; Frying
- A47J37/06—Roasters; Grills; Sandwich grills
- A47J37/08—Bread-toasters
- A47J37/0857—Bread-toasters with bread supports or heating means movable during the toasting operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/14—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length
- B29C39/148—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/14—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length
- B29C39/18—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length incorporating preformed parts or layers, e.g. casting around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D29/00—Producing belts or bands
- B29D29/06—Conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/30—Belts or like endless load-carriers
- B65G15/32—Belts or like endless load-carriers made of rubber or plastics
- B65G15/34—Belts or like endless load-carriers made of rubber or plastics with reinforcing layers, e.g. of fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/30—Belts or like endless load-carriers
- B65G15/32—Belts or like endless load-carriers made of rubber or plastics
- B65G15/42—Belts or like endless load-carriers made of rubber or plastics having ribs, ridges, or other surface projections
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/04—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06N3/047—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds with fluoropolymers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/128—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with silicon polymers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21B—BAKERS' OVENS; MACHINES OR EQUIPMENT FOR BAKING
- A21B1/00—Bakers' ovens
- A21B1/42—Bakers' ovens characterised by the baking surfaces moving during the baking
- A21B1/48—Bakers' ovens characterised by the baking surfaces moving during the baking with surfaces in the form of an endless band
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21B—BAKERS' OVENS; MACHINES OR EQUIPMENT FOR BAKING
- A21B5/00—Baking apparatus for special goods; Other baking apparatus
- A21B5/02—Apparatus for baking hollow articles, waffles, pastry, biscuits, or the like
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J37/00—Baking; Roasting; Grilling; Frying
- A47J37/04—Roasting apparatus with movably-mounted food supports or with movable heating implements; Spits
- A47J37/044—Roasting apparatus with movably-mounted food supports or with movable heating implements; Spits with conveyors moving in a horizontal or an inclined plane
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J37/00—Baking; Roasting; Grilling; Frying
- A47J37/06—Roasters; Grills; Sandwich grills
- A47J37/07—Roasting devices for outdoor use; Barbecues
- A47J37/0704—Roasting devices for outdoor use; Barbecues with horizontal fire box
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
- B29C59/046—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts for layered or coated substantially flat surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/709—Articles shaped in a closed loop, e.g. conveyor belts
- B29L2031/7092—Conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2207/00—Indexing codes relating to constructional details, configuration and additional features of a handling device, e.g. Conveyors
- B65G2207/22—Heat or fire protection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2207/00—Indexing codes relating to constructional details, configuration and additional features of a handling device, e.g. Conveyors
- B65G2207/26—Hygienic features, e.g. easy to sanitize
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49888—Subsequently coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24521—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface
- Y10T428/24554—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface including cellulosic or natural rubber component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/18—Mechanical movements
- Y10T74/18568—Reciprocating or oscillating to or from alternating rotary
- Y10T74/18832—Reciprocating or oscillating to or from alternating rotary including flexible drive connector [e.g., belt, chain, strand, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Food Science & Technology (AREA)
- Dispersion Chemistry (AREA)
- Composite Materials (AREA)
- Belt Conveyors (AREA)
- Laminated Bodies (AREA)
- Manufacturing And Processing Devices For Dough (AREA)
- Electric Stoves And Ranges (AREA)
- Structure Of Belt Conveyors (AREA)
Description
【関連出願の説明】
本願は、35U.S.C.§119(e)の規定に基づき、1999年7月8日に出願された米国仮特許出願第60/142,758号の権益を主張した出願である。
【0002】
【発明の技術分野】
本発明は、滑らかなフェースをもつ可撓性の織物補強シリコン又はフルオロポリマー複合材の新規且つ有用な改良に関する。本発明は又、これら改良された複合材を経済的に製造する方法に関する。本発明の可撓性複合材は、種々の用途、例えばコンベヤベルトの製造に有用である。特に、本発明に従って製造されたコンベヤベルトは、高温食品調理プロセス、例えばクイックサービスのパン焼きに役立つ。
【0003】
【発明の背景】
シリコーンゴム被覆ガラス繊維織物、即ち一種のシリコーンゴム可撓性複合材、及びポリテトラフルオロエチレン(PTFE)被覆及び(又は)積層ガラス繊維織物、即ち一種のフルオロポリマー複合材は、種々の用途のコンベヤベルトに常用されている。これら用途では一般に、300°F(149℃)を越える動作環境中でも可撓性があって熱的に安定な複合材が必要になる。複合材は又、ねばねばしていて粘稠な又は接着性のある材料を離れやすくする低エネルギ表面を備えなければならない。場合によっては、複合材の表面は、高摩擦係数又はコンベヤベルトがこれで支持され、これに押しつけられ、或いはこれで搬送されている物品に横方向の力を伝えることができる他の表面特性又は改質特性を備えることが必要である。
【0004】
コンベヤベルトの構成に用いられるゴムは一般に、比較的高い摩擦係数の材料であると考えられる。しかしながら、シリコーンゴム被覆織物で作られた典型的なコンベヤベルトの表面とコンベヤベルトに接触する物体の表面との間に作用する摩擦係数は、物体を表面上で滑らないようにするには不十分な場合がある。滑りは例えば、コンベヤベルトが物体を傾斜路に沿って運び上げたり降ろしたりするのに用いられるとき、又はコンベヤベルトがコンベヤベルトと別の表面との間で僅かに圧縮された状態の物体をその表面に沿って押すために横方向の力を発揮するのに用いられるときに生じる場合がある。用途によっては、例えば料理の際、コンベヤベルトの表面上に付着している汚れ、グリース、油又は他の汚染要因物が摩擦係数を一段と減少させて滑りの発生を促進する。
【0005】
コンベヤベルト上の物体が滑らないようにするために隆起部、リブ、出張り又は他の突起がコンベヤベルトの表面中に又は表面上に形成され、或いはこれに取り付けられる場合がある。表面に取り付けられた突起をひとまとめに「フライト」という場合があり、このような改良が施されたコンベヤベルトは「フライト付きベルト」と呼ばれる。フライトは、接着剤又は機械的締結具でベルトに取り付けられる、別々に成形され押し出され又は他の方式で形成された構成要素から成り、或いは、かかる構成要素を複合材の表面中に成形するのがよい。後者の作業では、高価で融通性のない成形型又は押型及び機器を使用する必要がある。
【0006】
フライト付きコンベヤベルトは、従来、種々の最終用途で用いられている。しかしながら、従来技術では食品料理用途に用いられるフライト付きコンベヤベルトは知られておらず、かかる食品料理用途では、コンベヤベルトは物体を250°F〜525°F(121℃〜274℃)の範囲にある非常に高い温度の加熱域中を連続的に搬送するのに用いられることになる。これら高い温度では、現在用いられているコンベヤベルトは、料理中の物体に印(傷又は跡)を付けたり、過度に圧縮する傾向があり、料理後の物体に望ましくない外観を与える。
【0007】
例えば、接触型トースター装置、例えば1985年7月23日にダイ・オー・ミラー氏に付与された米国特許第4,530,276号に記載された接触型トースター装置では、金属連結型コンベヤベルトは、食品、例えばロールパンを加熱された状態の熱盤に沿ってこれに押しつけた状態で搬送してロールパンを焼く。ロールパンには加熱状態のベルトにより印が付けられる場合があり、或いはロールパンが熱盤に過度に押しつけられ、その結果、望ましくない外観を呈することになる。料理中、物体に印を付けたり、これを過度に圧縮しないで、物体を効率的に加熱域中を移動させるコンベヤベルトを得ることが望ましい。当該技術分野で利用できる滑らかなシリコン製のフライトの付いていないベルトは、印を付けないようにすることはできるが、特にベルトがグリース及び屑片で汚れると、食品を一貫して且つ高信頼度で加熱状態の熱盤に沿って移動させるのに十分な横方向の力を及ぼさない。その結果、食品は、規定の時間で加熱域を通過せず、その結果、料理後の製品が不均一になる。本発明は、これらの欠点を解決するために発明された。
【0008】
本発明の目的は、一体フライト付き改良型可撓性複合材を提供することにある。本発明のもう一つの目的は、本発明のフライト付きコンベヤベルトを製造する方法を提供することにある。本発明の更にもう一つの目的は、移動する食品のための接触型トースターのコンベヤベルトとして用いられる可撓性複合材を提供することにある。本発明の可撓性複合材は、接触型トースターのコンベヤベルト用カバー又は被覆材としても使用でき、この場合、コンベヤベルト用カバーはチェーンベルトで駆動されてコンベヤベルト用カバーのフライト付きフェースに設けられたリブがチェーンベルトに接触し、チェーンベルト中の水平方向ワイヤ要素に係合してコンベヤベルト用カバーとチェーンベルトとの間の滑りを減少させるようにする。
【0009】
本発明の別の目的は、竪形ロールパン焼き機械のコンベヤベルトとして用いられる可撓性複合材を提供することにあり、この場合、コンベヤベルトは、ロールパン半部のカット又は切れ目の入っていない外面に接触し、横方向の力をロールパンに及ぼして、ロールパンの外面に印や傷を付けないで、ロールパンの切れ目の入っている表面が静止したパン焼き面に沿って摺動するようにする。
【0010】
本発明の更に別の目的は、液体の流れを伴う食品調理機器又は他の装置のコンベヤベルトとして用いられる可撓性複合材を提供することにあり、かかる装置では、コンベヤベルトは、コンベヤベルトのフェースに盛り上げられた状態で設けられていて、取り扱われる食品又は他の物品に接触する多数のリブを有し、かかる場合、隆起した状態のリブは液体の流れを制御し、又はこれを物品とコンベヤベルトとの間に差し向ける。
【0011】
本発明の別の目的は、種々の装置、例えば半導体加工機器のコンベヤベルトとして用いられる可撓性複合材を提供し、この場合、コンベヤベルトは、コンベヤベルト上の物品の間隔又は位置を最高3次元方式で制御し又は定める多数の隆起したリブを有する。
【0012】
本発明の別の目的は、種々の自動機械装置、例えば自動機械式コンベヤ機械のコンベヤベルトとして用いられる可撓性複合材を提供し、この場合、コンベヤベルトは、コンベヤベルトのフェースに盛り上げられた状態で設けられた多数のリブを有し、かかるリブは、物品を組み立て作業中に移動させるのに用いられるコンベヤベルト上の物品を成形し、切断し、形作り、収容し、又は保持する。
【0013】
本発明の別の目的は、建築術的、或いは他の装飾的又は芸術的用途で表面模様形成ベルトとして用いられる可撓性複合材を提供することにあり、この場合、コンベヤベルトは、コンベヤベルトのフェースに盛り上げられた状態で設けられた多数のリブを有し、かかるリブは、成形法、オフセット印刷法又は転写法により建築術的又は装飾的表面模様をかかる用途に用いられる種々の材料に直接又は間接的に与える。
【0014】
本発明の別の目的は、材料製造方法の製造用ベルトとして用いられる可撓性複合材を提供することにあり、この場合、製造用ベルトは、ベルトのフェースに盛り上げられた状態で設けられた多数のリブを有し、かかるリブは、赤外線、マイクロ波、或いは無線周波数放射線の吸収剤又は受容体、又は導電性充填剤を有し、それによりリブを加熱し又はリブに通電してこれらが多種多様な用途、例えばブリスターパッケージに用いられる適当な材料にブランド名を入れたり、マーク付けをしたり、かかる材料を型押ししたり、積層したり、或いは刻印したり又は表面模様付けするのに使用できる。
【0015】
本発明のコンベヤベルトは、高温用途に適しており、種々の複合材で構成でき、かかる複合材としては、織物(又は布)補強シリコーンゴム、ウレタンゴム、又はフルオロポリマーが挙げられ、フルオロポリマーは、フルオロプラスチック(例えば、PTFE)、フルオロエラストマー又はこれらの配合物を含む。かかる可撓性複合材の製造方法は、フライトの形状、高さ及び他の特性を得る上で融通性をもたらす。有利には、料理用途では、本発明のコンベヤベルト及び本発明の方法を用いて複合材で作られたコンベヤベルトは、料理中の物体に均一の時間及び温度を与える手段となる。加うるに、かかるコンベヤベルトは、高温域中を搬送されている物体に甚だしくは印を付けず又は圧縮せず、容易且つ迅速にクリーニングでき、比較的安価に製造できる。
【0016】
【発明の概要】
本発明は、多くの用途に有用な改良型可撓性複合材に関する。特に、可撓性複合材は、フライト付きコンベヤベルトの製造に有用である。本発明の可撓性複合材で作られたコンベヤベルトは、安定であり、例えば食品のような材料を高温加熱装置を通して搬送するのに適している。
【0017】
一実施形態では、可撓性複合材は、2つのフェースを備えた補強材を有し、少なくとも一方のフェースは、そのフェースに盛り上がった状態で設けられた多数のリブを備えた被膜を有する。リブは、規則的パターン、繰り返しパターン、自然にできるパターン、ランダムなパターン、周期的なパターン、又はこれらのパターンの組合せで配置されるのがよい。リブは、複合材の被膜と同一の材料で構成されるのがよい。リブは、複合材のフェースの滑らかな表面上に形成され又は取り付けられる。複合材のフェース及びリブは、種々の材料で作られ、かかる材料としては、シリコーンゴム、ウレタンゴム又はフルオロプラスチック(例えば、PTFE)及びフルオロエラストマー又はその配合物を含むフルオロポリマーが挙げられる。補強材は、種々のタイプの繊維、織物又はフィルムから選択されるのがよく、かかる材料としては、ガラス繊維、ナイロン、ポリエステル、アラミド、好ましくは、グラスファイバー、ポリエチレン、ポリオレフィン、ポリイミド又はこれらのフィルムが挙げられる。
【0018】
これらの目的及び他の目的は、図面の簡単な説明及び以下の説明から明らかになろう。
【0019】
【実施形態の詳細な説明】
本発明は、多くの用途に役立つフライト付き可撓性複合材料を提供する。特に本発明は、少なくとも1つのフェース上に被膜を備えた補強材を有する可撓性複合材料を提供し、多数のリブが、規則的なパターン、繰り返しパターン、自然にできるパターン、ランダムなパターン、周期的なパターンをなして被覆されたフェースの上に盛り上げられた状態で設けられている。本発明のフライト付き可撓性複合材は、コンベヤベルトを製造するのに特に有用である。本発明のフライト付きコンベヤベルトは、約300°F〜525°F(約149℃〜274℃)の範囲で短い期間、例えば30秒未満のサイクルで行われる高温食品加工と関連して食品業界で用いることができ、この場合、性能はそれほど変わることはない。例えば、本発明の一実施形態では、コンベヤベルトは、短時間であれば最高450°F(約232℃)の温度に耐えることができるフライト付き織物強化シリコーンゴム複合材で作られている。別の実施形態では、フライト付きコンベヤベルトは、短時間であれば最高525°F(274℃)の温度に耐えることができるPTFE複合材で作られている。フライト付きコンベヤベルトは又、ウレタンゴムの健全性を損なわない温度を取り扱う用途ではウレタンゴムで作ることができる。
【0020】
本発明の可撓性複合材は、少なくとも1つのフェース上に被膜を備えた補強材及び補強材の被覆フェースの上に盛り上げられた状態で設けられた多数のリブを有する。多数のリブは好ましくは、複合材の直線1フィート(0.3m)当たり2個以上のリブを有し、これらリブは、複合材の1フィート(0.3m)当たり、実用的及び作用的観点から見て所与の用途に見合うほど多くのリブから成るのがよい。しかしながら、直線1フィート(0.3m)当たりのリブの数は、これらの向き及び形態(直線1フィート(0.3m)当たりのリブの密度及びリブの形状及び高さ)と同様に特定用途向きである。可撓性複合材の補強材の被覆フェース上に盛り上げられた状態で設けられた多数のリブは、規則的なパターン、繰り返しパターン、自然にできるパターン、ランダムなパターン又は周期的なパターンで差し向けられるのがよい。規則的なパターンとしては、特定用途に用いられる通常又は標準のパターンが挙げられるが、これには限定されない。繰り返しパターンとしては、リブの形状、寸法、形式または目的が同一であるにせよ異なるにせよいずれにしても、リブの繰り返す任意のパターンが挙げられるが、これには限定されない。繰り返しパターンとしては、ベルトの周りに一続きのものとして繰り返される寸法及び形状が異なるリブの集まりが挙げられる。自然にできるパターンとしては、リブが生産工程の通常の経路から得られる任意のパターンが挙げられるが、これには限定されない。ランダムなパターンとしては、本明細書に記載するような規則的なパターン、繰り返しパターン、自然にできるパターン又は周期的なパターンではないパターンが上げられる。周期的なパターンとしては、リブの円形又は螺旋形の形態を含むパターン又は再び戻ってきて再び始まる任意のパターンが挙げられるが、これには限定されない。
【0021】
本発明の一実施形態によれば、表面に多数の長手方向に隆起した互いに平行なリブを支持する補強シリコーンゴム複合材の連続ウェブが、浸漬被覆、計量及び(又は)をぬぐい取り、アップリケ法及び熱硬化方法によって作られる。リブは互いに平行であって全体としてウェブの長手方向と平行である。リブは真っ直ぐであってもよく、又は規則的なパターン、繰り返しパターン、自然にできるパターン、ランダムなパターン又は周期的なパターン、例えば「S形」曲線、正弦波、ジグザグをつないだパターンをなしたものであってもよい。リブは連続であっても不連続であってもよく、即ち、破線又は点線に似たものであってよい。リブは又、ウェブの片方のフェース又は両方のフェース上に位置してもよく、その一方のフェース上のリブによって形成されるパターンは、他方のフェースのパターンと同一であっても、これとは異なっていてもよい。
【0022】
本発明に用いられる補強材は、ガラス繊維、ナイロン、ポリエステル、アラミド、ポリエチレン、ポリオレフィン、ポリイミド、又は可撓性複合材の最終用途及びこれが用いられる動作温度に適した他の繊維又はフィルムであるのがよい。
【0023】
本発明の一方法では、フライト付き可撓性複合材は連続法で製造され、かかる方法では、補強材をロールから巻きだし、プラチナの触媒作用を利用していてアダクトキュアー(addition cure )であり、しかも無溶剤の制御された量の液体シリコーンゴム(liquid silicone rubber: LSR)配合物で含浸すると共に(或いは)被覆する。LSR配合物の粘度は、例えば10,000〜1,000,000センチポアズ(10〜1000Pa・s)、好ましくは、10,000〜100,000センチポアズ(10〜100Pa・s)である。本発明に用いられるLSR配合物は代表的には、市販の2つの成分系、例えば、特定の割合、代表的には1:1又は10:1の割合で混合されたA成分とB成分で構成される。各成分は代表的には、ビニルを末端基とするポリジメチルシロキサンポリマーを含み、補強充填剤及び(又は)増量充填剤としてヒュームドシリカを含むのがよい。代表的には、一方の成分、例えばA成分は、触媒を含み、他方の成分、例えばB成分は、架橋剤及びLSR配合物が硬化して固体ゴムの状態になることができるようにするために加熱によって除去される抑制剤を有する。LSR配合物は、顔料及び(又は)他の添加物を更に有するのがよい。
【0024】
本発明の方法の被覆工程では、2つのフェースを有する補強材を代表的には遊びローラの周りに引っ張ってLSR配合物の浴中に浸漬させる。かくして、補強材を含浸させると共に(或いは)被覆してウェブを形成する。含浸及び被覆状態の補強材を次にワイパー中に引き入れる。被覆工程で用いられるワイパーは、ワイパーブレード、ワイパーバー又は計量ロッドであるのがよく、浴中でピックアップされた余分の配合物を除去して所望量がウェブ上に残るように構成されると共に(或いは)調整される。
【0025】
一連の真っ直ぐで互いに平行な長手方向リブが望まれる場合、補強材のフェース上のLSR配合物を計量するのに用いられるワイパーに一連の溝又は切欠きを設けるのがよく、これらは所望のリブの数、間隔及び寸法に一致している。このように形成されたリブの最終的な横断面形状は、幾つかの要因、即ちワイパーの溝の形状及び寸法、LSR配合物のレオロジー及びウェブの速度又は補強材の引上げ速度又はウェブの生産速度によって制御されることになる。
一連の互いに平行な波形又はジグザグ形のリブをフェース上に設けることが望ましい場合、所望のリブの数、間隔及び寸法に位置した一連の溝又は切欠きを備えた第2の往復動ワイパーを用いると、ウェブがワイパーを通過する際にLSR配合物の付着を再分配して所望のリブパターンを生じさせることができる。往復動のやり方によっては、得られる周期的パターンのタイプが定まることになる。例えば、一定の速度で回転する通常のクランクによって駆動されるワイパーは、正弦波形を生じさせ、例えばダッシュポットに作用する空気圧シリンダーによって一定の直線速度で前後に駆動されるワイパーは、ジグザグ形のパターン等を生じさせる。完成品中の繰り返しパターンの頻度は、往復動作の頻度とウェブ速度との関係によって制御できる。繰り返しパターンの振幅は、往復動機構のストロークによって制御できる。
【0026】
このように被覆されたウェブは、ウェブをオーブン又は他の加熱装置に通し、被膜の温度を抑制剤を追い払い又は分解するのに十分な温度まで上昇させ、それによりLSR配合物が硬化して固体ゴムになることができるようにすることにより完成する。
【0027】
本発明の別の実施形態では、本発明のフライト付き可撓性複合材は2つの作業から成る方法で製造することもできる。この2つの作業から成る方法は、上述の方法と類似しているが、異なる点は、シリコーンゴムの滑らかな被膜が第1の作業でウェブの一方のフェースを又は両方のフェースで補強材に被着され、第2の作業で互いに平行なリブのパターンが、ウェブの一方のフェース又は両方のフェースの被膜に被着される。2つの作業から成る方法では、第2の作業でリブを形成するために用いられるLSR配合物は、第1の作業でウェブのフェースを被覆するのに用いられるLSR配合物と同一であってもよく、これとは異なっていてもよい。ただし、2つの配合物が互いに相性がよく、リブが適当にフェース上の被膜に付着することを条件とする。リブは、被膜よりも軟質又は硬質のゴムで構成できる。リブは又、これらの横断面形状を一層よく制御できるように被膜のLSR配合物よりも粘度の高いLSR配合物で作られるのがよい。ウェブは、そのフェース上の被膜とは異なる顔料で着色されたものであるのがよい。リブは、他の多くの点において、意図した用途又は必要な原料の加工特性に基づく要望に応じて被膜とは異なるものであってよい。
【0028】
本発明の別の実施形態では、ウェブは又、上述したように浸漬及びぬぐい取りを行うのではなく、アプリケータによってLSR配合物で含浸及び(又は)被覆したものであってもよい。また、一作業から成る方法と2つの作業から成る方法の両方において、リブを形成するLSR配合物を、所望のリブの数、間隔、寸法及び形状に位置した一連の開口部又はノズルを備えたアプリケータ、ダイス又はマニホルドによって被着させることによりリブを形成することができる。
【0029】
一連の真っ直ぐで互いに平行なリブの形成が望ましい場合、アプリケータ、ダイス又はマニホルドは、ウェブがアプリケータ、ダイス又はマニホルドを通過しているとき静止状態であり、それにより所望のパターンが得られる。互いに平行な波形又はジグザグ形のリブをフェース上に設けることが必要であれば、アプリケータ、ダイス又はマニホルド全体をLSR配合物を被着しているときに移動中のウェブのフェースを横切って前後に移動させる。リブを形成するLSR配合物をこのように被膜を被着させる作業と同一の作業で被着させるのがよく、この場合、両方の被着物を同時に硬化させても又は別々の作業で硬化させてもよい。幾分手の込んだ手法が必要であるが、LSR配合物を被着させてリブを形成するためのアプリケータ、ダイス又はマニホルドを使用すると利点が得られる。アプリケータ、ダイス又はマニホルドへのLSR配合物の供給を調整することにより、破線又は点線に似た不連続のリブ又は厚さ又は重さが周期的に変化するリブを製造できる。一作業から成る方法では、リブを形成するのに用いられるLSR配合物は被膜とは異なる顔料で着色できる。このアプリケータを利用する方法に用いられるLSR配合物は、浸漬又はぬぐい取り法に用いることができるLSR配合物よりも高い粘度を有することができ、それによりリブの形状を主としてアプリケータ、ダイス又はマニホルドの開口部の形状により制御できる。
【0030】
本発明の別の実施形態によれば、表面に一連の長手方向の互いに平行な隆起したリブを備えた補強フルオロポリマー複合材の連続ウェブが、浸漬被覆法、計量法及び(又は)ぬぐい取り法、アップリケ法及び熱硬化方法により作られる。リブは、互いに平行であり、全体としてウェブの長手方向寸法と平行である。リブは、真っ直ぐであってもよく、又は規則的なパターン、繰り返しパターン、自然にできるパターン、ランダムなパターン又は周期的なパターン、例えば「S形」曲線、正弦波、ジグザグをつないだパターンをなしたものであってもよい。リブは連続であっても不連続であってもよく、即ち、破線又は点線に似たものであってよい。リブは又、ウェブの片方のフェース又は両方のフェース上に位置してもよく、その一方のフェース上のリブによって形成されるパターンは、他方のフェースパターンと同一であっても、これとは異なっていてもよい。
【0031】
この実施形態では、フライト付き可撓性複合材は連続法で作られ、かかる方法では、補強材をロールから引き出し、補強材を所望のフルオロポリマーを含む水性分散系又はラテックス中に浸漬することにより未溶融フルオロポリマーで被覆する。ぬぐい取り又は計量により余分の分散液を除去し、乾燥させて水を除去する。最後に、例えばエフェンバーガー氏等に付与された米国特許第5,141,800号に記載されている当業者には周知のPTFE被覆及び(又は)積層補強複合材の製造技術を用いてウェブを加熱し、それにより界面活性剤の大部分を除去する。代表的には、フルオロポリマー被覆作業を数回繰り返し行う。その目的は、所望量のフルオロポリマーを塗布することにある。好ましい実施形態では、被覆状態のウェブの少なくとも外面に塗布されたフルオロポリマーは、米国特許第5,141,800号に記載されているような熱により活性化する感圧接着剤として作用できる未溶融のPTFEから成る。
【0032】
今や未溶融のフルオロポリマーで被覆された補強材から成るウェブを次にローラ相互間のニップに通し、ローラのうち少なくとも一方は、ゴム又は他の可撓性材料で被覆されている。未溶融の押し出されたPTFEのビードを一又は複数の流れをなしてニップに供給する。これと同様に、シリカビードを一又は複数の流れをなしてニップに供給するのがよい。ビードの流れの数は、所望のリブの数に一致する。使用されるビードの直径は、約1/32インチ〜約1/2インチ(約0.794mm〜約12.7mm)、好ましくは約1/32インチ〜約1/8インチ(約0.794mm〜約3.18mm)である。供給されるビードの流れの位置は、一ユニット(「案内ユニット」)の状態でひとまとめに判断される多数のガイドにより制御される。ビードの流れは、所望のリブのパターンに一致して連続であっても不連続であってもよい。
【0033】
一連の真っ直ぐで互いに平行な長手方向リブが望まれる場合、案内ユニットには所望のリブの数及び間隔と一致した一連の個々のガイドが組み込まれることになろう。ニップにより及ぼされる圧力を受けると、ウェブの表面上の未溶融のPTFEビードとフルオロポリマーは、米国特許第5,141,800号に記載されているように互いにくっつきあい、それによりPTFEビードをその表面に接合する。なお、かかる米国特許の内容を本明細書の一部を形成するものとしてここに引用する。シリカビードを用いる場合でも、ウェブの表面上のシリカビードとフルオロポリマーは、ニップにより及ぼされる圧力を受けて互いにくっつきあう。このようにして形成されるリブの最終横断面形状は、幾つかの要因、即ち使用されるビードの断面形状及び寸法、ビードの密度、ビードが案内ユニットに供給されるときにビードに加わる張力、一又は複数のニップローラに施される可撓性被覆材の特性、この法補に用いられるウェブ速度によって制御されることになる。
一連の互いに平行な波形又はジグザグ形のリブを得ることが望ましい場合、ウェブが案内ユニットを通過する際に案内ユニットを前後に動かすと所望の周期的パターンを作ることができる。往復動のやり方によっては、得られる周期的パターンのタイプが定まることになる。例えば、一定の速度で回転する通常のクランクによって駆動される案内ユニットは、正弦波形を生じさせ、例えばダッシュポットに作用する空気圧シリンダーによって一定の直線速度で前後に駆動される案内ユニットは、ジグザグ形のパターン等を生じさせる。完成品中の繰り返しパターンの頻度は、往復動作の頻度とウェブ速度との関係によって制御できる。繰り返しパターンの振幅は、往復動機構のストロークによって制御できる。
【0034】
このように塗布されたリブを備えるウェブをオーブン又は他の加熱装置に通し、被膜及びリブの温度をフルオロポリマーを溶融させるのに十分な温度まで上昇させる。
【0035】
本発明によれば、ウェブは完成すると、このウェブの長手方向寸法に垂直に切れ目を入れて元々のベルトを所要のベルトの幅に一致した長さに裁断することにより、製造された状態の元々のウェブの幅よりも短い長さのコンベヤベルトにすることができる。ベルトをこのようにして製造すると、製造されたウェブの長手方向寸法に平行なリブのパターンの長手方向は、コンベヤベルトの長手方向(ベルトの「流れ方向」と呼ばれることがある)寸法に対して横方向又は垂直方向になる。この場合も、リブは、真っ直ぐであって互いに平行であり、或る周期的パターンを呈するか、或いは本明細書に記載している他の幾つかのパターンを呈する。当然のことながら、任意の実用長さのものであって、製造された状態のウェブの幅までの幅のベルトも又、ウェブを所望のウェブの長さ及び幅に裁断することによって製造できる。両方の場合、ベルトは,必要に応じて締めひも、フラップ、縁補強材、案内ハードウエア等を取り付けることにより完成される。
【0036】
本発明の一体フライト付きベルトは、食品、例えばパン製品がトースター又はグリルを用いて連続的にパン焼きする作業中に加熱された料理面、例えば焼き盤又はグリルに沿って摺動する。例えば、接触型トースターでは、食品を料理面に沿って摺動させるための横方向力は、いわゆるチェーンベルト又はリンクベルトコンベヤ(例えば、米国特許第4,530,276号を参照されたい)によって得ることができる。これらチェーンベルトは、水平方向のワイヤを有している。水平方向ワイヤの長手方向寸法は、ベルトが移動している方向と垂直であり、水平方向のワイヤは、料理面と平行な平面内で移動する。ベルト経路と料理面との間の距離は、食品を僅かに圧縮するよう調整され、水平方向ワイヤが食品を料理面に沿って移動させる横方向力を発揮できる。比較的小径のワイヤにより及ぼされる局所的な圧力は、食品に恒久的な印を付けたままにするのに十分である場合が多く、これは場合によっては望ましくない。チェーンベルトは本質的にオープン構成のものであり、従って、熱を食品中に保持することはできず、食品が温かい状態で提供されるような場合、この熱の損失も又、望ましくない。
【0037】
これらの欠点及び他の欠点は、本発明のフライト付き複合材をコンベヤベルト用カバー又は金属リンク型コンベヤベルトを覆う外側ベルトとして用いることにより解決される。本発明の可撓性複合材のフライト及び表面特性により、コンベヤベルト用カバーは、食品を料理面に沿って移動させるのに十分な横方向力を及ぼすことができる。食品に加えられる通常の力は、食品に印を付けず、或いはこれを損傷させないほど小さく且つ十分に分散状態にある。ベルトが連続していることとその熱的特性との相乗作用により熱が食品に均一に与えられ、これらを提供温度まで温める。
【0038】
単にカバーとしてではなく主コンベヤとして単独で使用され、或いはチェーンベルト、リンク型のベルト又は他のベルトと連携して用いられる本発明のベルトが適当に設計された食品加工機器において上記機能をそのまま十分発揮することも明らかである。
【0039】
さらに、本発明の一体フライト付きベルトにより、液体の流れが生じる場合のある連続料理又はグリル焼き作業中に加熱された料理面に沿って、或いはこの上又は下を摺動する食品、例えば肉製品を料理する際に液体の流れの制御が可能になる。例えば、連続グリル焼き又はブロイラー焼き機械では、本発明の一体フライト付きベルトは、液体をリブにより得られる空間内でベルトと食品との間で食品の下に差し向けるのに役立つ。このように、液体、例えば肉製品又はマリネードからの肉汁又は油の流れを制御して食品から流し去り又は排出することができる。
【0040】
本発明の一体フライトの隆起したリブは又、本発明のベルト上の物品(食品を含む)の間隔及び位置を調節するようになっている。本発明のベルト上の物品の垂直方向における間隔は、リブの高さにより調節でき、ベルトの2つの水平方向寸法(一つは、ベルトの長さに沿った寸法であり、もう一つは、ベルトの幅に沿った寸法である)の位置は、リブを巧妙に配置することにより調節できる。例えば、料理の際、ベルト上の食品をベルトのフェースの上に且つこれと直に接触させず、隆起したリブとだけ接触した状態に保つことが望ましい場合がある。このように、料理加減、排出物又は液体の流れの量、及びマーク付けの加減(もしあれば)をリブの高さで調節できる。さらに、リブが犠牲的に利用される摩耗ストリップとして耐久性のある充填剤を含む状態で滑り台上のベルトの間隔を維持することが望ましい場合があり、従って加熱用又は冷却用流体をベルトの下に導入できるようになる。2つの水平方向において、ベルト上の一点を通る物品の数又は量を割り出し又は探り出すことが望ましい場合があり、或いは通過する幾つかの又は全ての物品を計数できることが望ましい場合がある。溝付き又は案内パターンのリブを含む本発明のフライト付きベルトを用いることにより、物品を、次に或る割出し又は探出し手段により割り出し又は探り出すことができるベルト上の或る決まった位置に差し向けることができる。
【0041】
本発明の液体の流れの間隔、位置及び制御の有益な特性は、食品調理を含まない用途にも利用できるようになっている。例えば、コンピュータ又は電子機器の製造にあたり、種々の素子、例えば回路基板の製造における加工段階で物品、例えば半導体又はその部品を垂直方向に間隔を置いて配置し、又は水平方向に位置決めすることが望ましい場合がある。
【0042】
本発明の可撓性複合材の更に別の用途は、コンベヤベルトとしての使用であり、この場合、隆起したリブは、コンベヤベルト上の物品を成形し、切断し、形作り、収容し、又は保持するようパターン付けされる。食品調理用途では、かかるベルトは円形パターンのリブを有するのがよく、例えば生パン又は練り粉を平べったいトウモロコシパン(tortilla)又はフラットブレッド(flatbread )等に向いた所望の形状及び大きさに成形して切断し、或いは、液体又は半液体状の食品、例えばファーストフード又はデザート用の卵混合物又はゼラチンを成形して収容し又は保持するのに使用できる。非食品調理用途では、フライト付きベルトは、ばら材料、例えば粉体又は小さな部品を収容するよう設計されたパターンのリブを有するのがよい。
【0043】
本発明の可撓性複合材は更に、建築術的、或いは他の装飾的又は芸術的用途で表面模様形成ベルトとして使用でき、この場合、コンベヤベルトは、コンベヤベルトのフェースに盛り上げられた状態で設けられた多数のリブを有し、かかるリブは、成形法、オフセット印刷法又は転写法により建築術的又は装飾的表面模様を、建築術的又は装飾的分野で用いられる種々の材料に直接又は間接的に与える。
【0044】
本発明の可撓性複合材は更に、材料製造方法の製造用ベルトとして使用でき、この場合、製造用ベルトは、ベルトのフェースに盛り上げられた状態で設けられた多数のリブを有し、かかるリブは、赤外線、マイクロ波、或いは無線周波数放射線の吸収剤又は受容体、又は導電性充填剤を有し、それによりリブを加熱し又はリブに通電してこれらが多種多様な用途、例えばブリスターパッケージに用いられる適当な材料にブランド名を入れたり、マーク付けをしたり、かかる材料を型押ししたり、積層したり、或いは刻印したり又は表面模様付けするのに使用できる。
【0045】
図1〜図4は、本発明の幾つかの特徴を示している。
【0046】
図1は、一体フライトを備えたシリコーンゴム被覆ウェブを製造する際に用いられる計量ぬぐい取り装置の端面図を示している。ガラス織物のウェブ1が、液体シリコーンゴム(LSR)のリザーバ2を通って引き出される。今や余分の未硬化LSR3で被覆されたウェブが、リザーバから出て、滑らかな鋼製ワイパーバー4と円周方向に溝の付いたワイパーバー5との間で引き出され、円周方向溝の寸法、数及び間隔は、図面で見て右側の製品のフェース上に設けられるのが望ましいまっすぐで互いに平行なリブの寸法、数及び間隔に一致している。ワイパーバーは上端部が、隙間ゲージ用鋼材で作られたスペーサ(図示せず)にしっかりと圧着され、ワイパー相互間に所望の隙間を維持する。今や図面で見て右側のフェース6上に真っ直ぐで互いに平行なLSRのリブを担持するとともに図面で見て左側のフェース7上に計量された一様なLSRの被膜を担持したウェブが、切欠きの付いた二次ワイパーブレード8を越えて引き出され、このワイパーブレード8は、図面で見て左側の製品のフェースに接触し、図面に垂直な軸線においてこのフェースを横切って紙面に垂直に振動し、この表面上のLSRの層を再分配し、互いに平行な波形リブ9の繰り返しパターンを形成する。ワイパーブレードの切欠きの寸法、数及び間隔は、互いに平行な波形リブの所望の寸法、数及び間隔に一致している。振動のやり方により、作られる波形部分の基本的性質が定まる。繰り返しパターンの頻度は、繰り返し動作の頻度とリブの速度との関係によって制御されることになる。繰り返しパターンの振幅が、往復動機構のストロークによって制御されることになる。今や未硬化のLSRで被覆され、所望に応じて計量されてパターン付けされたウェブは、硬化されるべき上方のタワーオーブン(図示せず)に入る。
【0047】
図2は、波形パターンが作られるのが望ましい製品のフェースに接触する切欠き付きワイパーブレード9を示している。切欠き10は、波形ウェブの所望の寸法及び間隔と一致して寸法決めされると共に間隔を置いている。ウェブ11が、矢印12の方向にワイパーを通過するとともに切欠き付きワイパーがウェブの方向に垂直に前後して移動すると、波形ウェブ13のパターンが作られる。円周方向に溝の付いた計量バーによって形成されたウェブのフェース(図面には示されていない)に設けられた真っ直ぐで互いに平行なリブが、点線14で示されている。
【0048】
図3は、本発明の一体フライト付きのシリコーンゴムベルトを用いることにより性能が高められるタイプの食品加工機器の断面図である。この機器では、各種食品、例えばパン製品が、連続パン焼き又は調理作業で加熱された調理面15に沿って摺動する。食品を調理面に沿って摺動させる横方向の力は、回転スプロケット18によって駆動されるチェーンベルト17を覆う本発明のシリコーンゴムベルト16によって得られる。チェーンベルトは、長いほうの寸法が移動中のベルトの方向に垂直な水平方向のワイヤ19を有し、かかるワイヤは、シリコーンゴムベルトの内側側部上の互いに平行でまっすぐなリブ20に係合して滑りを防止する。ベルト経路と料理面との間の距離は、食品を僅かに圧縮するよう調節される。シリコーンゴムの波形リブと表面特性により、ベルトは食品を矢印21によって指示される方向に調理面に沿って移動させるのに十分な横方向の力を及ぼし、しかも、加えられる圧縮力は、食品に印がついたり傷がつかないように十分な小さく且つ十分に分散状態にある。ベルトが連続していることとその熱的特性との相乗作用により熱が食品中に保持され、食品が給仕又は提供温度まで温められる。
【0049】
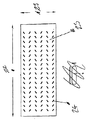
図4は、実験例5に記載されているように製造されたウェブから裁断又は切断された調理用ベルトブランクを示している。ベルトの長い方の寸法22は、被覆されたウェブの長い方の方向又は流れ方向23に垂直である。ベルトのフェースに設けられたクリート24は、ベルトの見えないほうのフェースに設けられた正反対に位置する本質的に同一のクリートである。クリートの頂部は、滑らかな背景面25よりも約0.020インチ〜0.050インチ(約0.508mm〜1.27mm)上のところに位置している。
【0050】
以下の実験例は、例示であって本発明を限定するものではない。当業者であれば、本発明の精神及び範囲から逸脱することなく本明細書に記載した方法及びフライト付き可撓性複合材の種々の設計変更例を想到できよう。
【0051】
実験例1
サイズ剤の大部分がカラメル化(210表面処理剤)によって除去された幅38インチ(0.97m)、6オンス/平方ヤード(osy)(0.2kg/m 2 )のガラス繊維織物(工業形式番号7628)のロールを、それぞれが50重量部のWacker Silicones Elastosil(登録商標)LR6289A及びLR6289Bと、約35%酸化鉄及び約65%のビニルを末端基とするシリコーンポリマーから成る約12重量部の赤色酸化鉄マスターバッチ(親練り)とで構成されるLSR配合物の浴中を毎分約4〜6フィート(約1.2〜1.8m)の速度で引き出すことにより被覆する。LSR配合物の全ての成分は、製造業者により、食品接触用途向きのゴム製品についてU.F.R.§177, 2600の要件を満足することが証明された。配合物の粘度は、約50,000センチポアズ(約50Pa・s)である。
【0052】
含浸及び被覆状態のウェブが浴から出ると、過剰の配合物を、ウェブを互いに約0.015インチ(約0.381mm)間隔を置いて配置された2つの円筒形ワイパーバー相互間で引き出すことにより除去する。一方のバーは滑らかであり、他方のバーは、幅が0.125インチ(3.175mm)、深さが0.125インチ(3.175 mm )、中心間距離が1インチ(25.4mm)の一定間隔を置いていて円周方向に向けられた溝を有している。ウェブをこれらバー相互間で引き出して過剰の材料を除去すると、滑らかなバーによって滑らかな表面が片方のフェース上に作られ、溝付きのバーにより、滑らかな表面が互いに平行な長手方向のリブで壊された状態が反対側のフェース上に生じる。次に、ウェブを、約350°F(約177℃)の空気が供給されるタワーオーブンに通してLSR配合物を、抑制剤を除去してこれを硬化させることができるのに十分加熱する。完成した材料の重さは、約16osy(約0.54kg/m 2 )である。滑らかな領域の厚さは、約0.012インチ(約0.3048mm)である。フェース上のリブは、横断面がレンズ形であり、これらは、滑らかな表面上に約0.025インチ(約0.635mm)の高さで立っており、基部のところの幅は約0.2インチ(約5.08mm)である。
【0053】
実験例2
6osy(0.20kg/m 2 )のガラス繊維織物のロールを実験例1に記載したように被覆する。含浸及び被覆状態のウェブが浴から出た後、過剰の配合物を、ウェブを2つの円筒形ワイパーバー、即ち1つは滑らかであり1つは一定間隔で差し向けられた溝を備えたワイパーバー相互間に引き出すことによりもう一度除去する。再び、ウェブをこれらバー相互間で引き出すと、滑らかなバーによって滑らかな表面が作られ、溝付きのバーにより、滑らかな表面が長手方向のリブで破壊された状態になる。
【0054】
しかしながら、この実験例では、滑らかなフェース上の濡れた状態のLSR配合物は、以下に説明するように硬化オーブンに入る前に二次的ぬぐい取り作用を受ける。ぬぐい取りエッジ(又は真っ直ぐなぬぐい取りエッジ)に設けられていて(又は真っ直ぐな)、幅が約0.0625インチ(約1.59 mm )、深さが0.0625インチ(1.59 mm )、中心間距離が約1.5インチ(38.1mm)の切欠きを備えたワイパーブレードを、滑らかなワイパーバーとオーブン入口との間の領域でウェブに軽く接触するよう位置決めする。このブレードの取付けは、ブレードがウェブの長手方向寸法に垂直な平面内でウェブの面を横切って前後に自由に摺動することができるように構成される。被覆状態のウェブをブレードを越えて引き出しているときにブレードをブレードに連結された単純なクランク機構によって前後に駆動する。表面上のLSR配合物の滑らかな層は、かくして再分配され、一連の互いに平行な正弦波形状のリブを形成する。
【0055】
次にウェブをタワーオーブンを通して引き出して硬化させる。完成した材料の重さは、約16osy(約0.54kg/m 2 )である。滑らかな領域の厚さは、約0.010インチ(約0.254mm)である。フェース上のリブは、実験例1に記載したリブと類似している。反対側のフェースは、全体としてウェブの長手方向に延びる一連の互いに平行な正弦波形のリブを担持している。ウェブの速度及び二次ワイパーを駆動するのに用いられるクランク機構の毎分の回転数とストロークの結果として、正弦波パターンの周期は、約4.5インチ(約114.3 mm )であり、ピークツーピーク振幅は、1.5インチ(38.1 mm )である。
【0056】
実験例3
ワイヤベルト上に用いられ、食品、例えばロールパンに接触し、これらを大容量レストラン用トースター内の加熱された熱盤の表面に沿って摺動させるのに用いられるコンベヤベルト用カバーは、以下に説明するように実験例2で得られる材料から構成される。完成された材料の長手方向寸法に垂直に切れ目を入れて、所望のベルトの幅に一致した長さの材料をウェブから切断する。完成品としてのベルトの幅が約11インチ(約27.94cm)、長さが約33インチ(83.82cm)である場合、幅38インチ(96.52cm)のウェブから切断される長さは、11インチ(27.94 cm )である。被覆直後のウェブの長手方向の互いに平行で真っ直ぐなリブは今や、構成されるべきベルトの長手方向寸法に垂直である。同様に、正弦波形状のリブもまた、ベルトの長手方向に全体として垂直な線に沿って延びている。次に、部分品を33インチ(83.82 cm )に切断し、適当な補強材、デース及びフラップを幅の狭い端部に取り付けることによりベルトを完成させる。
【0057】
トースター内では、ロールに接触する正弦波形状のリブは、ロールを、類似した材料で作られたフェースの滑らかなベルトよりも滑りの少ない状態で駆動することが分かる。正弦波形状のリブ付きベルトとフェースの滑らかなベルトとの有効性における差は、時間の経過につれて一層明らかになる。というのは、パン焼き工程で生じた揮発物が、ウェブ上に付着して堆積し続け、ジアズ(giaze )を形成するからである。正弦波形状のリブ付きベルトは、最小限の保守で12週間の使用後であっても有効にロールパンを摺動し続け、これに対し類似しているがフェースの滑らかなベルトは、使用後約3週間で滑りを生じ始める。さらに、ベルトの反対側のフェース上の横方向リブは、ワイヤベルトの横方向ワイヤに係合し、フェースの滑らかなベルトで生じる場合のある滑りを無くす。
【0058】
実験例4
生機表面処理剤が施された6osy(0.2kg/m 2 )ガラス繊維織物(工業形式番号7628)のサンプルを、水性PTFE分散液の浴を通って繰り返し引き出し、ぬぐい取り装置に通して過剰のPTFE分散液を除去し、2つの区域を有するタワーオーブンに通すことにより未焼結PTFEで被覆する。なお、このタワーオーブンは、第1の帯域内では、分散液を300°F(149℃)で乾燥させ、第2の帯域内では、付着したPTFE樹脂を加熱して界面活性剤及び他の添加剤を590°F(310℃)で除去し、樹脂層を圧密化する。作業を何度か繰り返すと、約40重量%のPTFEで構成された重量が約10osy(約0.3kg/m 2 )の耐久性のある未溶融のPTEF被覆ガラス織物が得られる。
【0059】
直径が約0.050インチ(約1.27 mm )、比重が1.54の未溶融低密度PTFEのビードを調製するには、約18.5重量%の精製ミネラルスピリット(EXXON Isopar(登録商標)G)と混合した凝固分散性PTFE樹脂からなるペーストを、直径が0.050インチ(1.27 mm )の円形ダイスを通して押し出し、押出物を乾燥させてミネラルスピリットを除去する。樹脂は、ICI・AD310PTFE分散液からのものであり、機械的に分散液を凝固させることにより得られる。押出機のバレル温度は約125°F(51.67℃)であり、押出圧力は約15〜18kpsi(約1.0×10 8 〜1.2×10 8 Pa)の範囲にあり、押出速度は、毎分10〜17インチ(25.4〜43.18cm)の範囲で様々である。
【0060】
織物及びビードを70ジュロメータ(ショワAスケール)のゴムで被覆されたローラ及び鋼製ローラとの間の室温密封中に引き込む直前に、何本かの低密度押出PTFEビードを相互間隔が1.5インチ(38.1mm)の案内を通して未焼結のPTFE被覆ガラス織物の移動表面に供給する。ビードが供給される織物の面は、ゴム被覆ロールに向いている。ニップから出たウェブは、シートの状態に切断され、これらシートは個々にその構造体のPTFE構成要素を焼結させるのに適したオーブン内に配置する。オーブンから取り出すと、ほぼ半円形の透明なPTFEリブは、複合材の焼結PTFEフェースに十分に付着していることが判明した。
【0061】
この実験例に用いられた材料を用いて熱能力がPTFEと同程度に高いジョイントを作るためにPTFEを熱によって活性化される感圧接着剤として用いる熱溶接法が、本発明の範囲として含まれる。
【0062】
実験例5
6osy(0.2kg/m 2 )ガラス繊維織物のロールを実験例1を記載した部分の最初の段落に記載したようにLSRで含浸すると共に被覆する。含浸及び被覆状態のウェブが浴から出た後、約0.015インチ(約0.381 mm )の相互間隔を置いた円筒形の静止ワイパーバー相互間にウェブを引き込むことにより過剰の配合物を除去するが、この実験例では、両方のバーは滑らかであり、未硬化LCRの薄く滑らかなフィルムがバー相互間の隙間を通過しているときにウェブの両方のフェース上に計量塗布される。
【0063】
次に、ウェブは、頂部が1.5インチ(38.1 mm )間隔に配置されると共にウェブの長手方向に垂直な線内に配置された18〜15ゲージのカニューレから成る2つの同一アレイ相互間を通り、アレイはそれぞれウェブの各フェースと対向しており、一方のフェース上の各カニューレの頂部が反対側のフェース上の対応関係にあるカニューレの頂部と正反対に位置するように位置決めされ、反対側の頂部から約0.15インチ(約3.81 mm )又は2つの頂部相互間を通るウェブの平面から0.075インチ(1.905 mm )のところに配置されている。カニューレに、空気圧作動弁を通じて約350psi(約2.41×10 6 Pa)の圧力で約90,000cps(約90Pa・s)の粘度のLSRを供給する。
【0064】
カニューレのアレイは、キャリジ上に支持されていて、これらがユニットとしてウェブの長手方向又は流れ方向に垂直な横方向経路でユニットとして動くことができるようになっている。キャリジに取り付けられたクランク機構により、カニューレのアレイは、往復動作で前後に移動できる。移動中のウェブがこれらの間を通るときに弁を上記の条件の下で開くと、互いに1.5インチ(38.1 mm )の間隔を置いていて、全体としてウェブの長手方向に延びる一連の互いに平行な正弦波状のリブが押し出されてウェブに付着し、それにより実験例2に関する説明の第3段落に記載したパターンと類似したパターンが両方のフェース上に形成される。
【0065】
しかしながら、この実験例では、カニューレに供給を行う弁は、往復動機構に設けられたカムにより動作されるスイッチによって自動的に開閉される。これは、キャリジの動作と弁の動作が同期化されることを意味し、したがって、弁は、キャリジがストロークのうち2つの短く多少直線状の部分にあるとき、即ち、クランクアームが動作方向に対してほぼ垂直である場合に開き、キャリジがストロークのうち2つの長い非直線状の部分にあるとき、即ち、クランクアームが動作方向にほぼ平行な場合に閉じる。ウェブの速度及びキャリジの横送り速度は、長さが約0.75インチ(約19.05 mm )の18個のほぼ直線状の傾斜したクリートの横方向列で構成される移動ウェブの両方のフェース上に繰り返しパターンを形成するよう選択される。各横方向列のクリートは全て、その列内の隣接のクリートに対してほぼ平行であり、これに対し流れ方向においては、一つおきの列中のクリートは、正の勾配と負の勾配が交互になっている。得られたパターンは、ウェブの中央の27インチ(68.58cm)にわたる。
【0066】
次に、ウェブをタワーオーブンを通して引き出して硬化させる。完成した材料の重さは、約14osy(約0.47kg/m 2 )である。滑らかな領域の厚さは、約0.010インチ(約0.254 mm )である。ウェブの両面上の中央領域は、図4に示すように傾斜したクリートの繰り返しパターンで覆われている。クリートの頂部は、滑らかな領域よりも約0.30インチ(約7.62 mm )上のところにある。クリートは互いに正反対に位置しており、したがってウェブの互いに反対側のフェース上の対をなすクリートを通る厚さは、約0.070インチ(約1.78mm)である。
【図面の簡単な説明】
【図1】本発明の複合材を製造する際に用いられる計量ぬぐい取り装置の端面図である。
【図2】間隔を置いた正弦波(波形)リブパターンを有する本発明の複合材の平面図であると共にこのパターンを製造する際に用いられる切欠き付きワイパーブレードの側面図である。
【図3】本発明の可撓性複合材コンベヤを用いた代表的な食品調理装置の側面図である。
【図4】料理用ベルトとして用いられる本発明の実施形態の平面図である。
【符号の説明】
1 ガラス繊維のウェブ
2 液体シリコーンゴムのリザーバ
4,5 ワイパーバー
8 ワイパーブレード
10 切欠き
11 ウェブ
13 波形リブ
Claims (34)
- パン製品を焼くための接触型トースターであって、
パン製品を焼くようになった加熱要素と、
リンク型のベルト又はチェーンベルトの第1ベルトと、
該第1ベルトに連結され、前記第1ベルトを駆動するようになった第1回転スプロケットと、
パン製品を移動させるようになった第2ベルトとを有し、該第2ベルトが、
第1面及び第2面を備えた補強材を備え、該補強材が、ガラス繊維、ナイロン、ポリエステル、アラミド、ポリエチレン、ポリオレフィン、ポリイミド及びそのフィルムの少なくとも1つを備え、
前記補強材の第1面のシリコーンゴム、ウレタンゴム及びフルオロエラストマーの少なくとも1つと、
前記補強材の第2面のシリコーンゴム、ウレタンゴム及びフルオロエラストマーの少なくとも1つと、
前記補強材の前記第1面の第1の複数のリブと、
前記補強材の前記第2面の第2の複数のリブとを備え、
前記第1回転スプロケットが前記第1ベルトを駆動し、該第1ベルトが前記第2ベルトを駆動し、
前記第2ベルトは、その第2面が前記第1ベルトに面するように、前記第1ベルトに巻かれ、
前記第2ベルトの第1面が食品の第1面に接し、前記加熱要素が食品の第2面を焼き、
前記食品は、該食品が静止したパン焼き面に沿って摺動し、前記食品が摺動するときに焼けるように、移動され、
前記第2ベルトの前記第1の複数のリブのパターンが、前記第2ベルトの前記第2の複数のリブのパターンと異なる、
接触型トースター。 - 前記第1の複数のリブが、前記第2ベルトの長手方向に対して横方向の波形リブを有する、請求項1記載の接触型トースター。
- 前記第2の複数のリブが、前記第2ベルトの長手方向に対して横方向の真っ直ぐなリブを有する、請求項2記載の接触型トースター。
- 前記第2ベルトが、パン食品に熱を留めて、パン食品を提供温度に暖めるのに役立つように、構成されている、請求項1記載の接触型トースター。
- 物を接触型トースターの加熱域を移動させるための可撓性ベルトであって、
2つのフェースを備えた補強材と、
前記フェースの第1のフェースに被着された被膜と、前記フェースの第2のフェースに被着された被膜と、
前記補強材の第1のフェースに盛り上がった状態で設けられた多数のリブとを有し、該多数のリブが前記ベルトによって支持される物に横方向の力を与えるようになっており、
前記補強材の第2のフェースに盛り上がった状態で設けられた多数のリブとを有し、前記第1のフェースに盛り上がった状態で設けられた前記リブは、前記第1のフェースに0.020インチ〜0.050インチ(約0.508mm〜1.27mm)盛り上がり、
前記可撓性ベルトが物を接触型トースターの加熱域を移動させるようになっている、
可撓性ベルト。 - 前記2つのフェースが、第1のフェースと、これと反対側の第2のフェースとを有し、
前記第1のフェースに設けられた前記被膜がシリコーンゴムを有し、
前記第2のフェースに設けられた前記被膜がシリコーンゴムを有し、
前記第1のフェースに盛り上がった状態で設けられた前記リブがシリコーンゴムを有し、
前記第2のフェースに盛り上がった状態で設けられた前記リブがシリコーンゴムを有し、
前記補強材がガラス繊維を有し、
前記可撓性ベルトが、少なくとも300°F(149℃)の温度に耐えるようになっている、
請求項5記載の可撓性ベルト。 - 前記第1のフェースに盛り上がった状態で設けられたリブが、湾曲形状を有し、直線1フィート(0.3m)当たり少なくとも1つのリブを有し、
前記第2のフェースに盛り上がった状態で設けられたリブが、横向きであり、互いに平行であり、0.020インチ〜0.050インチ(約0.508mm〜1.27mm)の高さを有する、
請求項5記載の可撓性ベルト。 - 前記第1のフェースに設けられた前記被膜がシリコーンゴムを有し、
前記第2のフェースに設けられた前記被膜がシリコーンゴムを有し、
前記第1のフェースに盛り上がった状態で設けられた前記リブがシリコーンゴムを有し、
前記第2のフェースに盛り上がった状態で設けられた前記リブがシリコーンゴムを有し、
前記可撓性ベルトが、少なくとも300°F(149℃)の温度に耐えるようになっている、
請求項7記載の可撓性ベルト。 - 前記2つのフェースが、第1のフェースと、これと反対側の第2のフェースとを有し、
前記第1のフェースに盛り上がった状態で設けられた前記リブが不連続であり、
前記第2のフェースに盛り上がった状態で設けられた前記リブが、不連続であり、第2のベルトに接し、前記第2のフェースに盛り上がったリブと前記第2のベルトとの間の相互作用が前記可撓性ベルトを横方向に移動させる力を提供することになるように、構成されている、
請求項5記載の可撓性ベルト。 - 頂面に被着された被膜がシリコーンゴムを有し、
底面に被着された被膜がシリコーンゴムを有する、
請求項5記載の可撓性ベルト。 - 前記第1のフェースに盛り上がった状態で設けられたリブが湾曲形状を有する、請求項5記載の可撓性ベルト。
- 前記第2のフェースに盛り上がった状態で設けられたリブが、前記ボルトが移動されるようになった方向に対して横向きである、請求項11記載の可撓性ベルト。
- 前記第2のフェースに盛り上がった状態で設けられたリブが互いに平行である、請求項12記載の可撓性ベルト。
- 前記第2のフェースに盛り上がった状態で設けられたリブが、0.020インチ〜0.050インチ(約0.508mm〜1.27mm)、前記第2のフェースに盛り上げられている、請求項12記載の可撓性ベルト。
- 前記第1フェースに盛り上がった状態で設けられた複数のリブが、前記可撓性ベルトによって支持された物に横方向の力を与えるようになっており、
前記第2のフェースに盛り上がった状態で設けられた複数のリブが、第2のベルトに接し、前記第2のフェースに盛り上がったフライトと前記第2ベルトとの間の相互作用が前記可撓性ベルトを横方向に移動させる力を提供することになるように、構成されている、
請求項5記載の可撓性ベルト。 - パン製品を焼くための接触型トースターであって、
パン製品の第1面を焼くようになったパン焼き面と、
前記パン製品の第2面に接し、前記パン製品を移動させるようになった第1ベルトとを有し、前記パン製品が前記パン焼き面に沿って摺動し、前記パン製品が摺動するときに焼け、前記第1ベルトが、
第1、第2のフェースを備えた補強材と、
該補強材の前記第1のフェースに被着及び又は積層された材料と、
前記補強材の前記第1フェースに盛り上がった状態で設けられた第1の複数のリブとを有し、該第1の複数のリブが、前記第1ベルトの長手方向に対して横方向であり、前記第1ベルトによって支持された物に横方向の力を与えるようになっており、
前記補強材の前記第2のフェースに盛り上がった状態で設けられた第2の複数のリブとを有し、該第2の複数のリブが、前記第1ベルトの長手方向に対して横方向である、複数の真っ直ぐなリブを含み、
前記第1の複数のリブのパターンが前記第2の複数のリブのパターンと異なり、
前記第1ベルトは、前記第2の複数のリブが接するように第2ベルトに巻くようになっている、
接触型トースター。 - トースターが垂直方向に向けられている、請求項16記載の接触型トースター。
- ロールパンを焼くようになっている、請求項16記載の接触型トースター。
- 前記ベルトの一方のフェースに盛り上がった状態で設けられたリブが、真っ直ぐで、互いに平行であり、前記ベルトの他方のフェースに盛り上がった状態で設けられたリブが、波形及び又は正弦波形である繰り返しパターンに構成されている、請求項16記載の接触型トースター。
- 前記第1ベルトが、その少なくとも1つの幅の狭い端部に締めひもを、少なくとも1つの幅の狭い端部にフラップを有する、請求項16記載の接触型トースター。
- 前記ベルトは、第1ベルトであり、前記補強材の前記第2のフェースに設けられた第2の複数のフライトリブを有し、
更に、第2ベルトを有し、該第2ベルトは、前記第1ベルトが第2ベルトを巻き、前記第1ベルトの第2のフェースが前記第2ベルトに面するように、配置されている、
請求項16記載の接触型トースター。 - 前記第1の複数のリブが波形リブである、請求項16記載の接触型トースター。
- 前記第1の複数のリブと前記第2の複数のリブの少なくとも一方が、約1.5インチ(38.1mm)間隔を隔てた複数のリブを有する、請求項16記載の接触型トースター。
- 前記第2の複数のリブのリブは前記第1の複数のリブのリブとは異なるように、間隔を隔てられている、請求項16記載の接触型トースター。
- 前記第1ベルトを使用してロールパンを焼き面に押し付けることができる、請求項16記載の接触型トースター。
- 第3ベルトを有し、該第3ベルトが、
第1、第2のフェースを備えた補強材と、
前記第3ベルトの補強材の前記第1のフェースに盛り上がった状態で設けられた複数のリブと、
前記第3ベルトの補強材の前記第2のフェースに盛り上がった状態で設けられた少なくとも1つのリブとを有し、
前記接触型トースターが、前記第1ベルトと接触している第1の食品と、第3ベルトと接触している第2の食品とを同時に焼くことができるようになっている、
請求項16記載の接触型トースター。 - パン製品を焼くための接触型トースターであって、
パン製品の第2面に接し、これを焼くようになった加熱要素を有する加熱域と、
パン製品を前記加熱域を移動させるようになった第1ベルトとを有し、該第1ベルトは、
第1、第2のフェースを備えた補強材と、
前記第1のフェースに被着された被膜と、
前記補強材の前記第1のフェースに盛り上がった状態で設けられた第1の複数のリブとを有し、該第1の複数のリブが、前記第1ベルトの長手方向に対して横方向であり、前記第1ベルトによって支持された物に横方向の力を与えるようになっており、
前記補強材の前記第2のフェースに盛り上がった状態で設けられた第2の複数のリブを有し、該第2の複数のリブが、前記第1ベルトの長手方向に対して横方向である、複数の真っ直ぐなリブを含み、
前記第1の複数のリブのパターンが前記第2の複数のリブのパターンと異なり、
前記第1ベルトは、前記第2の複数のリブが接するように第2ベルトに巻くようになっており、
前記第1ベルトが、前記加熱域の温度に耐えるようになっており、
前記第1ベルトがパン製品の第1面に接する、
接触型トースター。 - パン製品を焼くための接触型トースターであって、
パン製品の第2面に接し、これを焼くようになった加熱要素を有する加熱域と、
パン製品を前記加熱域を移動させるようになった第1ベルトとを有し、該第1ベルトは、これがパン製品の第1面に接するように、なっており、
第1、第2のフェースを備えた補強材と、
該補強材の前記第1のフェースに被着及び又は積層された材料と、
前記補強材の前記第1のフェースに盛り上がった状態で設けられた第1の複数のリブとを有し、該第1の複数のリブが、前記第1ベルトの長手方向に対して横方向であり、前記第1ベルトによって支持された物に横方向の力を与えるようになっており、
前記補強材の前記第2のフェースに盛り上がった状態で設けられた第2の複数のリブを有し、該第2の複数のリブが、前記第1ベルトの長手方向に対して横方向である、複数の真っ直ぐなリブを含み、
前記第1の複数のリブのパターンが前記第2の複数のリブのパターンと異なり、
前記第1ベルトは、前記第2の複数のリブが接するように第2ベルトに巻くようになっている、
接触型トースター。 - 可撓性ベルトであって、
第1、第2のフェースを備えた補強材を有し、前記可撓性ベルトが、ガラス繊維、ナイロン、ポリエステル、アラミド、ポリエチレン、ポリオレフィン及びポリイミドの少なくとも1つを備え、
前記フェースの第1のフェースに配置された被膜を有し、該被膜が、シリコーンゴム、ウレタンゴム及びフルオロエラストマーの少なくとも1つを有し、
前記第1のフェースに、約0.020インチ〜0.050インチ(約0.508mm〜1.27mm)の高さ、盛り上がった複数のフライトを有し、前記第1のフェースの盛り上がった複数のフライトが、前記可撓性ベルトによって支持された物に横方向の力を与えるようになっており、シリコーンゴム、ウレタンゴム及びフルオロエラストマーの少なくとも1つを含み、
前記第2のフェースに盛り上がった複数のフライトを有し、前記第2のフェースの盛り上がった複数のフライトは、シリコーンゴム、ウレタンゴム及びフルオロエラストマーの少なくとも1つを含み、且つ、第2のベルトに接し、前記第2のフェースに盛り上がったフライトと前記第2ベルトとの間の相互作用が前記可撓性ベルトを横方向に移動させる力を提供することになるように、構成され、
前記可撓性ベルトが、少なくとも300°F(149℃)の温度に耐えるようになっている、
前記可撓性ベルトが物を接触型トースターの加熱域を移動させるようになっている、
可撓性ベルト。 - 前記第2のフェースに盛り上げられた状態で設けられた複数のフライトが、前記第2のフェースに、約0.020インチ〜0.050インチ(約0.508mm〜1.27mm)の高さ、盛り上げられ、前記可撓性ベルトの直線1フィート(0.3m)当たり少なくとも1つのフライトを有する、請求項29記載の可撓性ベルト。
- 物を接触型トースターの加熱域を移動させるための可撓性ベルトであって、
2つのフェースを備えた補強材と、
前記フェースの第1のフェースに被着された被膜と、前記フェースの第2のフェースに被着された被膜と、
前記補強材の第1のフェースに盛り上がった状態で設けられた多数のリブと、
前記補強材の第2のフェースに盛り上がった状態で設けられた多数のリブとを有し、
前記第1のフェースに盛り上がった状態で設けられた前記リブは、前記第1のフェースに少なくとも0.020インチ〜0.050インチ(約0.508mm〜1.27mm)盛り上がり、前記ベルトによって支持される物に横方向の力を与えるようになっており、
前記可撓性ベルトが物を接触型トースターの加熱域を移動させるようになっている、
可撓性ベルト。 - 前記第1のフェースに盛り上がった状態で設けられたリブが、湾曲形状を有し、前記可撓性ベルトの直線1フィート(0.3m)当たり少なくとも1つのリブを有し、
前記第2のフェースに盛り上がった状態で設けられたリブが、真っ直ぐで、互いに平行であり、0.020インチ〜0.050インチ(約0.508mm〜1.27mm)の高さを有する、
請求項31記載の接触型トースター。 - 物を接触型トースターの加熱域を移動させるための可撓性ベルトであって、
第1、第2のフェースを備えた補強材と、
前記第1のフェースの実質的に全部に被着された被膜とを有し、該被膜がシリコーンゴムを有し、
前記第2のフェースの実質的に全部に被着された被膜とを有し、該被膜がシリコーンゴムを有し、
前記第1のフェースに、約0.020インチ〜0.050インチ(約0.508mm〜1.27mm)の高さ、盛り上がった複数のフライトを有し、前記第1のフェースの盛り上がった複数のフライトが、湾曲形状を有し、シリコーンゴムを含み、
前記第2のフェースに、約0.020インチ〜0.050インチ(約0.508mm〜1.27mm)の高さ、盛り上がった複数のフライトを有し、前記第2のフェースの盛り上がった複数のフライトが、真っ直ぐであり、シリコーンゴムを含み、
前記可撓性ベルトが物を接触型トースターの加熱域を移動させるようになっている、
可撓性ベルト。 - 前記第1のフェースに盛り上げられた状態で設けられた複数のフライトが、前記可撓性ベルトの直線1フィート(0.3m)当たり少なくとも1つのフライトを有し、
前記第2のフェースに盛り上がった状態で設けられた複数のフライトは、互いに平行であり、ベルトに接し、前記第2のフェースに盛り上がったフライトと前記ベルトとの間の相互作用が前記可撓性ベルトを横方向に移動させる力を提供することになるように、構成され、
前記可撓性ベルトが、少なくとも300°F(149℃)の温度に耐えるようになっている、
請求項33記載の可撓性ベルト。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14275899P | 1999-07-08 | 1999-07-08 | |
| US60/142758 | 1999-07-08 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008246579A Division JP4814293B2 (ja) | 1999-07-08 | 2008-09-25 | 高温食品加工機器に用いられる一体フライト付きの可撓性複合材の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001088232A JP2001088232A (ja) | 2001-04-03 |
| JP2001088232A5 JP2001088232A5 (ja) | 2008-05-29 |
| JP4224191B2 true JP4224191B2 (ja) | 2009-02-12 |
Family
ID=22501155
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000208776A Expired - Lifetime JP4224191B2 (ja) | 1999-07-08 | 2000-07-10 | 高温食品加工機器に用いられる一体フライト付きの可撓性複合材及びその製造方法 |
| JP2008246579A Expired - Lifetime JP4814293B2 (ja) | 1999-07-08 | 2008-09-25 | 高温食品加工機器に用いられる一体フライト付きの可撓性複合材の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008246579A Expired - Lifetime JP4814293B2 (ja) | 1999-07-08 | 2008-09-25 | 高温食品加工機器に用いられる一体フライト付きの可撓性複合材の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (4) | US6919122B2 (ja) |
| EP (1) | EP1067065B1 (ja) |
| JP (2) | JP4224191B2 (ja) |
| AT (1) | ATE372942T1 (ja) |
| DE (1) | DE60036333T2 (ja) |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6919122B2 (en) | 1999-07-08 | 2005-07-19 | Saint-Gobain Performance Plastics Corporation | Flexible composites with integral flights for use in high-temperature food processing equipment and methods for producing the same |
| DE10016351C2 (de) * | 2000-04-03 | 2002-09-26 | Contitech Antriebssysteme Gmbh | Treibriemen |
| GB0224561D0 (en) * | 2002-10-23 | 2002-11-27 | Voith Fabrics Heidenheim Gmbh | Conveyor belt for use in the manufacture of fibre glass mats |
| DE10327027A1 (de) * | 2003-06-16 | 2005-01-05 | Brückner Trockentechnik GmbH & Co. KG | Vorrichtung zum Kompaktieren von textilen Warenbahnen |
| US20050205547A1 (en) * | 2004-03-22 | 2005-09-22 | Hatco Corporation | Conveyor oven |
| US7523626B2 (en) | 2004-10-01 | 2009-04-28 | Saint-Gobain Performance Plastics Corporation | Conveyor belt |
| US20060252591A1 (en) * | 2005-05-03 | 2006-11-09 | Johnson Food Equipment, Inc. | Belt conveyor with external drive |
| ITUD20050196A1 (it) * | 2005-11-17 | 2007-05-18 | Gisulfo Baccini | Apparecchiatura per la produzione di celle fotovoltaiche sottili in silicio e di circuiti elettronici in materiale rigido e flessibile |
| JP4866629B2 (ja) * | 2006-02-27 | 2012-02-01 | 中興化成工業株式会社 | 複合シート及びその製造方法 |
| US7758294B2 (en) * | 2006-06-26 | 2010-07-20 | Maguire Super-Shield Ltd. | Bucket with lateral discharge |
| US20080145495A1 (en) | 2006-10-30 | 2008-06-19 | Sara Lee Corporation | System and method for conditioning food product |
| DE102006052489A1 (de) * | 2006-11-07 | 2008-05-08 | Linde Ag | Transportband |
| US7673742B2 (en) | 2006-11-13 | 2010-03-09 | Textiles Coated Incorporated | PTFE conveyor belt |
| JP5487536B2 (ja) * | 2007-07-02 | 2014-05-07 | バンドー化学株式会社 | ウレタン製のハス歯ベルト |
| US8544637B2 (en) * | 2007-07-10 | 2013-10-01 | Habasit Ag | Continuous conveyor belt |
| KR20100094336A (ko) * | 2007-11-08 | 2010-08-26 | 뮐러 칼 | 운동장치 |
| DE102007061587A1 (de) | 2007-12-18 | 2009-06-25 | Abb Ag | Isolationsmaterial mit Lack und Materialzusatz sowie Isolationsband |
| CA2710144A1 (en) * | 2007-12-21 | 2009-07-02 | Avila Therapeutics, Inc. | Hcv protease inhibitors and uses thereof |
| US7975839B1 (en) * | 2008-06-30 | 2011-07-12 | Transnorm System, Inc. | Beading for a conveyor belt |
| US20100044382A1 (en) * | 2008-08-22 | 2010-02-25 | Saint-Gobain Performance Plastics Corporation | Fluoropolymer coated article |
| DK2346754T3 (da) | 2008-10-31 | 2019-11-25 | Cambridge Int Inc | Trådplade-transportbånd |
| JP2010105796A (ja) * | 2008-10-31 | 2010-05-13 | Mitsuboshi Belting Ltd | 傾斜搬送用コンベヤベルト |
| JP4438891B2 (ja) * | 2009-01-27 | 2010-03-24 | 鈴鹿富士ゼロックス株式会社 | 基板の搬送用キャリアおよびその製造方法 |
| DE102009020304A1 (de) * | 2009-05-07 | 2010-11-25 | Hastem-Müller, Stefan | Glied für ein Gliederband |
| DE102009031152A1 (de) * | 2009-06-30 | 2011-01-05 | Krones Ag | Verfahren zur Herstellung einer Auflage für einen Riemen |
| JP4438896B1 (ja) * | 2009-09-30 | 2010-03-24 | 鈴鹿富士ゼロックス株式会社 | 搬送キャリアの製造方法 |
| FR2954461A1 (fr) * | 2009-12-21 | 2011-06-24 | Techdiss Technologies S L | Dispositif de traitement thermique en continu par microondes de produits, notamment alimentaires |
| WO2011156760A2 (en) * | 2010-06-11 | 2011-12-15 | Saint-Gobain Performance Plastic Corporation | Cooking belt |
| DK2605984T3 (en) * | 2010-08-19 | 2016-08-01 | Laitram Llc | A conveyor belt module of the two materials |
| CN103192560B (zh) * | 2012-01-06 | 2017-01-18 | 上海杰事杰新材料(集团)股份有限公司 | 一种食品药品输送带及其制备方法 |
| WO2013106602A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| WO2013126717A1 (en) | 2012-02-24 | 2013-08-29 | Advanced Flexible Composites, Inc. | Flexible conveyor belt wrapper |
| WO2014074242A1 (en) * | 2012-09-28 | 2014-05-15 | Btu International, Inc. | High temperature conveyor belt |
| US20140194023A1 (en) * | 2012-12-28 | 2014-07-10 | Saint-Gobain Performance Plastics Corporation | Laminates with fluoropolymer cloth |
| US20150017294A1 (en) * | 2013-07-03 | 2015-01-15 | Home Market Foods, Inc. | Crisp Meat Based Food Snacks |
| US10730210B2 (en) | 2013-10-31 | 2020-08-04 | Apple Inc. | Flexibility-controlled composite material and method of manufacture |
| DE102014220425A1 (de) * | 2014-10-08 | 2016-04-14 | Max Schlatterer Gmbh & Co. Kg | Strukturiertes Endlosband |
| DE102014224291A1 (de) * | 2014-11-27 | 2016-06-02 | Contitech Transportbandsysteme Gmbh | Fördergurt |
| US20170099986A1 (en) * | 2015-10-13 | 2017-04-13 | Dipan Patel | Conveyor-type grilling appliance for cooking or re-thermalizing food |
| US9950866B2 (en) * | 2016-03-24 | 2018-04-24 | Advanced Flexible Composites, Inc. | Apparatus and method for driving low coefficient of friction belting |
| CN107518527B (zh) * | 2016-06-17 | 2021-12-21 | 耐克创新有限合伙公司 | 烘箱 |
| WO2018017262A1 (en) * | 2016-07-20 | 2018-01-25 | Super Insulation, LLC | Hydrophobic fiberglass thermal insulation materials |
| WO2018102166A1 (en) | 2016-11-29 | 2018-06-07 | Saint-Gobain Performance Plastics Corporation | Composite belt profile |
| US12108512B2 (en) * | 2019-06-06 | 2024-10-01 | Kenyon International, Inc. | Cooktop mat with control window |
| TWI688018B (zh) * | 2019-06-19 | 2020-03-11 | 萬潤科技股份有限公司 | 散熱膠墊貼合方法及裝置 |
| USD919922S1 (en) | 2019-12-17 | 2021-05-18 | Cambridge International, Inc. | Conveyor belt |
| US11279563B2 (en) | 2019-12-17 | 2022-03-22 | Cambridge International, Inc. | Systems and methods for a wire plate conveyor belt |
| JP2024535494A (ja) * | 2021-10-01 | 2024-09-30 | クーパー,クレイトン | ダンネージ製造システム |
| USD1064732S1 (en) | 2023-01-05 | 2025-03-04 | General Mills, Inc. | Feed roller |
Family Cites Families (177)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3123354A (en) | 1964-03-03 | Transporting and stacking sheet-like articles | ||
| US810510A (en) | 1903-10-10 | 1906-01-23 | Robins Conveying Belt Co | Belt conveyer. |
| US1580075A (en) * | 1923-08-13 | 1926-04-06 | Paine & Williams Company | Automobile running board |
| GB310394A (en) | 1928-01-24 | 1929-04-24 | Harry Ewart Partridge | Improvements in conveyor belts |
| US2305044A (en) | 1939-04-28 | 1942-12-15 | Rub R Slat Co | Conveyer and elevator belt |
| US2430500A (en) | 1943-04-12 | 1947-11-11 | Dayton Rubber Company | Wire reinforced double cog belt |
| US2514429A (en) | 1945-06-27 | 1950-07-11 | Dayton Rubber Company | Double cog belt |
| US3109202A (en) | 1952-10-09 | 1963-11-05 | Continental Gummi Werke Ag | Mold for use in connection with the casting of transmission belts |
| US2858237A (en) | 1956-04-02 | 1958-10-28 | Dow Chemical Co | Method for treating silicone rubber materials and treated articles thereby obtained |
| US3280847A (en) | 1961-09-19 | 1966-10-25 | Dow Chemical Co | Extrusion die |
| US3222237A (en) * | 1962-03-30 | 1965-12-07 | Lamex Inc | Method of manufacturing reinforced plastic sheet |
| US3156128A (en) | 1962-12-26 | 1964-11-10 | Russell Mfg Co | Gear belt |
| US3262383A (en) | 1964-04-29 | 1966-07-26 | Philip F Sturman | Conveyor type toaster |
| US3374751A (en) | 1965-06-10 | 1968-03-26 | Werner Machinery Company | Baking oven and method |
| US3329256A (en) | 1965-06-18 | 1967-07-04 | Belson Corp | Conveyor belt |
| BE761517A (fr) | 1970-03-18 | 1971-07-13 | Joint Francais | Structure de glissement |
| US3646880A (en) * | 1970-08-21 | 1972-03-07 | Thermal Process Engineering Co | Cooking grill |
| US3659517A (en) | 1970-10-22 | 1972-05-02 | Kolbein Holen | Frying apparatus for foodstuffs which are to be fried on both sides |
| US3772929A (en) | 1971-10-14 | 1973-11-20 | J Redmond | Cog-belt & method for its production |
| US4053547A (en) * | 1971-10-14 | 1977-10-11 | The Gates Rubber Company | Method for producing a positive drive belt |
| BE790405A (fr) | 1971-10-22 | 1973-04-20 | Pneumatiques Caoutchouc Mfg | Convoyeur a bande et bande transporteuse |
| US3958531A (en) * | 1972-04-14 | 1976-05-25 | Ciba-Geigy Corporation | Adjustable endless band doctor |
| US3959434A (en) * | 1972-07-17 | 1976-05-25 | M. Lowenstein & Sons, Inc. | Three dimensional decorative material and process for producing same |
| US3936554A (en) * | 1972-07-17 | 1976-02-03 | M. Lowenstein & Sons, Inc. | Three dimensional decorative material and process for producing same |
| DE2236853C3 (de) | 1972-07-27 | 1975-05-15 | Gert Dr.-Ing. 2940 Wilhelmshaven Bechtloff | Deckbandförderer |
| DE2251454C3 (de) | 1972-10-20 | 1979-02-01 | Breco Kunststoffverarbeitungs-Gmbh & Co Kg, 4952 Porta Westfalica | Verfahren zur Endlosmachung von Zahnriemenabschnitten |
| GB1445143A (en) | 1972-11-02 | 1976-08-04 | Itek Corp | Electrophotographic toner transfer and fusing apparatus and method |
| CH570317A5 (ja) | 1973-05-16 | 1975-12-15 | Battelle Memorial Institute | |
| US3976370A (en) | 1973-12-03 | 1976-08-24 | Xerox Corporation | Belt transfer and fusing system |
| US3923392A (en) | 1974-01-02 | 1975-12-02 | Itek Corp | Electrophotographic copier |
| US3961569A (en) | 1974-08-15 | 1976-06-08 | The United States Of America As Represented By The Secretary Of The Army | Apparatus for continuous microwave sterilization of food in pouches |
| US3933548A (en) | 1974-08-19 | 1976-01-20 | Beatrice Foods Co. | Production of urethane foams and laminates thereof |
| US4000348A (en) * | 1974-10-15 | 1976-12-28 | Carlisle Corporation | Flat multiconductor cable and process for manufacture thereof |
| CA1065596A (en) * | 1974-11-27 | 1979-11-06 | Gerhart P. Klein | Means and method for applying material to a substrate |
| US4290248A (en) * | 1975-01-06 | 1981-09-22 | William James Kemerer | Continuous process for forming products from thermoplastic polymeric material having three-dimensional patterns and surface textures |
| US3949733A (en) | 1975-02-14 | 1976-04-13 | A. J. Antunes & Co. | Steam heating apparatus |
| US4020966A (en) | 1975-03-28 | 1977-05-03 | W. R. Grace & Co. | Plastisol composition and container closure gasket made therefrom |
| US3977265A (en) | 1975-06-02 | 1976-08-31 | The Gates Rubber Company | Positive drive belt system |
| US3988941A (en) * | 1975-08-01 | 1976-11-02 | Smith Thomas R | Drive belt |
| US4128369A (en) * | 1975-12-10 | 1978-12-05 | Hazelett Strip-Casting Corporation | Continuous apparatus for forming products from thermoplastic polymeric material having three-dimensional patterns and surface textures |
| BE850209A (fr) | 1976-02-09 | 1977-05-02 | Ibm | Circuits amplificateurs de detection comportant des dispositifs a transfert de charges |
| US4011766A (en) | 1976-02-19 | 1977-03-15 | Dayco Corporation | Endless power transmission belt |
| US4194026A (en) | 1976-03-08 | 1980-03-18 | United Foam Corporation | Method of manufacturing textured foam coatings and materials |
| US4148864A (en) * | 1976-05-05 | 1979-04-10 | Mittex Aktiengesellschaft | Silica gel of improved properties and process of making same |
| US4325478A (en) * | 1976-09-02 | 1982-04-20 | Societe d'Applications de Procedes Industriels et Chimiques | Transport belt intended for transporting products at a high temperature, and a transport means equipped with this belt |
| US4084030A (en) | 1976-11-19 | 1978-04-11 | United Foam Corporation | Textured-foam coated urethane wall and ceiling material |
| CH618138A5 (ja) | 1977-04-28 | 1980-07-15 | Habasit Ag | |
| US4151755A (en) | 1977-06-06 | 1979-05-01 | Borg-Warner Corporation | Power transmission belt |
| US4162727A (en) | 1977-10-26 | 1979-07-31 | Fabreeka Products Company | Conveyor belt |
| US4291617A (en) | 1978-04-24 | 1981-09-29 | A. J. Antunes & Co. | Pressurized injection steamer |
| US4211743A (en) * | 1978-05-24 | 1980-07-08 | Nauta Roll Corporation | Apparatus and method for embossing web material |
| US4219617A (en) * | 1978-08-09 | 1980-08-26 | Melvin Wallshein | Ceramic orthodontic bracket |
| NL7809451A (nl) | 1978-09-18 | 1980-03-20 | Oce Nederland Bv | Kopieerinrichting voorzien van middelen voor het transporteren van velmormige originelen. |
| JPS5545082U (ja) | 1978-09-19 | 1980-03-24 | ||
| US4216679A (en) | 1978-12-04 | 1980-08-12 | Dayco Corporation | Power transmission belt |
| US4336021A (en) | 1979-05-14 | 1982-06-22 | The Gates Rubber Company | Emergency belting and kit |
| DE2926486A1 (de) | 1979-06-30 | 1981-01-22 | Hettich Paul & Co | Moebelscharnier mit einem topfartigen gehaeuse |
| US4261257A (en) * | 1979-07-27 | 1981-04-14 | The Pillsbury Company | Toasting apparatus |
| US4286509A (en) | 1979-08-28 | 1981-09-01 | A. J. Antunes & Co. | Toasting apparatus |
| US4311474A (en) | 1979-09-14 | 1982-01-19 | Dayco Corporation | Synchronous belt and method for making the same |
| CA1122150A (en) * | 1979-12-12 | 1982-04-20 | John M. Verbeek | Swather conveyor belt |
| US4294539A (en) | 1980-01-10 | 1981-10-13 | Xerox Corporation | Document vacuum weir system |
| US4286870A (en) | 1980-01-10 | 1981-09-01 | Xerox Corporation | Document belt with discrete vacuum areas |
| US4332576A (en) * | 1980-01-11 | 1982-06-01 | The Gates Rubber Company | V-Belt |
| US4530276A (en) | 1980-01-28 | 1985-07-23 | A. J. Antunes & Co. | Contact toaster |
| US4330287A (en) | 1980-02-28 | 1982-05-18 | The Gates Rubber Company | Ribbed power transmission belt |
| US4465701A (en) | 1981-02-12 | 1984-08-14 | Holman J Harrison | Method of convection cooking of food |
| US4386558A (en) * | 1981-02-12 | 1983-06-07 | Holman J Harrison | Convection cooking equipment |
| US4516485A (en) | 1981-06-29 | 1985-05-14 | A. J. Antunes & Co. | Device for cooking food |
| US4426340A (en) | 1981-09-29 | 1984-01-17 | United Technologies Corporation | Process for fabricating ribbed electrode substrates and other articles |
| US4410314A (en) * | 1982-02-11 | 1983-10-18 | Dayco Corporation | Endless power transmission V-belt construction and method of making the same |
| US4502586A (en) | 1982-03-31 | 1985-03-05 | Artos Engineering Company | Belt type conveyor for conveying wire segments |
| US4491065A (en) | 1982-05-06 | 1985-01-01 | Larry Poulson | Food heating apparatus |
| US4485912A (en) | 1982-06-01 | 1984-12-04 | Key Electrosonic Corporation | Article alignment and conveying apparatus |
| US4444094A (en) | 1982-09-24 | 1984-04-24 | Taylor Freezer Company | Intermittent automatic grill for hamburger patties |
| US4488480A (en) | 1982-10-14 | 1984-12-18 | Miller Dye O | Continuous cooking device |
| USD279854S (en) | 1982-12-06 | 1985-07-30 | A. J. Antunes & Company | Food steamer |
| US4452132A (en) * | 1982-12-06 | 1984-06-05 | A. J. Antunes & Co. | Food steamer |
| CH661103A5 (de) | 1983-01-06 | 1987-06-30 | Habasit Ag | Flachtreibriemen. |
| US5230937A (en) | 1983-04-13 | 1993-07-27 | Chemfab Corporation | Reinforced fluoropolymer composite |
| US4770927A (en) | 1983-04-13 | 1988-09-13 | Chemical Fabrics Corporation | Reinforced fluoropolymer composite |
| NL8303095A (nl) | 1983-09-07 | 1985-04-01 | Eurogrill B V | Toestel voor het roosteren van vlees of dergelijke. |
| DE3405985C2 (de) * | 1983-09-14 | 1986-01-16 | J.H. Benecke Gmbh, 3000 Hannover | Verfahren zur Herstellung einer Prägwalze zum kontinuierlichen Prägen der Oberfläche einer thermoplastischen Folie mit einer Narbung |
| US4523520A (en) | 1984-01-17 | 1985-06-18 | North Side Packing Company | Meat processing equipment |
| US5194335A (en) | 1984-04-13 | 1993-03-16 | Chemical Fabrics Corporation | Fluoropolymer coating and casting compositions and films derived therefrom |
| US4555543A (en) | 1984-04-13 | 1985-11-26 | Chemical Fabrics Corporation | Fluoropolymer coating and casting compositions and films derived therefrom |
| DE3439033A1 (de) | 1984-10-25 | 1986-04-30 | Casimir Kast Gmbh & Co Kg, 7562 Gernsbach | Verfahren und vorrichtung zur herstellung von fasermatten als ausgangsmaterial fuer pressformteile |
| IL74503A0 (en) | 1985-03-05 | 1985-06-30 | Moledeth Know How Export | Improved conveyor system |
| DE3688000T2 (de) | 1985-05-16 | 1993-10-21 | Chemfab Corp | Ein Fluorpolymer enthaltende biegsame Verbundlaminate. |
| US4616562A (en) | 1985-06-21 | 1986-10-14 | Kuechler Irvin R | Ventilation system for pizza ovens |
| US4642042A (en) | 1985-07-05 | 1987-02-10 | International Fuel Cells Corporation | Apparatus for making composite sheets |
| US4617908A (en) | 1985-08-12 | 1986-10-21 | A. J. Antunes & Co. | Top-firing food steamer |
| US4701340A (en) | 1985-12-09 | 1987-10-20 | Lincoln Foodservice Products, Inc. | Impingement and steam oven apparatus for preparing food products |
| IT1188405B (it) | 1986-03-03 | 1988-01-14 | Montedison Spa | Procedimento per la produzione in continuo di compositi termoplastici termoformabili |
| ATE49637T1 (de) | 1986-04-08 | 1990-02-15 | Habasit Ag | Antriebsriemen. |
| GB8625768D0 (en) | 1986-10-28 | 1986-12-03 | Doncaster Conveyor Improv | Conveyor belt cleaning apparatus |
| NL8602967A (nl) | 1986-11-21 | 1988-06-16 | Dunlop Enerka Bv | Transportband. |
| JPS6438349U (ja) | 1987-09-01 | 1989-03-07 | ||
| US4798566A (en) | 1987-11-19 | 1989-01-17 | The Gates Rubber Company | Power transmission belt |
| US4829158A (en) | 1988-01-06 | 1989-05-09 | Sunbeam Corporation | Portable electric oven utilizing recirculating high speed air for cooking |
| US4800865A (en) | 1988-02-22 | 1989-01-31 | Setzer Michael W | Portable cooking device |
| US4922304A (en) | 1988-03-11 | 1990-05-01 | Imagitek | Reproduction machine fuser belt |
| US4899872A (en) | 1988-03-24 | 1990-02-13 | Honda Sangyo Co., Ltd. | Anti-weaving conveyor belt |
| US4962694A (en) | 1988-04-15 | 1990-10-16 | Graver James H | Grill exhaust system |
| DK168367B1 (da) * | 1988-06-30 | 1994-03-21 | Milliken Denmark | Fremgangsmåde til pressevulkanisering |
| IT1227212B (it) | 1988-09-23 | 1991-03-27 | Eurodomestici Ind Riunite | Forno elettrico, a doppia camera ad irraggiamento uniforme, particolarmente per la preparazione di torte e dolci in generale |
| US5357726A (en) | 1989-02-02 | 1994-10-25 | Chemfab Corporation | Composite materials for structural end uses |
| US5141800A (en) | 1989-02-02 | 1992-08-25 | Chemical Fabrics Corporation | Method of making laminated PTFE-containing composites and products thereof |
| US5238748A (en) | 1989-02-23 | 1993-08-24 | Chemfab Corporation | Polyimide and fluoropolymer containing films and laminates |
| US4951648A (en) | 1989-03-23 | 1990-08-28 | Tecogen, Inc. | Conveyor oven |
| AU624520B2 (en) * | 1989-07-15 | 1992-06-11 | Ykk Corporation | Method of and apparatus for manufacturing slide fasteners |
| EP0436033B1 (en) | 1989-07-21 | 1996-10-09 | Nitto Denko Corporation | Composite tubular article and its production method |
| US5001970A (en) | 1989-10-06 | 1991-03-26 | Graver James H | Grill exhaust system |
| US5066352A (en) | 1990-02-23 | 1991-11-19 | Cincinnati Milacron Inc. | Method and apparatus for forming composite pieces from composite sheet material |
| US5167781A (en) * | 1990-04-06 | 1992-12-01 | Kemcast Partners-1989 | Continuous plastics molding process and apparatus |
| GB9011071D0 (en) | 1990-05-17 | 1990-07-04 | So Fine Limited | Device for use in varying the effective cross-sectional area of an outlet opening of a dispensing unit |
| US5044264A (en) * | 1991-01-28 | 1991-09-03 | Forney Robert B | Cooking apparatus for producing grill stripes on cooked products |
| US5880043A (en) * | 1991-04-03 | 1999-03-09 | Hoechst Aktiengesellschaft | Fiber-reinforced material and production and use thereof |
| US5266021A (en) * | 1991-10-10 | 1993-11-30 | Jacobson Theodore L | Apparatus for continuous forming of complex molded shapes |
| US5239926A (en) | 1992-01-29 | 1993-08-31 | Datacard Corporation | Card printer apparatus and method |
| US5410951A (en) | 1992-05-26 | 1995-05-02 | The Laitram Corporation | Apparatus and method for continuous high-volume steam cooking |
| US5314072A (en) * | 1992-09-02 | 1994-05-24 | Rutgers, The State University | Sorting plastic bottles for recycling |
| US5787655A (en) | 1992-09-11 | 1998-08-04 | Saylor, Jr.; Edward T. | Slip-resistant cover system and method for making same |
| US5246099A (en) * | 1992-09-23 | 1993-09-21 | Xerox Corporation | Belt steering roller mechanism and steering roll construction |
| US5451744A (en) | 1992-11-10 | 1995-09-19 | Henny Penny Corporation | Rotisserie oven |
| US5392107A (en) * | 1992-12-03 | 1995-02-21 | Eastman Kodak Company | Shield for a sheet transport system |
| US5316462A (en) | 1993-02-18 | 1994-05-31 | William Seemann | Unitary vacuum bag for forming fiber reinforced composite articles |
| US5277104A (en) | 1993-04-08 | 1994-01-11 | Hot Sam Companies, Inc. | Pretzel oven with electronic heat control |
| US5422458A (en) | 1993-10-01 | 1995-06-06 | Simmel; Thomas L. | Multi-purpose toy oven with heating, cooling, and door control system |
| US5349424A (en) | 1993-10-25 | 1994-09-20 | Xerox Corporation | Thick walled heated belt fuser |
| US5458051A (en) * | 1993-11-29 | 1995-10-17 | G. S. Blodgett Corporation | Belt cooking apparatus |
| US5801362A (en) | 1994-01-14 | 1998-09-01 | Hudson Standard Corporation | Portable electric oven with fan and motor arrangement for improved heated air flow and motor cooling |
| US5897818A (en) | 1994-01-14 | 1999-04-27 | Compsys, Inc. | Method for continuously manufacturing a composite preform |
| WO1995019883A2 (en) | 1994-01-24 | 1995-07-27 | Chemfab Corporation | Composites of fluoropolymers with thermally non-adherent non-fluoropolymers and methods for producing the same |
| FR2718673B1 (fr) | 1994-04-19 | 1996-05-24 | Kermel Snc | Article composite et procédé de fabrication de celui-ci. |
| US5421450A (en) | 1994-05-31 | 1995-06-06 | Chukoh Chemical Industries, Ltd. | Heat-resistant, laminated conveyer belt |
| US5657853A (en) | 1994-08-29 | 1997-08-19 | Pari Industries, Inc. | Belt conveyors having cleaning rollers |
| US5610217A (en) * | 1994-10-31 | 1997-03-11 | The Gates Corporation | Ethylene-alpha-olefin belting |
| US5667610A (en) | 1994-11-30 | 1997-09-16 | The Yokohama Rubber Co., Ltd. | Method of supplying sheet materials |
| US5473975A (en) | 1995-02-02 | 1995-12-12 | Middleby Marshall Inc. | Conveyor toaster oven |
| US5904972A (en) | 1995-06-07 | 1999-05-18 | Tpi Technology Inc. | Large composite core structures formed by vacuum assisted resin transfer molding |
| US5578096A (en) | 1995-08-10 | 1996-11-26 | Minnesota Mining And Manufacturing Company | Method for making a spliceless coated abrasive belt and the product thereof |
| JPH0990787A (ja) | 1995-09-20 | 1997-04-04 | Hitachi Ltd | ベルト定着装置及びそれを用いた電子写真装置、並びにベルト定着装置の定着方法 |
| US5588354A (en) | 1995-09-21 | 1996-12-31 | Marshall Air Systems, Inc. | Apparatus for conveyorized griddle-like cooking of food products |
| US5735986A (en) | 1995-11-03 | 1998-04-07 | Fell; Barry Michael | Continuous process for the preparation of honeycomb structural material and apparatus suitable for use therein |
| US6194050B1 (en) | 1996-01-14 | 2001-02-27 | Chemfab Corporation | Composites of fluropolymers with thermally non-adherent non-fluoropolymers |
| US6139426A (en) | 1996-01-24 | 2000-10-31 | Chemfab Corporation | Molded polymer air diffusing screen |
| US6059655A (en) | 1996-01-24 | 2000-05-09 | Chemfab Corporation | Fabric air diffuser, method for diffusing air, and method for attenuating noise associated with flowing air |
| US5725427A (en) | 1996-01-24 | 1998-03-10 | Chemfab Corporation | Fabric air diffuser, method for diffusing air, and method for attenuating noise associated with flowing air |
| US5686004A (en) | 1996-04-29 | 1997-11-11 | Schneider; Russell C. | Pizza oven with conveyor |
| US5673610A (en) | 1996-08-23 | 1997-10-07 | Stuck; Robert M. | Apparatus for conveyorized toasting of breads and like food items |
| US5948134A (en) | 1996-09-24 | 1999-09-07 | Bloom; Cary | Apparatus for forming a fiber optic coupler by dynamically adjusting pulling speed and heat intensity |
| WO1998013109A1 (en) * | 1996-09-26 | 1998-04-02 | The Goodyear Tire And Rubber Company | Abrasion resistant energy absorbing treadmill walking/running belt |
| US5759924A (en) | 1996-10-18 | 1998-06-02 | Chemfab Corporation | Translucent polymeric composite for use in an architectural load-bearing structure |
| US5746116A (en) | 1997-04-28 | 1998-05-05 | Apw/Wyott Foodservice Equipment Company | Rapid toasting apparatus |
| US6546836B1 (en) | 1997-07-23 | 2003-04-15 | Foamex L.P. | Continuous platform cutting apparatus for cutting a cellular polymer surface |
| US5931083A (en) | 1997-08-12 | 1999-08-03 | The Frymaster Corporation | Apparatus and system for conditioning food products |
| US6239223B1 (en) | 1997-09-05 | 2001-05-29 | Chemfab Corporation | Fluoropolymeric composition |
| US5960704A (en) * | 1998-01-29 | 1999-10-05 | A.J. Antunes & Co. | Contact toaster |
| US5916354A (en) | 1998-02-10 | 1999-06-29 | Wm. Bolthouse Farms, Inc. | Vegetable topping, tailing and cutting machine |
| AU3244499A (en) | 1998-03-27 | 1999-10-18 | Habasit Ag | Conveyor belt with a shaped surface and method for joining the two ends of such a conveyor belt |
| US6352758B1 (en) * | 1998-05-04 | 2002-03-05 | 3M Innovative Properties Company | Patterned article having alternating hydrophilic and hydrophobic surface regions |
| DE69928201T2 (de) | 1998-06-03 | 2006-07-13 | Mitsuboshi Belting Ltd., Kobe | Kraftübertragungsriemen |
| US6399678B2 (en) * | 1998-06-25 | 2002-06-04 | Tamko Roofing Products | Silicone-aggregate mixtures for pumping and spraying applications |
| US6610382B1 (en) | 1998-10-05 | 2003-08-26 | 3M Innovative Properties Company | Friction control article for wet and dry applications |
| US6241076B1 (en) * | 1998-12-15 | 2001-06-05 | Dennis Maguire | Control apparatus for conveyor of particulate material |
| US6035765A (en) | 1998-12-23 | 2000-03-14 | Welbilt Corporation | Conveyorized bun griller with non-marking belts |
| US6177654B1 (en) * | 1999-03-10 | 2001-01-23 | Restaurant Technology, Inc. | Contact toaster and method |
| US6919122B2 (en) | 1999-07-08 | 2005-07-19 | Saint-Gobain Performance Plastics Corporation | Flexible composites with integral flights for use in high-temperature food processing equipment and methods for producing the same |
| US6495182B1 (en) | 1999-07-16 | 2002-12-17 | Robert M. Stuck | Loader for conveyorized cooking apparatus |
| US6252201B1 (en) | 2000-01-06 | 2001-06-26 | Middleby Marshall Incorporated | Small fast acting conveyor toaster oven |
| JP3817711B2 (ja) | 2000-07-19 | 2006-09-06 | 日東工業株式会社 | フッ素樹脂製チューブ被覆ベルトの製造方法 |
| EP1309808B1 (en) | 2000-08-18 | 2005-08-03 | The Gates Corporation | Power transmission belt having high modulus adhesive rubber member |
| US6516943B2 (en) * | 2001-04-12 | 2003-02-11 | 3M Innovative Properties Company | Conveyor belt splice cover, and methods |
| US6846232B2 (en) | 2001-12-28 | 2005-01-25 | 3M Innovative Properties Company | Backing and abrasive product made with the backing and method of making and using the backing and abrasive product |
| EP1396658B1 (de) | 2002-09-07 | 2006-07-12 | ContiTech Antriebssysteme GmbH | Keilrippenriemen und Verfahren zu dessen Herstellung |
| US6695135B1 (en) | 2003-01-06 | 2004-02-24 | Laitram, L.L.C. | Flexible flight modules in modular plastic conveyor belts |
-
2000
- 2000-06-30 US US09/608,649 patent/US6919122B2/en not_active Expired - Lifetime
- 2000-07-06 DE DE60036333T patent/DE60036333T2/de not_active Expired - Lifetime
- 2000-07-06 AT AT00202394T patent/ATE372942T1/de not_active IP Right Cessation
- 2000-07-06 EP EP00202394A patent/EP1067065B1/en not_active Expired - Lifetime
- 2000-07-10 JP JP2000208776A patent/JP4224191B2/ja not_active Expired - Lifetime
-
2004
- 2004-03-09 US US10/796,534 patent/US7278350B2/en not_active Expired - Lifetime
-
2006
- 2006-10-02 US US11/541,971 patent/US7487578B2/en not_active Expired - Lifetime
-
2008
- 2008-09-25 JP JP2008246579A patent/JP4814293B2/ja not_active Expired - Lifetime
-
2009
- 2009-01-05 US US12/348,537 patent/US9138944B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1067065A3 (en) | 2001-05-30 |
| DE60036333T2 (de) | 2008-01-03 |
| US20040109986A1 (en) | 2004-06-10 |
| US7487578B2 (en) | 2009-02-10 |
| US6919122B2 (en) | 2005-07-19 |
| JP2001088232A (ja) | 2001-04-03 |
| EP1067065A2 (en) | 2001-01-10 |
| DE60036333D1 (de) | 2007-10-25 |
| US20070031602A1 (en) | 2007-02-08 |
| JP4814293B2 (ja) | 2011-11-16 |
| US9138944B2 (en) | 2015-09-22 |
| JP2009045471A (ja) | 2009-03-05 |
| US20040154473A1 (en) | 2004-08-12 |
| US7278350B2 (en) | 2007-10-09 |
| US20090114101A1 (en) | 2009-05-07 |
| EP1067065B1 (en) | 2007-09-12 |
| ATE372942T1 (de) | 2007-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4224191B2 (ja) | 高温食品加工機器に用いられる一体フライト付きの可撓性複合材及びその製造方法 | |
| EP0655215B1 (en) | Improved belt cooking apparatus | |
| AU2004232310B2 (en) | Apparatus and method for forming food products by gradual compression | |
| KR860006224A (ko) | 감열성 웨브에 고온 용융 감압성 접착제를 도포시키는 방법 및 장치 | |
| EP1814395A2 (en) | Apparatus and method for forming a pressed, baked food product | |
| CA2691599A1 (en) | Filled bread product and a method for making the product | |
| KR20130127006A (ko) | 육류 제품의 요리방법 | |
| SK285002B6 (sk) | Zariadenie na kontinuálne vákuové tvarovanie materiálu | |
| US4697507A (en) | Apparatus for preparation of a processing food | |
| JPH04133936A (ja) | 板材の押出装置および乾燥設備 | |
| JP4392607B2 (ja) | 繊維ボードの製造方法 | |
| KR100582671B1 (ko) | 판상의 복합소재 제조장치 | |
| US3345237A (en) | Apparatus for attaching a backing to a fibrous body | |
| JP7776917B1 (ja) | 薄皮状生地シートの製造装置および製造方法 | |
| WO2015009212A1 (en) | A cooking machine with an improved conveyor | |
| JP2005237312A (ja) | ピザ生地など食品生地の製造方法、及びその装置 | |
| JP3678155B2 (ja) | 表面に凹凸がある浮出し模様を具える焼き菓子の製造方法およびその製造装置 | |
| CN209628560U (zh) | 一种蜜饯生产线的烘干传送设备 | |
| JP2005021565A (ja) | まな板用滑り止めシート | |
| JP4708526B2 (ja) | 無端状ベルト | |
| CN119632120A (zh) | 冷条状物料表面处理系统及其应用 | |
| JP2017186426A (ja) | シート | |
| Manley et al. | Sheeting, gauging and cutting in biscuit manufacture | |
| JPS6339276B2 (ja) | ||
| FI75472B (fi) | Stekmaskin foer livsmedel. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080415 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20080415 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20080520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080526 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080826 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080829 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081117 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081121 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4224191 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |