JP4264876B2 - 自動車内装部品 - Google Patents
自動車内装部品 Download PDFInfo
- Publication number
- JP4264876B2 JP4264876B2 JP2003080183A JP2003080183A JP4264876B2 JP 4264876 B2 JP4264876 B2 JP 4264876B2 JP 2003080183 A JP2003080183 A JP 2003080183A JP 2003080183 A JP2003080183 A JP 2003080183A JP 4264876 B2 JP4264876 B2 JP 4264876B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- skin material
- foam
- foam layer
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 claims description 70
- 239000010410 layer Substances 0.000 claims description 49
- 239000006260 foam Substances 0.000 claims description 48
- 239000002344 surface layer Substances 0.000 claims description 24
- 229920001169 thermoplastic Polymers 0.000 claims description 12
- 239000004416 thermosoftening plastic Substances 0.000 claims description 12
- 229920003002 synthetic resin Polymers 0.000 claims description 7
- 239000000057 synthetic resin Substances 0.000 claims description 7
- 239000004744 fabric Substances 0.000 claims description 5
- 150000001336 alkenes Chemical class 0.000 claims description 4
- 238000005187 foaming Methods 0.000 claims description 4
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 claims description 4
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 4
- 238000003466 welding Methods 0.000 claims description 2
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 3
- 238000010097 foam moulding Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000002984 plastic foam Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
Images


Landscapes
- Laminated Bodies (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
Description
【発明の属する技術分野】
本発明は、裏面にフォーム層を備えた積層表皮材を基材表面に接合一体化してある自動車内装部品、特に、積層表皮材と基材との接合性能に優れた自動車内装部品に関するものである。
【0002】
【従来の技術】
【特許文献1】
特開平10−323844号公報
【0003】
ドアトリムのような自動車用内装材としては、表皮材と合成樹脂系の材料からなる基材とを一体に成形したものが知られている。表皮材としては、美観を与えるための表面層と、ソフトな触感を与えるためのフォーム層とが積層された積層表皮材が多く用いられており、例えば特開平10−323844号公報には表面層とフォーム層とフィルム層を順次積層した表皮材と発泡樹脂基材とを接着一体化した表皮一体発泡成形品が記載されている。
【0004】
この特開平10−323844号公報に記載されている積層表皮材は、フォーム層の裏面にフィルム層が積層されたものであるが、このフィルム層は、発泡樹脂基材を発泡成形するときの加熱で溶融し、発泡樹脂基材の表面に融着された状態となって、発泡樹脂基材の表面に積層表皮材のフォーム層が強固に接着一体化したものとなるようにするために設けられている。従来から、表面層とフォーム層を積層した積層表皮材は、一般に表面層となるシートとフォーム層となる発泡シートとを接着剤を塗布し、あるいは加熱してローラーにより加圧し、接合することにより製造されている。
【0005】
表面層となるシートは過去には塩化ビニル系の合成樹脂で製造されることが多く、フォーム層となるシートは現在に至るまでポリプロピレン樹脂により製造されることが多い。このフォーム層となるシートは成形機から押し出され、発泡、硬化したものを巻き取って製造されるのであるが、発泡、硬化する間空気に触れた面は平滑面となるので、空気中で発泡、硬化させると両面ともに平滑面となる。これに対し、成形機から押し出されたシートを溶液上に流し、発泡、硬化させる製造方法があり、この方法では溶液に触れる面が凹凸部となって、片面が凹凸部、他面が平滑面のシートが得られる。
【0006】
このように、フォーム層となるシートは、製造工程上少なくとも一方の面は必ず平滑面となっており、表皮材を構成するフォーム層には通常片面が凹凸部の発泡シートが使用されている。表面層とフォーム層とを積層する場合、特に表面層が塩化ビニル系の樹脂の場合には表面層とフォーム層の平滑面の側とを接合すると接合強度が充分でないという問題がある。そのため、従来は表面層に対してフォーム層の凹凸部の側を接合するようにしており、表皮材の基材に接着される面は平滑面となっていた。
【0007】
表皮材と基材とを接着一体化する方法としては、金型内に表皮材をセットして型締めし、溶融した合成樹脂を注入して射出成形法により一体に成形する方法や、金型内に表皮材をセットし、合成樹脂原料を注入した上発泡させて発泡成形法により一体に成形する方法、表皮材と基材とを重ね合わせてプレスにより加熱、加圧あるいは接着剤の介在下に貼合して一体に成形する方法等が知られている。射出成形法による方法やプレスにより貼合する方法では、例えば30秒というような充分な型締め時間が確保され、表皮材の基材と接着される面が平滑面であっても充分な表皮材と基材との接合強度を確保することが可能であった。
【0008】
ところが、表皮材の表面層は高級感を出すためにファブリックとしたり立体的な意匠を施したりすることがあり、こうした表皮層とした場合には長時間の加熱、加圧をすると毛倒れが発生したり意匠面の変形を招いて外観を損なう虞があった。また、長時間の加熱、加圧によりフォーム層がつぶれて触感の悪化を招く虞もあった。これらの問題は、発泡成形による方法では型締め時間が例えば1〜2秒と短いので回避できるのであるが、表皮材の基材と接着される面が平滑面であると、特開平10−323844号公報に記載のような接着用のフィルムを使用する等の対策をすることなくしては、表皮材のフォーム層と基材との充分な接合強度が得られないという問題があった。
【0009】
【発明が解決しようとする課題】
本発明は前記のような問題点を解決し、ドアトリム等の自動車内装部品を製造するときに、短時間の熱圧によっても積層表皮材と基材との接合性能に優れた自動車内装部品を提供するためになされたものである。
【0010】
【課題を解決するための手段】
上記の課題を解決するためになされた本発明の自動車内装部品は、裏面にフォーム層を備えた積層表皮材を基材表面に接合一体化してある自動車内装部品において、前記積層表皮材として、オレフィン系熱可塑性エラストマーからなるシートまたはファブリックである表面層に対して、この表面層と同系である熱可塑性の合成樹脂を発泡させた熱可塑性の発泡シートからなり、表面を平滑面に形成して裏面を凹凸部に形成したフォーム層の前記平滑面を溶着一体化したものを用いて、この積層表皮材を基材表面に対して前記フォーム層の凹凸部が溶融固化された接合層をもって接合一体化してあることを特徴とするものである。
【0011】
【発明の実施の形態】
以下に本発明の実施形態を説明する。
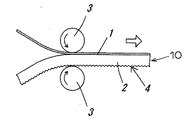
図1は表面層1とフォーム層2とが積層一体化されている積層表皮材10の断面を拡大して示すものである。表面層1としてはオレフィン系の熱可塑性エラストマーからなるシートなどの環境上好ましい性質を有する熱可塑性のシートやファブリックを使用し、また、フォーム層2としてはポリプロピレン樹脂などの環境上好ましいうえにリサイクル上の便利性を考慮して表面層1と同系である熱可塑性の合成樹脂を発泡させた熱可塑性の発泡シートであって、その表面は平滑面であるが裏面を条溝などが形成された凹凸部4に形成してあるものを用いている。そして、前記表面層1となるシートと、フォーム層2となる発泡シートとは、フォーム層2となる発泡シートの平滑面側をもって両者を加熱して重ね合わせ、図2に示すようにローラー3、3の間を通して加圧して一体に融着して積層表皮材10とされる。
【0012】
表面層1となるシートとフォーム層2となる発泡シートとは両者を加熱して重ね合わせ、ローラー3、3の間を通して加圧して一体に融着し積層表皮材10とすること自体は従来の積層表皮材の製造方法と同様であるが、本発明で用いる積層表皮材10は、裏面に多数の条溝や凸部を配設して裏面を凹凸部4に形成してある熱可塑性のフォーム層2が用いられ、このフォーム層2を表面層1に対してフォーム層2の平滑面側をもって融着してある。なお、表面層として過去に使用された塩化ビニル系の樹脂からなるシートを使用した場合には、表面層とフォーム層の平滑面の側との間の接合強度が充分でないという問題があったが、本発明に用いる積層表皮材10のように表面層1としてオレフィン系の熱可塑性エラストマーのような環境上好ましい熱可塑性シートを使用した場合には、熱可塑性のフォーム層2と表面層1とをフォーム層2の平滑面の側をもって接合しても両者間の充分な接合強度が得られる。
【0013】
そして、前記した積層表皮材3は、図3に示すように、PP樹脂その他環境上好ましい熱可塑性の基材5と融着一体化してドアトリム等の自動車内装部品とするのであるが、基材5と接合されるフォーム層2は熱可塑性で熱融着性が良好で、且つ、その裏面を凹凸部4としてあるので、発泡成形法のような型締め時間が短く、強く加圧されない短時間の熱圧によってもフォーム層の凹凸部4が溶融固化された接合層となって基材5の表面に接合され、基材5に対する溶着性がよくて充分な接合強度が得られ、特に、基材5と積層表皮材3とを一体成形する場合には溶融された凹凸部4が基材5の表面に融合一体化されることもあってより優れた接合強度が得られることとなる。また、予め成形されている基材5に対してプレスにより貼合する方法で成形する場合でも、凹凸部4を加熱して小さな加圧力を加えるだけで積層表皮材のフォーム層2と基材5とは溶融固化された接合層によって充分な接合強度をもって一体に成形できることとなる。
【0014】
【発明の効果】
本発明は前記説明から明らかなように、裏面にフォーム層を備えた積層表皮材を基材表面に接合一体化してある自動車内装部品において、前記積層表皮材として、裏面を凹凸部に形成した熱可塑性のフォーム層を用いてこの積層表皮材を基材表面に前記フォーム層の凹凸部が溶融固化された接合層をもって接合一体化したことにより、発泡成形法を用いて表皮一体型の自動車内装部品を製造する場合のような短時間の熱圧によっても積層表皮材と基材との接合強度の高い製品を提供でき、このため、大がかりな設備も不要となってコストダウンが可能となる。さらに、小さな加圧力で充分な接合強度が得られるので、表面層がファブリックの場合の毛倒れや意匠面の変形、フォーム層のつぶれ等をなくすこともできる。
従って、本発明は従来のこの種の自動車内装部品の問題点を解決したものとして業界に寄与するところ極めて大である。
【図面の簡単な説明】
【図1】本発明に用いる積層表皮材を示す断面図である。
【図2】本発明に用いる積層表皮材の製造方法を示す図である。
【図3】本発明の実施の形態を示す断面図である。
1 表面層
2 フォーム層
4 凹凸部
5 基材
10 積層表皮材
Claims (1)
- 裏面にフォーム層を備えた積層表皮材を基材表面に接合一体化してある自動車内装部品において、前記積層表皮材として、オレフィン系熱可塑性エラストマーからなるシートまたはファブリックである表面層に対して、この表面層と同系である熱可塑性の合成樹脂を発泡させた熱可塑性の発泡シートからなり、表面を平滑面に形成して裏面を凹凸部に形成したフォーム層の前記平滑面を溶着一体化したものを用いて、この積層表皮材を基材表面に対して前記フォーム層の凹凸部が溶融固化された接合層をもって接合一体化してあることを特徴とする自動車内装部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003080183A JP4264876B2 (ja) | 2003-03-24 | 2003-03-24 | 自動車内装部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003080183A JP4264876B2 (ja) | 2003-03-24 | 2003-03-24 | 自動車内装部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004284515A JP2004284515A (ja) | 2004-10-14 |
| JP4264876B2 true JP4264876B2 (ja) | 2009-05-20 |
Family
ID=33294115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003080183A Expired - Fee Related JP4264876B2 (ja) | 2003-03-24 | 2003-03-24 | 自動車内装部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4264876B2 (ja) |
-
2003
- 2003-03-24 JP JP2003080183A patent/JP4264876B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004284515A (ja) | 2004-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2503782B2 (ja) | 多層成形品の成形方法 | |
| KR101259861B1 (ko) | 복수의 장식용 특징부를 갖는 차량 트림 패널 | |
| CN101203404B (zh) | 多色内部装饰部件 | |
| CN106232316B (zh) | 用于汽车内饰配件的多层模制体和生产这种模制体的方法 | |
| JPH08142770A (ja) | 自動車用内装部品及びその製造方法 | |
| CN101119834A (zh) | 具有集成缝合的车辆装饰板 | |
| WO2017165294A1 (en) | Vehicle interior component | |
| KR101436476B1 (ko) | 자동차용 내장재 제조방법 및 이에 의하여 제조된 자동차용 내장재 | |
| CN101336157A (zh) | 具有模内成型装饰件的成型制品 | |
| JPH1148877A (ja) | 自動車用内装部品 | |
| JP4264876B2 (ja) | 自動車内装部品 | |
| JP2001062876A (ja) | 熱可塑性樹脂成形体製造用金型および熱可塑性樹脂成形体の製造方法 | |
| JPH09131752A (ja) | 積層成形品及びその製造方法と製造用金型 | |
| JP2547188B2 (ja) | 表面にファブリックをもつた深い凹凸形状や複雑な形状のビ−ズ発泡成形品およびその製造方法 | |
| JPH0327006B2 (ja) | ||
| JP3677966B2 (ja) | 車両用内装品の製造方法 | |
| JP4440426B2 (ja) | 成形品及びその製造方法 | |
| JPS6345286B2 (ja) | ||
| JP4767378B2 (ja) | 車両用内装品の製造方法 | |
| JP2969045B2 (ja) | 自動車用内装部品およびその製造方法 | |
| JPS629942A (ja) | 内装材の製造方法 | |
| JPH02206513A (ja) | 自動車用内装部品の製造方法 | |
| JP3917233B2 (ja) | 車両用内装材およびその製造方法 | |
| JP2000263647A (ja) | 発泡層付成形品の製造方法及び発泡層付成形品 | |
| JP3700316B2 (ja) | 積層成形品の射出圧縮成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20041021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060301 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080613 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080731 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090123 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090205 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140227 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |