JP4262872B2 - 帯状押出し材料の張力調整方法及びその調整装置 - Google Patents
帯状押出し材料の張力調整方法及びその調整装置 Download PDFInfo
- Publication number
- JP4262872B2 JP4262872B2 JP2000242680A JP2000242680A JP4262872B2 JP 4262872 B2 JP4262872 B2 JP 4262872B2 JP 2000242680 A JP2000242680 A JP 2000242680A JP 2000242680 A JP2000242680 A JP 2000242680A JP 4262872 B2 JP4262872 B2 JP 4262872B2
- Authority
- JP
- Japan
- Prior art keywords
- tension
- tension adjusting
- cross
- strip
- extruded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- B29C47/92—
Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
この発明は、帯状押出し材料の張力調整方法及びその調整装置に係わり、更に詳しくは押出機から押出される幅方向断面が両端末部で厚さの異なる帯状材料を、寸法精度を安定させた状態で押出すことが出来るようにした帯状押出し材料の張力調整方法及びその調整装置に関するものである。
【0002】
【従来の技術】
従来、タイヤ構成材料等の帯状ゴム材料、特に幅方向の断面形状が略三角形状に成形されるビードフィラー等を連続的に押出す場合、押出し物の肉厚断面の差によって押出し速度が両端末部で異なり、押出し物の形状が安定しないと言う問題があった。
【0003】
【発明が解決しようとする課題】
即ち、上記のような断面略三角形状の押出し物を、押出機のダイス(口金金型)から押出す際、押出し物の断面肉厚が大きい側程、押出し抵抗が小さいためにゴム流れが速く、また一方、押出し物の断面肉厚が小さい側程、押出し抵抗が大きいためにゴム流れが遅く、従って、断面肉厚が小さい端末部を、出来るだけ薄くシャープな尖り形状にしたにもかかわらず、どうしても段差ができてしまうと言う問題があった。
【0004】
上記のことから、押出し後の長手方向の形状が、一端側が長く他端側が短くなり、先端部を内側にした湾曲形状となって安定した押出しが出来ないと言う問題があった。
【0005】
この発明の目的は、均等な長さの寸法精度が安定した押出し物を得ることが出来る帯状押出し材料の張力調整方法及びその調整装置を提供することにある。
【0006】
【課題を解決するための手段】
この発明は上記目的を達成するため、この発明の帯状押出し材料の張力調整方法は、押出機から押出された幅方向断面が両端端末部で厚さが異なる帯状材料を、押出し物の断面肉厚が大きい側に断面略円錐台状の張力調整ロールの小径側を位置させると共に、押出し物の断面肉厚が小さい側に前記張力調整ロールの大径側を位置させた状態で掛回し、帯状材料の押出し時に、押出し搬送速度が帯状材料の両端において均一となるように調整することを要旨とするものである。
【0007】
前記帯状材料の幅方向断面が、略三角形状のゴム材料であり、前記張力調整ロールをゴム状弾性材料に密着しない樹脂材料により形成するものである。
【0008】
また、この発明の帯状押出し材料の張力調整装置は、押出機のダイスと成形機との間に張力調整装置を設置し、該張力調整装置を小径側と大径側とから成る断面略円錐台状に形成された張力調整ロールと、この張力調整ロールを回転自在で、かつ軸芯を水平に支持する揺動アームと、この揺動アームを回転自在に支持するスタンドとで構成した張力調整装置を設置したことを要旨とするものである。
ここで、前記張力調整ロールは、ゴム材料に密着しないウレタン樹脂材料で構成するものである。
【0009】
この発明は、上記のように構成され、押出機から押出された幅方向断面が両端端末部で厚さが異なる帯状材料を、押出し物の断面肉厚が大きい側に断面略円錐台状の張力調整ロールの小径側を位置させると共に、押出し物の断面肉厚が小さい側に前記張力調整ロールの大径側を位置させた状態で掛回し、帯状材料の押出し時に、押出し搬送速度が帯状材料の両端において均一となるように調整することで、均等な長さの寸法精度が安定した押出し物を得ることが出来るものである。
【0010】
【発明の実施の形態】
以下、添付図面に基づき、この発明の実施形態を説明する。
【0011】
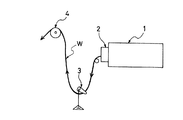
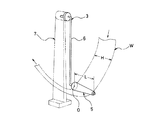
図1は、この発明を実施した帯状押出し材料の張力調整装置の概略構成図、図2は、使用時の斜視図を示し、1は押出機、2はダイス(金型)、3は押出機1から押出された幅方向断面が両端末部で厚さの異なる断面略三角形状の帯状材料W(この実施形態では、タイヤ構成材料として使用するビードフィラーを使用しているが、この材料に特に限定されるものではない)の張力を調整する張力調整装置、4は次工程の成形機、例えば、ビード成形機を示している。
【0012】
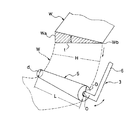
前記、ダイス2から押出される帯状材料Wは、図2及び図3に示すように、断面略三角形状のものであって、従って、ダイス2から押出される帯状材料Wの肉厚tが厚い基端部側Waと、先端が鋭角に形成される先端側Wbとでは、同一圧力で押し出した場合に、押出し圧力が小さい(押出し抵抗が低い)基端部側Waは、ゴム流れが速いことから押出し速度も速く、また先端側Wbでは、押出し抵抗が大きいことから、ゴム流れが遅くなって、押出し速度が遅くなる。この結果、帯状材料Wの基端部側Waと先端側Wbとで段差が出来てしまうのである。
【0013】
そこで、この発明では、ゴム状弾性材料の押出し速度の差を修正すべく、押出機1と次工程の成形機4との間に、張力調整装置3を設置したものである。
【0014】
この張力調整装置3は、断面略円錐台状に形成された張力調整ロール5と、この張力調整ロール5を回転自在で、かつ軸芯Oを水平に支持する揺動アーム6と、この揺動アーム6を回転自在に支持するスタンド7とで構成されている。
【0015】
前記張力調整ロール5は、長さLが帯状材料Wの幅Hよりも若干長く、テーパ状ローラとなっており、また材質としては、芯材を除き、帯状材料Wのゴム状弾性材料(ゴム)と密着しないウレタン等の樹脂材料により形成されている。
【0016】
また、張力調整ロール5の重量は、60g〜300g程度で、ウエイトにより調整可能であり、この張力調整ロール5の重量で帯状材料Wの寸法及び重量を調整する。また、断面略円錐台状に形成された張力調整ロール5は、小径部dと大径部Dとの差(D−d)は、帯状材料Wの断面形状にもよるが、この実施形態では、基端部側Waの厚さが6.5mm、先端側Wbが0.5mm、長さ25mm〜55mmの場合には、小径部dが20mm、大径部Dが45mmの張力調整ロール5を使用する。
【0017】
以上のように、この発明では張力調整ロール5を、帯状材料Wの形状に対応した円錐台状のテーパロールを使用することで、押出される帯状材料Wが断面略三角形状の材料を押出す際にも、張力調整ロール5の周長の差で押出される押出し物Wの基端部側Waと先端側Wbとのゴム流れの差を補正または修正して、均等な長さにして次工程へ供給することが出来る。
【0018】
【発明の効果】
この発明は、上記のように押出機のダイスと成形機との間に張力調整装置を設置し、該張力調整装置を小径側と大径側とから成る断面略円錐台状に形成された張力調整ロールと、この張力調整ロールを回転自在で、かつ軸芯を水平に支持する揺動アームと、この揺動アームを回転自在に支持するスタンドとで構成した張力調整装置を設置し、押出機から押出された幅方向断面が両端端末部で厚さが異なる帯状材料を、押出し物の断面肉厚が大きい側に断面略円錐台状の張力調整ロールの小径側を位置させると共に、押出し物の断面肉厚が小さい側に前記張力調整ロールの大径側を位置させた状態で掛回し、帯状材料の押出し時に、押出し搬送速度が帯状材料の両端において均一となるように調整することで、均等な長さの寸法精度が安定した押出し物を常時得ることが出来、製品の精度を高めることが出来る効果がある。
【図面の簡単な説明】
【図1】この発明を実施した帯状押出し材料の張力調整装置の概略構成図である。
【図2】使用時の斜視図である。
【図3】ダイスから押出される帯状材料の断面図である。
【符号の説明】
1 押出機 2 ダイス(金型)
3 張力調整装置 4 ビード成形機
5 張力調整ロール 6 揺動アーム
7 スタンド W 帯状材料
Wa 基端部側 Wb 先端側
d 小径部 D 大径部
Claims (5)
- 押出機から押出された幅方向断面が両端端末部で厚さが異なる帯状材料を、押出し物の断面肉厚が大きい側に断面略円錐台状の張力調整ロールの小径側を位置させると共に、押出し物の断面肉厚が小さい側に前記張力調整ロールの大径側を位置させた状態で掛回し、帯状材料の押出し時に、押出し搬送速度が帯状材料の両端において均一となるように調整する帯状押出し材料の張力調整方法。
- 前記帯状材料の幅方向断面が、略三角形状のゴム材料である請求項1に記載の帯状押出し材料の張力調整方法。
- 前記張力調整ロールをゴム状弾性材料に密着しない樹脂材料により形成する請求項1または2に記載の帯状押出し材料の張力調整方法。
- 押出機のダイスと成形機との間に張力調整装置を設置し、該張力調整装置を小径側と大径側とから成る断面略円錐台状に形成された張力調整ロールと、この張力調整ロールを回転自在で、かつ軸芯を水平に支持する揺動アームと、この揺動アームを回転自在に支持するスタンドとで構成した張力調整装置を設置したことを特徴とする帯状押出し材料の張力調整装置。
- 前記張力調整ロールは、ゴム材料に密着しないウレタン樹脂材料で構成した請求項4に記載の帯状押出し材料の張力調整装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000242680A JP4262872B2 (ja) | 2000-08-10 | 2000-08-10 | 帯状押出し材料の張力調整方法及びその調整装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000242680A JP4262872B2 (ja) | 2000-08-10 | 2000-08-10 | 帯状押出し材料の張力調整方法及びその調整装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002052598A JP2002052598A (ja) | 2002-02-19 |
| JP4262872B2 true JP4262872B2 (ja) | 2009-05-13 |
Family
ID=18733670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000242680A Expired - Fee Related JP4262872B2 (ja) | 2000-08-10 | 2000-08-10 | 帯状押出し材料の張力調整方法及びその調整装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4262872B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7388068B2 (ja) * | 2019-09-10 | 2023-11-29 | 住友ゴム工業株式会社 | 帯状ゴム部材の供給装置 |
-
2000
- 2000-08-10 JP JP2000242680A patent/JP4262872B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002052598A (ja) | 2002-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2003300239A (ja) | ゴムローラの製造方法 | |
| JP4262872B2 (ja) | 帯状押出し材料の張力調整方法及びその調整装置 | |
| US6688872B2 (en) | Apparatus for making unvulcanized rubber tape | |
| JP5041477B2 (ja) | リボン状ゴムの貼り付け装置及び方法 | |
| JPH09315633A (ja) | 磁気テープ巻取り装置 | |
| CN103707531B (zh) | 橡胶条带的制造装置、制造方法、粘贴装置以及粘贴方法 | |
| JP4704356B2 (ja) | 成型ドラムへのゴムストリップ材巻付方法 | |
| BR9800591A (pt) | Método de fabricação de envoltório de celulose para alimentos | |
| JP4077654B2 (ja) | ゴム圧延方法、及びゴム圧延装置 | |
| CN101687358A (zh) | 铰接喷嘴以及使用所述喷嘴施加粘弹性材料的条料的方法 | |
| JP2004249517A (ja) | 薄肉ゴムの押出装置及び押出方法 | |
| KR100401328B1 (ko) | 통기성 필름의 연신장치 | |
| JP2002361713A (ja) | タイヤ用チューブの押出用ヘッド | |
| JP4756879B2 (ja) | 帯状ゴム部材の貼付装置 | |
| JP4068400B2 (ja) | 押出機用スクリュー | |
| JPH0825515A (ja) | 更生タイヤの製造方法 | |
| JP2001198992A (ja) | ゴムストリップ材の貼付け方法及び貼付け装置 | |
| JP2026049936A (ja) | タイヤの製造方法およびシステム | |
| JP5675200B2 (ja) | 押出機用口金および押出装置 | |
| JPH0615207B2 (ja) | 模様付形装置 | |
| JPH06182853A (ja) | 押出装置 | |
| JPS62249844A (ja) | 薄物の送りロ−ラ−および其の製法 | |
| JPS6352573B2 (ja) | ||
| KR20090039087A (ko) | 압출물 권취용 보빈의 권취속도 제어장치 | |
| JP2008221604A (ja) | 押出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060814 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090203 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090210 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140220 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |