JP4249334B2 - バリア性フィルムおよびそれを使用した積層材 - Google Patents
バリア性フィルムおよびそれを使用した積層材 Download PDFInfo
- Publication number
- JP4249334B2 JP4249334B2 JP16877199A JP16877199A JP4249334B2 JP 4249334 B2 JP4249334 B2 JP 4249334B2 JP 16877199 A JP16877199 A JP 16877199A JP 16877199 A JP16877199 A JP 16877199A JP 4249334 B2 JP4249334 B2 JP 4249334B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- vapor deposition
- aluminum oxide
- vapor
- vacuum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Physical Vapour Deposition (AREA)
- Wrappers (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
Description
【発明の属する技術分野】
本発明は、バリア性フィルムおよびそれを使用した積層材に関し、更に詳しくは、高い透明性を有し、かつ、酸素ガスバリア性、水蒸気バリア性等に優れ、特に、環境温度が変化しても酸素ガスバリア性の変化が少なく温度依存性に充分に耐える酸化アルミニウムの蒸着膜を有するバリア性フィルムおよびそれを使用した積層材に関するものである。
【0002】
【従来の技術】
従来、酸素ガスバリア性、水蒸気バリア性等に優れたバリア性フィルムとして種々のものが開発され、提案されているが、それらの一つとして、近年、プラスチックフィルムの表面に、真空蒸着法等の物理気相成長法を利用して、酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜を設けた蒸着フィルムが知られている。
而して、上記の蒸着フィルムは、透明性を有し、かつ、酸素ガスバリア性、水蒸気バリア性等に優れ、更に、環境対応に適うバリア性素材として注目され、他のプラスチックフィルム、あるいは、紙基材、その他等と積層し、種々の形態からなる積層材を構成し、飲食品、化学品、その他等の物品を充填包装する包装用材料として、その発展、需要が期待されているものである。
【0003】
【発明が解決しようとする課題】
ところで、上記の酸化アルミニウムの蒸着膜を製膜化してなる蒸着フィルムにおいては、高い透明性を有する蒸着フィルムを製造するために、例えば、酸化アルミニウムを蒸発源として蒸着する場合があるが、この場合には、透明性に優れたものを製造することはできるという利点を有するが、酸化アルミニウムの蒸発温度が高く、かつ、その熱効率が著しく劣ることから、蒸着時に基材フィルムへの熱的影響が大きいという問題点があり、更に、高コストになるという問題点がある。
このため、基材フィルムの上に、気相中で酸化アルミニウムの蒸気と酸素ガスとを反応させながら酸化アルミニウムの蒸着膜を形成する方法が知られているが、この場合、酸素ガスの供給量が多いと、高い透明性を有する蒸着フィルムを製造することができるが、酸素ガスバリア性等が劣るという問題点があり、また、酸素ガスの供給量が少ないと酸素ガスバリア性等は良くなるが、透明性が劣り、更に、透明性を高めるために、空気中に放置して完全に酸化させることも試みられているが、この場合には、処理時間に長時間を必要とし、コスト的に問題点がある。
また、蒸着インラインで酸化アルミニウムの蒸着膜面に酸素プラズマを照射し、その蒸着膜面に、反応性の高い高活性酸素を導入し、酸化アルミニウムと水酸化アルミニウムとからなる複合膜を形成する方法も知られているが、この場合には、複合膜が、よりアモルファスになり、例えば、温度変化により酸素ガスバリア性が大きく変化し、温度依存性の高い、使用性に劣る複合膜になるという問題点がある。
更にまた、蒸着オフラインで酸化アルミニウムの蒸着膜面を処理することにより、上記と同様に、酸化アルミニウムと水酸化アルミニウムとからなる複合膜を形成する方法も知られているが、この場合においても、上記と同様に、温度依存性が高くなり、高温において酸素ガスバリア性が劣化する複合膜になるという問題点がある。
いずれにしても、酸化アルミニウムの蒸着膜を製膜化してなる蒸着フィルムは、その酸化アルミニウムの蒸着膜が、高い透明性を有するという利点があるが、酸素ガスバリア性等において酸化珪素の蒸着膜を製膜化してなる蒸着フィルムよりも劣り、酸素ガスバリア性、水蒸気ガスバリア性等について、酸化珪素の蒸着膜を製膜化してなる蒸着フィルムに及ばないものである。
また、酸化アルミニウムの蒸着膜を製膜化してなる蒸着フィルムにおいて、その酸素ガスバリア性、水蒸気ガスバリア性等を上げるために、酸化アルミニウムの蒸着膜の膜厚を厚くすることも試みられているが、この場合には、酸化アルミニウムの蒸着膜の膜硬度が高く、例えば、所望の印刷絵柄層を設ける印刷加工、あるいは、他のプラスチックフィルム等を積層する積層ラミネ−ト加工、更に、積層材を使用して製袋する製袋加工等の後加工工程において、酸化アルミニウムの蒸着膜にクラック等が発生し、その要をなさないという問題点がある。
更に、基材フィルムの表面に、予め、蒸着用アンダ−コ−ト剤等をコ−ティングし、酸化アルミニウムの蒸着膜あるいは酸化珪素の蒸着膜等との密着強度等を向上させて、その酸素ガスバリア性、水蒸気ガスバリア性等を向上させることも試みられているが、酸化アルミニウムの蒸着膜の場合には、その効果が認められないものである。
そこで本発明は、高い透明性を有し、かつ、酸素ガスバリア性、水蒸気バリア性等に優れ、特に、環境温度が変化しても酸素ガスバリア性の変化が少ない温度依存性に充分に耐える酸化アルミニウムの蒸着膜を製膜化してなるバリア性フィルムおよびそれを使用した積層材等を提供することである。
【0004】
【課題を解決するための手段】
本発明者は、上記のような問題点を解決すべく種々検討の結果、基材フィルムの片面に、アルミニウム蒸気と酸素とを気相中で反応させながら、その反応系をインラインで調整して、366nmにおける紫外線透過率を88〜92%の範囲に調整した酸化アルミニウムの蒸着膜を製膜化し、次に、該酸化アルミニウムの蒸着膜を製膜化した基材フィルムからなる蒸着フィルムを、25℃の常温状態で、相対湿度50%RHの環境中に1週間以上放置して恒温恒湿処理してバリア性フィルムを製造したところ、366nmにおける紫外線透過率を95%以上に調整することができ、極めて高い透明性を有し、更に、酸素ガスバリア性、水蒸気バリア性等に優れ、特に、環境温度が変化しても酸素ガスバリア性の変化が少ない温度依存性に充分に耐えるバリア性フィルムを見出し、更に、上記のバリア性フィルムに、他のプラスチックフィルム等を積層して積層材を製造し、次に、該積層材を使用し、これを製袋して包装用容器を製造し、該包装用容器内に、飲食品、化学品、その他等の種々の物品、特に、小麦粉、パン粉、カレ−粉、米穀粉、その他等の粉末状飲食品を充填包装したところ、充填包装適性を有すると共に流通、貯蔵等の経路等において十分に保存適性を有し、極めて良好な包装製品を製造し得ることを見出して本発明を完成したものである。
【0005】
すなわち、本発明は、基材フィルムの片面に、アルミニウム蒸気と酸素とを気相中で反応させながら、その反応系をインラインで調整して、366nmにおける紫外線透過率を88〜92%の範囲に調整した酸化アルミニウムの蒸着膜を製膜化し、次に、該酸化アルミニウムの蒸着膜を製膜化した基材フィルムからなる蒸着フィルムを、25℃の常温状態で、相対湿度50%RHの環境中に1週間以上放置して恒温恒湿処理することにより、366nmにおける紫外線透過率を95%以上に調整したことを特徴とするバリア性フィルムおよびそれを使用した積層材に関するものである。
【0006】
【発明の実施の形態】
上記の本発明について以下に更に詳しく説明する。
まず、本発明にかかるバリア性フィルムについてその製造法の一例を挙げて説明すると、本発明にかかるバリア性フィルムは、まず、真空蒸着装置等を使用し、基材フィルムの片面に、アルミニウム蒸気と酸素とを気相中で反応させながらその反応系をインラインで調整して、366nmにおける紫外線透過率を88〜92%に調整した酸化アルミニウムの蒸着膜を製膜化し、次いで、該酸化アルミニウムの蒸着膜を製膜化した基材フィルムからなる蒸着フィルムを、例えば、その酸化アルミニウムの蒸着膜面を内側にして巻き取り、しかる後、更に、該酸化アルミニウムの蒸着膜面が外側になるように巻き返し、その巻き返した蒸着フィルムを温度25℃、相対湿度50%RHの環境中に1週間以上放置して恒温恒湿処理を施すことにより、366nmにおける紫外線透過率を95%以上に調整して、本発明にかかるバリア性フィルムを製造することができる。
【0007】
上記の本発明にかかるバリア性フィルムの製造法について、その一例である巻き取り式真空蒸着機を例示して更に具体的に説明すると、図1に示すように、巻き取り式真空蒸着装置1の真空チャンバ−2の中で、巻き出しロ−ル3から基材フィルム4を繰り出し、次いで、該基材フィルム4を、ガイドロ−ル5、6を介して、冷却したコ−ティングドラム7に案内する。
他方、真空チャンバ−2の中では、るつぼ8で蒸着源9として熱せられたアルミニウム(金属)を蒸発させ、その際に、酸素吹き出し口10より酸素ガス等を供給して、上記のアルミニウム蒸気と酸素ガスとを反応させながら、上記で冷却したコ−ティングドラム7の上に案内された基材フィルム4の表面に、マスク11、11を介して酸化アルミニウムの蒸着膜を製膜化し、次いで、該酸化アルミニウムの蒸着膜を製膜化した基材フィルム4からなる蒸着フィルムを、その酸化アルミニウムの蒸着膜を内側にして、ガイドロ−ル5´、6´を介して、巻き取りロ−ル12に巻き取って、基材フィルム4の上に酸化アルミニウムの蒸着膜を製膜化してなる蒸着フィルを製造する。
而して、本発明においては、上記の蒸着フィルムの製造工程において、酸素吹き出し口10より酸素ガス等を供給する際に、その酸素ガスの供給量を調整しながら、366nmにおける紫外線透過率を88〜92%に調整した酸化アルミニウムの蒸着膜を製膜化するものである。
ちなみに、上記で製膜化された酸化アルミニウムの蒸着膜は、アルミニウムの酸化度が低く、真っ黒ないし濃い茶褐色状を呈しているものである。
次いで、本発明においては、上記で製造した蒸着フィルムは、上記のように酸化アルミニウムの蒸着膜が完全に透明ではないことから、その透明化をオフラインで行うことにより、本発明にかかるバリア性フィルムを製造するものである。
すなわち、本発明においては、図示しないが、上記で製造した蒸着フィルムを真空チャンバ−から取り出した後、例えば、巻き返し機等を使用して、その酸化アルミニウムの蒸着膜面が外側になるように巻き返し、しかる後、その巻き返した蒸着フィルムを温度25℃の範囲で、相対湿度50%の範囲の一定条件下において1週間以上放置して恒温恒湿処理を施して酸化アルミニウムの蒸着膜を構成するアルミニウムの酸化度を高めて透明化を図ることにより、366nmにおける紫外線透過率を95%以上に調整して、本発明にかかるバリア性フィルムを製造するものである。
なお、本発明においては、蒸着フィルムの状態においては、酸化アルミニウムの蒸着膜を構成する酸化アルミニウムが、Al2 O3 という完全な酸化アルミニウムになりきっていない不完全な酸化アルミニウムの状態であり、これが、空気中の酸素等を吸収し、その酸素と反応してAl2 O3 という完全な酸化アルミニウム状態に変化することによって、そのガスバリア性等の性能を保持しつつ透明性が上げられるものであると推定されるものである。
【0008】
上記の製造法において、基材フィルムとしては、無色透明な各種の樹脂のフィルムないしシ−トを使用することができ、具体的には、例えば、ポリエチレンあるいはポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレ−トあるいはポリエチレンナフタレ−ト等のポリエステル系樹脂、ポリアミド系樹脂、ポリカ−ボネ−ト系樹脂、その他等の各種の樹脂のフィルムないしシ−トを使用することができる。
この樹脂のフィルムないしシ−トは、単層、あるいは、2層以上の共押し出し法で製膜したもの、あるいは、例えば、フラット法による逐次2軸延伸法、同時2軸延伸法、チュ−ブラ−同時2軸延伸法等を利用して二軸方向に延伸加工されているもの等を使用することができ、更に、その厚さとしては、フィルムないしシ−トの製造時の安定性等から、約7〜100μm位、好ましくは、9〜30μm位が望ましい。
また、上記の樹脂のフィルムないしシ−トとしては、必要ならば、その表面に、例えば、コロナ放電処理、プラズマ処理、フレ−ム処理、その他等の表面活性処理を任意に施すことができる。
また、本発明においては、蒸着膜との強固を密着強度を達成するために、例えば、ポリエステル系、ウレタン系、エポキシ系、アミン系、その他等のアンカ−コ−ト剤を第1の薄膜を形成する蒸着工程で、インライン、あるいは、オフラインで形成することもできる。
更に、本発明においては、用途に応じて、例えば、帯電防止剤、紫外線吸収剤、可塑剤、滑剤、充填剤、その他等の所望の添加剤を、その透明性に影響しない範囲内で任意に添加し、それらを含有する樹脂のフィルムないしシ−ト等も使用することができる。
【0009】
而して、本発明においては、基材フィルムとしては、上記のような樹脂のフィルムないしシ−トの中でも、テレフタル酸とエチレングリコ−ルとの縮合反応で得られるポリエチレンテレフタレ−トフィルム等のジカルボン酸の酸成分とジオ−ルのアルコ−ル成分との脱水縮合物であるポリエステル系樹脂のフィルムないしシ−トを使用することが望ましいものである。
上記のポリエステル系樹脂としては、その目的に応じて、例えば、酸成分、あるいは、アルコ−ル成分に他の成分を使用したり、あるいは、部分的に多成分を使用してコポリマ−とすることもできる。
更に、上記のポリエステル系樹脂のフィルムないしシ−トとしては、通常の一般タイプのものの他、透明タイプ、易接着性タイプ、レトルトタイプ、その他、特殊なタイプのもの等のいずれのもでも使用することができる。
また、本発明においては、充填包装する内容物として、特に、小麦粉、パン粉、カレ−粉、米穀粉、その他等の粉末状飲食品を充填包装する場合には、強靱性に富み、耐突き刺し性、耐薬品性、その他等に優れているナイロン6、ナイロン66、ナイロン7、ナイロン12、その他等のポリアミド系樹脂のフィルムないしシ−トを使用することが望ましいものである。
【0010】
次に、本発明において、本発明にかかるバリア性フィルムを構成する酸化アルミニウムの蒸着膜としては、透明性に優れ、非結晶性の酸化アルミニウムの蒸着膜が好ましく、具体的には、式AlOX (ただし、式中、Xは、1〜1.5の数を表す。)で表される酸化アルミニウムの蒸着膜が好ましいものである。
また、本発明において、上記の酸化アルミニウムの蒸着膜の膜厚としては、50〜500Å位、より好ましくは、150〜300Å位が望ましく、而して、上記において、300Å、更には、500Åより厚くなると、その膜の可撓性が低下し、膜にクラック等が発生し易くなるので好ましくなく、また、50Å未満、更には、150Å未満であると、そのバリア性等の効果を奏することが困難になることから好ましくないものである。
而して、本発明において、上記の酸化アルミニウムの蒸着膜は、具体的には、例えば、蒸着原料としてアルミニウムを用い、エレクトロンビ−ムガン等でアルミニウムを蒸発させ、そのアルミニウムの蒸発気相中に酸素ガス等を供給することでアルミニウムを酸化させて、基材フィルムの上に酸化アルミニウムの蒸着膜を低コストで良好に形成するものである。
上記において、酸化反応を効率的に行うためには、マイクロウエ−ブ波を照射しながら蒸着する方法も利用することができる。
本発明において、上記の蒸着法としては、例えば、真空蒸着法、スパッタリング法、イオンプレ−ティング法等の物理気相成長法(物理気相成長法、Physical Vapor Deposition法、PVD法)によって、酸化アルミニウムの蒸着膜を形成し、これを使用することができる。
また、上記において、蒸着原料の加熱方式としては、例えば、エレクトロンビ−ム(EB)方式、高周波誘導加熱方式、抵抗加熱方式等を用いることができ、本発明においては、熱効率が良く、高速で蒸着が可能なエレクトロンビ−ム方式の真空蒸着法がより好ましいものである。
【0011】
ところで、本発明にかかるバリア性フィルムにおいて、酸化アルミニウムの蒸着膜の透明性は、アルミニウムと反応させる酸素ガスの供給量によって決まるものであり、酸素ガスの供給量が多いと、透明性は良好になるが酸素ガスバリア性は悪くなり、また、酸素ガスの供給量が少ないと、酸素ガスバリア性良好になるが、透明性は悪化することになるものである。
而して、本発明においては、前述のように、蒸着インラインで酸素ガスの供給量を調整し、酸化アルミニウムの蒸着膜を構成するアルミニウムの酸化度が低く、色調が、真っ黒ないし濃い茶褐色状であり、更に、366nmにおける紫外線透過率を88〜92%に調整した酸化アルミニウムの蒸着膜を製膜化するものである。
次いで、本発明においては、上記で酸化アルミニウム蒸着膜を製膜化した基材フィルムからなる蒸着フィルムを、蒸着インラインで、その酸化アルミニウム蒸着膜面を内側にして巻き取ったものを、更に、該酸化アルミニウム蒸着膜面が外側になるように巻き返し、次いで、上記の巻き返した蒸着フィルムを温度25℃、相対湿度50%RHの環境中に1週間以上放置して恒温恒湿処理することにより、酸化アルミニウムの蒸着膜を構成するアルミニウムの酸化度を高めて透明化を図ることにより、366nmにおける紫外線透過率を95%以上に調整して、本発明にかかるバリア性フィルムを製造するものである。
【0012】
本発明において、上記のような製造法で得られる本発明にかかるバリア性フィルムAは、図2の概略的断面図で示すように、基材フィルム4の片面に、アルミニウム蒸気と酸素とを気相中で反応させ、その反応系をインラインで調整して製膜化した366nmにおける紫外線透過率が88〜92%の範囲にある酸化アルミニウムの蒸着膜21を、25℃の常温状態で、相対湿度50%RHの環境中に1週間以上放置して恒温恒湿処理して調整し、366nmにおける紫外線透過率を95%以上に変性してなる酸化アルミニウムの蒸着膜22を設けた構成からなるものである。
【0013】
而して、上記のようにして製造した本発明にかかるバリア性フィルムは、例えば、樹脂のフィルム、紙基材、金属素材、合成紙、セロハン、その他等の包装用容器を構成する包装用素材等と任意に組み合わせて積層し、種々の物品を充填包装するに適した積層材を製造可能とするものである。
上記の積層材についてその一二例を具体例を例示すれば、図3の概略的断面図に示すように、上記の図2に示すバリア性フィルムAの酸化アルミニウムの蒸着膜22(21)の面に、少なくとも、ヒ−トシ−ル性樹脂層23を積層した構成からなる積層材Bを挙げることができる。
上記の図3において、図中、4の符号は、前述と同じ意味である。
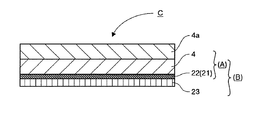
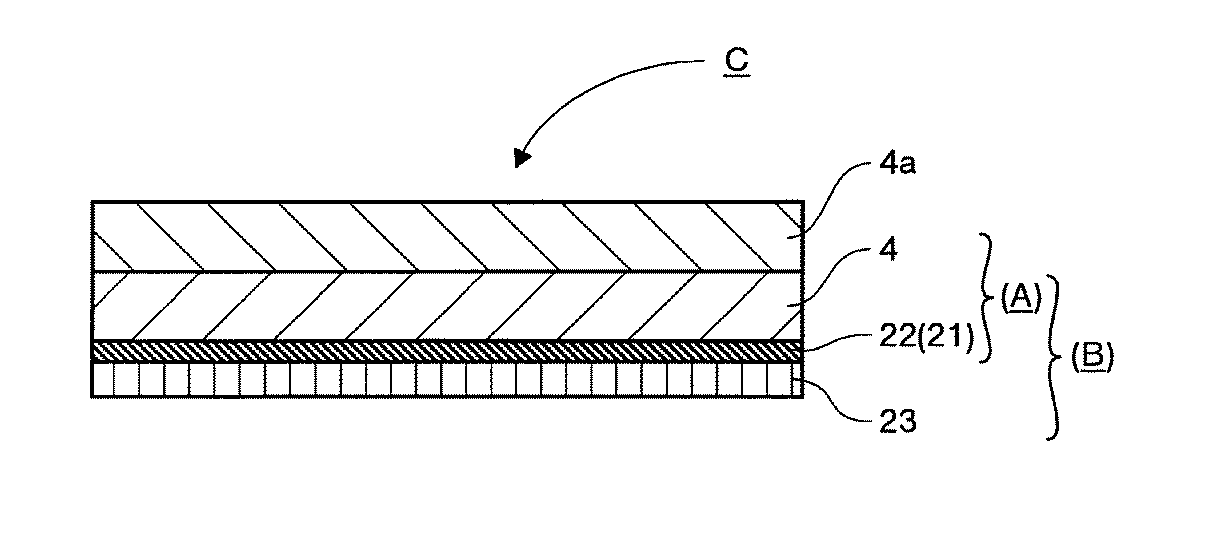
あるいは、本発明においては、図4の概略的断面図に示すように、上記の図3に示す積層材Bの基材フィルム4の他方の面に、更に、基材フィルム4aを積層した構成からなる積層材Cを挙げることができる。
上記の図4において、図中、4、22(21)、A等の符号は、前述と同じ意味である。
なお、上記の例示は、本発明にかかるバリア性フィルムを使用した積層材についてその一二例を例示したものであり、本発明は、これらによって限定されるものではないことは言うまでもないことである。
【0014】
本発明において、上記のヒ−トシ−ル性樹脂層を形成するヒ−トシ−ル性樹脂としては、熱によって溶融し相互に融着し得る樹脂のフィルムないしシ−トを使用することができ、具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマ−樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体、エチレン−メタクリル酸メチル共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマ−、ポリブテンポリマ−、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマ−ル酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、その他等の樹脂のフィルムないしシ−トを使用することができる。
而して、上記のフィルムないしシ−トは、その樹脂を含む組成物によるコ−ティング膜の状態で使用することができる。
その膜もしくはフィルムないしシ−トの厚さとしては、5μmないし300μm位が好ましくは、更には、10μmないし150μm位が望ましい。
【0015】
なお、本発明において、上記のヒ−トシ−ル性樹脂層を形成するヒ−トシ−ル性樹脂としては、特に、メタロセン触媒を用いて重合したエチレン・α−オレフィン共重合体を使用することが好ましいものである。
而して、上記のメタロセン触媒を用いて重合したエチレン・α−オレフィン共重合体としては、例えば、二塩化ジルコノセンとメチルアルモキサンの組み合わせによる触媒等のメタロセン錯体とアルモキサンとの組み合わせによる触媒、すなわち、メタロセン触媒を使用して重合してなるエチレン−α−オレフィン共重合体を使用することができる。
メタロセン触媒は、現行の触媒が、活性点が不均一でマルチサイト触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト触媒とも呼ばれているものである。
具体的には、三菱化学株式会社製の商品名「カ−ネル」、三井石油化学工業株式会社製の商品名「エボリュ−」、米国、エクソン・ケミカル(EXXON CHEMICAL)社製の商品名「エクザクト(EXACT)」、米国、ダウ・ケミカル(DOW CHEMICAL)社製の商品名「アフィニティ−(AFFINITY)、商品名「エンゲ−ジ(ENGAGE)」等のメタロセン触媒を用いて重合したエチレン・α−オレフィン共重合体を使用することができる。
而して、本発明において、上記のようなメタロセン触媒を用いて重合したエチレン・α−オレフィン共重合体の樹脂としては、そのフィルムないしシ−ト、あるいはその共重合体を含む組成物によるコ−ティング膜等の状態で使用することができ、それによって、最内層を構成するヒ−トシ−ル性を有する樹脂のフィルムないしシ−トとして機能し、而して、その低温ヒ−トシ−ル性により、製袋時等の後加工において、無機酸化物の薄膜等に生じるクラック等の発生を防止することが可能となるものである。
その膜もしくはフィルムないしシ−トの厚さとしては、3μmないし300μm位、好ましくは、5μmないし100μm位が望ましい。
なお、本発明においては、上記のメタロセン触媒を使用して重合してなるエチレン−α−オレフィン共重合体に、更に、例えば、部分架橋エチレン−プロピレンゴム(EPDM)、エチレン−プロピレンゴム(EPR)、スチレン−ブタジエン−スチレンブロックコ−ポリマ−(SBS)、スチレン−イソブチレン−スチレンブロックコポリマ−(SIS)、スチレン−エチレン−ブチレン−スチレンブロックコポリマ−(SEBS)等の熱可塑性エラストマ−の1種ないしそれ以上を添加してなる樹脂組成物によるヒ−トシ−ル性樹脂層を使用することもできる。
また、本発明において、ヒ−トシ−ル性樹脂層としては、例えば、線状低密度ポリエチレンと、メタロセン触媒を使用して重合してなるエチレン−α−オレフィン共重合体とを使用し、これらの各々を共押し出ししてなる共押し出しフィルムからなる多層のヒ−トシ−ル性樹脂層でもよいものである。
【0016】
本発明において、上記の基材フィルムとしては、前述の基材フィルムを同様に使用することができ、例えば、ポリエチレンあるいはポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレ−トあるいはポリエチレンナフタレ−ト等のポリエステル系樹脂、ポリアミド系樹脂、ポリカ−ボネ−ト系樹脂、その他等の各種の樹脂のフィルムないしシ−トを使用することができる。
上記の樹脂のフィルムないしシ−トは、単層、あるいは、2層以上の共押し出し法で製膜したもの、あるいは、例えば、フラット法による逐次2軸延伸法、同時2軸延伸法、チュ−ブラ−同時2軸延伸法等を利用して二軸方向に延伸加工されているもの等を使用することができ、更に、その厚さとしては、フィルムないしシ−トの製造時の安定性等から、約7〜100μm位、好ましくは、9〜30μm位が望ましい。
【0017】
なお、本発明においては、通常、包装用容器は、物理的にも化学的にも過酷な条件におかれることから、包装用容器を構成する包装材料には、厳しい包装適性が要求され、変形防止強度、落下衝撃強度、耐ピンホ−ル性、耐熱性、密封性、品質保全性、作業性、衛生性、その他等の種々の条件が要求され、このために、本発明においては、上記のような諸条件を充足する材料を任意に選択して使用することができ、具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマ−樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸またはメタクリル酸共重合体、酸変性ポリオレフィン系樹脂、メチルペンテンポリマ−、ポリブテン系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニリデン系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリ(メタ)アクリル系樹脂、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS系樹脂)、アクリロニトリル−ブタジェン−スチレン共重合体(ABS系樹脂)、ポリエステル系樹脂、ポリアミド系樹脂、ポリカ−ボネ−ト系樹脂、ポリビニルアルコ−ル系樹脂、エチレン−酢酸ビニル共重合体のケン化物、フッ素系樹脂、ジエン系樹脂、ポリアセタ−ル系樹脂、ポリウレタン系樹脂、ニトロセルロ−ス、その他等の公知の樹脂のフィルムないしシ−トから任意に選択して使用することができる。
本発明において、上記のフィルムないしシ−トは、未延伸、一軸ないし二軸方向に延伸されたもの等のいずれのものでも使用することができる。
また、その厚さは、任意であるが、数μmから300μm位の範囲から選択して使用することができる。
更に、本発明においては、フィルムないしシ−トとしては、押し出し成膜、インフレ−ション成膜、コ−ティング膜等のいずれの性状の膜でもよい。
また、上記において、紙基材としては、例えば、強サイズ性の晒または未晒の紙基材、あるいは純白ロ−ル紙、クラフト紙、板紙、加工紙等の紙基材、その他等を使用することができる。
上記において、紙層を構成する紙基材としては、坪量約80〜600g/m2 位のもの、好ましくは、坪量約100〜450g/m2 位のものを使用することが望ましい。
また、上記にといて、金属素材としては、例えば、アルミニウム箔、あるいは、アルミニウム蒸着膜を有する樹脂のフィルム等を使用することができる。
【0018】
而して、上記において、上記のような材料を使用して本発明にかかる積層材を製造する方法について説明すると、かかる方法としては、通常の包装材料をラミネ−トする方法、例えば、ウエットラミネ−ション法、ドライラミネ−ション法、無溶剤型ドライラミネ−ション法、押し出しラミネ−ション法、Tダイ押し出し成形法、共押し出しラミネ−ション法、インフレ−ション法、共押し出しインフレ−ション法、その他等で行うことができる。
而して、本発明においては、上記の積層を行う際に、必要ならば、例えば、コロナ処理、オゾン処理、フレ−ム処理、その他等の前処理をフィルムに施すことができ、また、例えば、ポリエステル系、イソシアネ−ト系(ウレタン系)、ポリエチレンイミン系、ポリブタジェン系、有機チタン系等のアンカ−コ−ティング剤、あるいはポリウレタン系、ポリアクリル系、ポリエステル系、エポキシ系、ポリ酢酸ビニル系、セルロ−ス系、その他等のラミネ−ト用接着剤等の公知のアンカ−コ−ト剤、接着剤等を使用することができる。
【0019】
なお、本発明にかかる積層材においては、これを構成するいずれかの層に、例えば、文字、図形、絵柄、記号、その他等からなる所望の印刷絵柄層を形成することができる。
上記の印刷絵柄層としては、例えば、上記の酸化アルミニウムの蒸着膜、あるいは、基材フィルム、その他等の基材の上に、通常のグラビアインキ組成物、オフセットインキ組成物、凸版インキ組成物、スクリ−ンインキ組成物、その他等のインキ組成物を使用し、例えば、グラビア印刷方式、オフセット印刷方式、凸版印刷方式、シルクスクリ−ン印刷方式、その他等の印刷方式を使用し、例えば、文字、図形、絵柄、記号、その他等からなる所望の印刷絵柄を形成することにより構成することができる。
【0020】
次に、本発明において、上記のような本発明にかかる積層材を使用して製袋ないし製函する方法について説明すると、例えば、包装用容器がプラスチックフィルム等からなる軟包装袋の場合、上記のような方法で製造した積層材を使用し、その内層のヒ−トシ−ル性樹脂層の面を対向させて、それを折り重ねるか、或いはその二枚を重ね合わせ、更にその周辺端部をヒ−トシ−ルしてシ−ル部を設けて袋体を構成することができる。
而して、その製袋方法としては、上記の積層材を、その内層の面を対向させて折り曲げるか、あるいはその二枚を重ね合わせ、更にその外周の周辺端部を、例えば、側面シ−ル型、二方シ−ル型、三方シ−ル型、四方シ−ル型、封筒貼りシ−ル型、合掌貼りシ−ル型(ピロ−シ−ル型)、ひだ付シ−ル型、平底シ−ル型、角底シ−ル型、その他等のヒ−トシ−ル形態によりヒ−トシ−ルして、本発明にかかる種々の形態の包装用容器を製造することができる。
【0021】
その他、例えば、自立性包装袋(スタンディングパウチ)等も製造することが可能であり、更に、本発明においては、上記の複合フィルムを使用してチュ−ブ容器等も製造することができる。
上記において、ヒ−トシ−ルの方法としては、例えば、バ−シ−ル、回転ロ−ルシ−ル、ベルトシ−ル、インパルスシ−ル、高周波シ−ル、超音波シ−ル等の公知の方法で行うことができる。
なお、本発明においては、上記のような包装用容器には、例えば、ワンピ−スタイプ、ツウ−ピ−スタイプ、その他等の注出口、あるいは開閉用ジッパ−等を任意に取り付けることができる。
【0022】
次にまた、包装用容器として、紙基材を含む液体充填用紙容器の場合、例えば、積層材として、紙基材を積層した積層材を製造し、これから所望の紙容器を製造するブランク板を製造し、しかる後該ブランク板を使用して胴部、底部、頭部等を製函して、例えば、ブリックタイプ、フラットタイプあるいはゲ−ベルトップタイプの液体用紙容器等を製造することができる。
また、その形状は、角形容器、丸形等の円筒状の紙缶等のいずれのものでも製造することができる。
【0023】
本発明において、上記のようにして製造した包装用容器は、透明性、酸素ガス、水蒸気等に対するガスバリア性、耐衝撃性、耐突き刺し性、強度等に優れ、更に、ラミネ−ト加工、印刷加工、製袋ないし製函加工等の後加工適性を有し、また、バリア性膜としての蒸着薄膜の剥離を防止し、かつ、その熱的クラックの発生を阻止し、その劣化を防止して、バリア性膜として優れた耐性を発揮し、例えば、飲食品、化学品、医薬品、その他等の種々の物品、特に、小麦粉、パン粉、カレ−粉、米穀粉、その他等の粉末状飲食品の充填包装適性を有すると共に流通、貯蔵等の経路等において十分に保存適性を有し、極めて良好な包装製品を製造し得るができるものである。
【0024】
【実施例】
次に本発明について実施例を挙げて更に具体的に説明する。
実施例1
(1).基材フィルムとして、厚さ15μmの2軸延伸ナイロン6フィルムを使用し、これをエレクトロンビ−ム(EB)加熱方式のPVD真空蒸着機の送り出しロ−ルに装着し、下記の条件で真空蒸着を行って、膜厚200Åの酸化アルミニウムの蒸着膜を製膜化して蒸着フィルムを製造した。
蒸着原料:アルミニウム
巻き取り側チャンバ−内の真空度:2.3×10-3mbar
酸素ガス導入前のコ−ティングチャンバ−内の真空度:2.9×10-4mbar
酸素ガス導入後のコ−ティングチャンバ−内の真空度:4.3×10-4mbar
基材フィルムの搬送速度:500m/min(実施例1)
基材フィルムの蒸着面:コロナ処理面
(2).上記で製造した蒸着フィルムを、その酸化アルミニウムの蒸着膜面を内側にして巻き取り、しかる後、該蒸着フィルムを蒸着機より取り出し、次いで、該蒸着フィルムを、その酸化アルミニウムの蒸着膜面を外側にして巻き返した後、25℃/50%RHの恒温恒湿条件に7日間保管して恒温恒湿処理して、本発明にかかるバリア性フィルムを製造した。
(3).次に、上記で製造したバリア性フィルムの酸化アルミニウムの蒸着膜面に、厚さ50μmの低密度ポリエチレンフィルム(LDPE)をドライラミネ−ション法を用いて積層して、下記の層構成からなる本発明にかかる積層材を製造した。
上記において、接着剤としては、2液硬化型のウレタン系接着剤を用い、接着剤量は、4.5g/m2 (固形分量)とした。
厚さ15μmの2軸延伸ナイロンフィルム・酸化アルミニウム蒸着膜/接着剤層/厚さ50μmの低密度ポリエチレンフィルム
【0025】
実施例2
(1).基材フィルムとして、厚さ12μmの2軸延伸ポリエチレンテレフタレ−トフィルムを使用し、これをエレクトロンビ−ム(EB)加熱方式のPVD真空蒸着機の送り出しロ−ルに装着し、下記の条件で真空蒸着を行って、膜厚200Åの酸化アルミニウムの蒸着膜を製膜化して蒸着フィルムを製造した。
蒸着原料:アルミニウム
巻き取り側チャンバ−内の真空度:2.3×10-3mbar
酸素ガス導入前のコ−ティングチャンバ−内の真空度:2.9×10-4mbar
酸素ガス導入後のコ−ティングチャンバ−内の真空度:4.3×10-4mbar
基材フィルムの搬送速度:500m/min(実施例1)
基材フィルムの蒸着面:コロナ処理面
(2).上記で製造した蒸着フィルムを、その酸化アルミニウムの蒸着膜面を内側にして巻き取り、しかる後、該蒸着フィルムを蒸着機より取り出し、次いで、該蒸着フィルムを、その酸化アルミニウムの蒸着膜面を外側にして巻き返した後、25℃/50%RHの恒温恒湿条件に7日間保管して恒温恒湿処理して、本発明にかかるバリア性フィルムを製造した。
(3).次に、上記で製造したバリア性フィルムの酸化アルミニウムの蒸着膜面に、厚さ60μmの無延伸ポリプロピレンフィルム(CPP)をドライラミネ−ション法を用いて積層して、下記の層構成からなる本発明にかかる積層材を製造した。
上記において、接着剤としては、2液硬化型のウレタン系接着剤を用い、接着剤量は、3.5g/m2 (固形分量)とした。
厚さ12μmの2軸延伸ポリエチレンテレフタレ−トフィルム・酸化アルミニウム蒸着膜/接着剤層/厚さ60μmの無延伸ポリプロピレンフィルム
【0026】
比較例1
(1).基材フィルムとして、厚さ15μmの2軸延伸ナイロン6フィルムを使用し、これをエレクトロンビ−ム(EB)加熱方式のPVD真空蒸着機の送り出しロ−ルに装着し、下記の条件で真空蒸着を行って、膜厚200Åの酸化アルミニウムの蒸着膜を製膜化して蒸着フィルムを製造した。
なお、酸素ガス供給量を調整し、蒸着フィルムの紫外線透過率が、上記の実施例1〜2よりも高い透過率になるように調整した。
蒸着原料:アルミニウム
巻き取り側チャンバ−内の真空度:2.3×10-3mbar
酸素ガス導入前のコ−ティングチャンバ−内の真空度:2.9×10-4mbar
酸素ガス導入後のコ−ティングチャンバ−内の真空度:4.3×10-4mbar
基材フィルムの搬送速度:500m/min(実施例1)
基材フィルムの蒸着面:コロナ処理面
(2).次に、上記で製造した蒸着フィルムの酸化アルミニウムの蒸着膜面に、厚さ50μmの低密度ポリエチレンフィルム(LDPE)をドライラミネ−ション法を用いて積層して、下記の層構成からなる積層材を製造した。
上記において、接着剤としては、2液硬化型のウレタン系接着剤を用い、接着剤量は、4.5g/m2 (固形分量)とした。
厚さ15μmの2軸延伸ナイロン6フィルム・酸化アルミニウム蒸着膜/接着剤層/厚さ50μmの低密度ポリエチレンフィルム
【0027】
比較例2
(1).基材フィルムとして、厚さ12μmの2軸延伸ポリエチレンテレフタレ−トフィルムを使用し、これをエレクトロンビ−ム(EB)加熱方式のPVD真空蒸着機の送り出しロ−ルに装着し、下記の条件で真空蒸着を行って、膜厚200Åの酸化アルミニウムの蒸着膜を製膜化して蒸着フィルムを製造した。
なお、酸素ガス供給量を調整し、蒸着フィルムの紫外線透過率が、上記の実施例1〜2よりも高い透過率になるように調整した。
蒸着原料:アルミニウム
巻き取り側チャンバ−内の真空度:2.3×10-3mbar
酸素ガス導入前のコ−ティングチャンバ−内の真空度:2.9×10-4mbar
酸素ガス導入後のコ−ティングチャンバ−内の真空度:4.3×10-4mbar
基材フィルムの搬送速度:500m/min(実施例1)
基材フィルムの蒸着面:コロナ処理面
(2).次に、上記で製造した蒸着フィルムの酸化アルミニウムの蒸着膜面に、厚さ60μmの無延伸ポリプロピレンフィルム(CPP)をドライラミネ−ション法で積層して、下記の層構成からなる積層材を製造した。
上記において、接着剤としては、2液硬化型のウレタン系接着剤を用い、接着剤量は、3.5g/m2 (固形分量)とした。
厚さ12μmの2軸延伸ポリエチレンテレフタレ−トフィルム・酸化アルミニウム蒸着膜/接着剤層/厚さ60μmの無延伸ポリプロピレンフィルム
【0028】
実験例1
上記の実施例1〜2で製造した蒸着フィルムとバリア性フィルム、および、比較例1〜2で製造した蒸着フィルムについて、膜厚、および、366nmにおける紫外線透過率を測定し、また、上記の実施例1〜2で製造したバリア性フィルム、および、比較例1〜2で製造した蒸着フィルムについて、透明性、および、酸素透過度を測定した。
上記の酸化アルミニウムの蒸着膜の膜厚は、蛍光X線分析計を用いて、絶対検量線法により測定した。
また、上記の紫外線透過率は、分光光度計(島津製作所株式会社製、機種名、UV−2200)を使用し、透過光の366nmにおける直線光と散乱光の合計値を全光線として透過率を測定した。
更にまた、酸素透過度は、モコン(MOCON)法で、米国、モダンコントロ−ル(MODERN CONTROL)社製の酸素ガス透過度測定機〔機種名、オクストラン(OXTRAN)2/20〕を使用して測定した。
その結果を下記の表1に示す。
【0029】
また、上記の表1において、透明性は、バリア性フィルム(実施例1〜2)と蒸着フィルム(比較例1〜2)との紫外線透過率の差より判定し、◎は、良好、×は、やや着色を意味する。
【0030】
実験例2
上記の実施例1〜2、および、比較例1〜2で製造した積層材について、23℃、40℃/100%RHの測定条件で酸素透過度等を測定した。
上記の酸素透過度は、モコン(MOCON)法で、米国、モダンコントロ−ル(MODERN CONTROL)社製の酸素ガス透過度測定機〔機種名、オクストラン(OXTRAN)2/20〕を使用して測定した。
その結果を下記の表2に示す。
【0031】
【0032】
上記の実験例1〜2から明らかなように、実施例1〜2にかかるバリア性フィルムにおいては、蒸着時の蒸着フィルムを、25℃/50%RHの恒温恒湿条件で1週間以上にわたって恒温恒湿処理することにより、その366nmにおける紫外線透過率を高めることができ、その結果、その透明性を蒸着直後よりも格段に向上させることができるものである。
更に、実施例1〜2にかかるバリア性フィルムは、比較例1〜2にかかる蒸着フィルムと比較して、酸素透過度においても優れているものであった。
また、実施例1〜2にかかるバリア性フィルムを使用した積層材は、ラミネ−トフィルム状態で高温条件で長時間保存しても酸素透過度の劣化が少なく、実用性が高いものであり、これに対し、比較例1〜2のものは、高温条件で有意に酸素透過度が悪化した。
【0033】
【発明の効果】
以上の説明で明らかなように、本発明は、基材フィルムの片面に、アルミニウム蒸気と酸素とを気相中で反応させながら、その反応系をインラインで調整して、366nmにおける紫外線透過率を88〜92%の範囲に調整した酸化アルミニウムの蒸着膜を製膜化し、次に、該酸化アルミニウムの蒸着膜を製膜化した基材フィルムからなる蒸着フィルムを、25℃の常温状態で、相対湿度50%RHの環境中に1週間以上放置して恒温恒湿処理してバリア性フィルムを製造したところ、366nmにおける紫外線透過率を95%以上に調整することができ、極めて高い透明性を有し、更に、酸素ガスバリア性、水蒸気バリア性等に優れ、特に、環境温度が変化しても酸素ガスバリア性の変化が少ない温度依存性に充分に耐えるバリア性フィルムを見出し、更に、上記のバリア性フィルムに、他のプラスチックフィルム等を積層して積層材を製造し、次に、該積層材を使用し、これを製袋して包装用容器を製造し、該包装用容器内に、飲食品、化学品、その他等の種々の物品、特に、小麦粉、パン粉、カレ−粉、米穀粉、その他等の粉末状飲食品を充填包装したところ、充填包装適性を有すると共に流通、貯蔵等の経路等において十分に保存適性を有し、極めて良好な包装製品を製造し得ることができるというものである。
【図面の簡単な説明】
【図1】巻き取り式真空蒸着機についてその一例を示す概略的構成図である。
【図2】本発明にかかるバリア性フィルムについてその一例の層構成を示す概略的断面図である。
【図3】本発明にかかるバリア性フィルムを使用した積層材についてその一例の層構成を示す概略的断面図である。
【図4】本発明にかかるバリア性フィルムを使用した積層材についてその一例の層構成を示す概略的断面図である。
【符号の説明】
1 巻き取り式真空蒸着装置
2 真空チャンバ−
3 巻き出しロ−ル
4 基材フィルム
5 ガイドロ−ル
5´ ガイドロ−ル
6 ガイドロ−ル
6´ ガイドロ−ル
7 コ−ティングドラム
8 るつぼ
9 蒸着源
10 酸素吹き出し口
11 マスク
12 巻き取りロ−ル
22(21) 酸化アルミニウムの蒸着膜
A バリア性フィルム
B 積層材
C 積層材
23 ヒ−トシ−ル性樹脂層
4a 基材フィルム
Claims (3)
- 基材フィルムの片面に、真空蒸着装置を使用し、アルミニウム蒸気と酸素とを気相中で反応させながら、その反応系をインラインで調整して、366nmにおける紫外線透過率を88〜92%に調整した酸化アルミニウムの蒸着膜を製膜化し、
次いで、該酸化アルミニウムの蒸着膜を製膜化した基材フィルムからなる蒸着フィルムを、真空蒸着装置内で、その酸化アルミニウムの蒸着膜面を内側にして巻き取り、
しかる後、上記で製造した蒸着フィルムを真空蒸着装置の真空チャンバ−から取り出した後、巻き返し機を使用して、その酸化アルミニウムの蒸着膜面が外側になるように巻き返し、
次いで、上記で巻き返した蒸着フィルムを、温度25℃の範囲で、相対湿度50%の範囲の一定条件下において1週間以上放置して恒温恒湿処理を施し、酸化アルミニウムの蒸着膜を構成するアルミニウムの酸化度を高めて透明化を図ることにより、366nmにおける紫外線透過率を95%以上に調整してなる酸化アルミニウムの蒸着膜を形成することを特徴とするバリア性フィルムの製造法。 - 基材フィルムが、2軸延伸ポリアミド系樹脂フィルムまたは2軸延伸ポリエチレンテレフタレ−トフィルムからなることを特徴とする上記の請求項1に記載するバリア性フィルムの製造法。
- 酸化アルミニウムの蒸着膜が、膜厚150〜300Åの範囲内であることを特徴とする上記の請求項1〜2のいずれか1項に記載するバリア性フィルムの製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16877199A JP4249334B2 (ja) | 1999-06-15 | 1999-06-15 | バリア性フィルムおよびそれを使用した積層材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16877199A JP4249334B2 (ja) | 1999-06-15 | 1999-06-15 | バリア性フィルムおよびそれを使用した積層材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000355070A JP2000355070A (ja) | 2000-12-26 |
| JP4249334B2 true JP4249334B2 (ja) | 2009-04-02 |
Family
ID=15874163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16877199A Expired - Fee Related JP4249334B2 (ja) | 1999-06-15 | 1999-06-15 | バリア性フィルムおよびそれを使用した積層材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4249334B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103879663A (zh) * | 2014-04-16 | 2014-06-25 | 昆山市耐光包装材料有限公司 | 一种耐用塑胶包装纸 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4666607B2 (ja) * | 2005-06-27 | 2011-04-06 | 株式会社アルバック | ガスバリア性フィルムの製造方法およびその製造装置 |
| JP2016078372A (ja) * | 2014-10-20 | 2016-05-16 | 凸版印刷株式会社 | 透明ガスバリアフィルム |
| KR102719662B1 (ko) * | 2021-12-23 | 2024-10-18 | 주식회사 서일 | 배리어 특성이 우수한 알루미늄 투명 증착 필름 및 이의 제조방법 |
-
1999
- 1999-06-15 JP JP16877199A patent/JP4249334B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103879663A (zh) * | 2014-04-16 | 2014-06-25 | 昆山市耐光包装材料有限公司 | 一种耐用塑胶包装纸 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000355070A (ja) | 2000-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2000263681A (ja) | 積層材およびそれを使用した包装用容器 | |
| JP2000272044A (ja) | 透明バリアフィルムとその作製方法、作製装置、及びこれを用いた積層材及び包装容器 | |
| JP4743354B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JPH11170427A (ja) | 酸化アルミニウム蒸着フィルムおよびその製造法 | |
| JP4249334B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JPH11229119A (ja) | 透明バリア性フィルム | |
| JP2000263725A (ja) | 積層材およびそれを使用した包装用容器 | |
| JPH1120073A (ja) | ラミネ−トチュ−ブ容器形成用積層材およびそれを使用したラミネ−トチュ−ブ容器 | |
| JP4121608B2 (ja) | 酸化アルミニウム蒸着フィルム、それを使用した複合フィルムおよびその製造法 | |
| JP4612125B2 (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JPH10156998A (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP4743353B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JP4522506B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JP4121609B2 (ja) | 透明バリア性フィルムおよびその製造法 | |
| JP2000025183A (ja) | 酸化アルミニウム蒸着フィルム | |
| JP4979048B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP2000355071A (ja) | バリア性フィルム及びそれを使用した積層材、並びにバリア性フィルムの製造方法及び装置 | |
| JP2001192018A (ja) | 液体紙容器 | |
| JP2000233479A (ja) | 積層材およびそれを使用した包装用容器 | |
| JPH11105189A (ja) | 透明バリア性ナイロンフィルム、それを使用した積層体および包装用容器 | |
| JP4774577B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP4219993B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JP4478255B2 (ja) | 酸化アルミニウム蒸着フィルムおよびその製造法 | |
| JP4156251B2 (ja) | ヒ−トシ−ル性素材、それを使用した積層体および包装用容器 | |
| JP2002144465A (ja) | バリア性フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060519 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080904 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080911 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081226 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120123 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4249334 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120123 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130123 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130123 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140123 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |