JP4337935B2 - 接合体および接合方法 - Google Patents
接合体および接合方法 Download PDFInfo
- Publication number
- JP4337935B2 JP4337935B2 JP2008133671A JP2008133671A JP4337935B2 JP 4337935 B2 JP4337935 B2 JP 4337935B2 JP 2008133671 A JP2008133671 A JP 2008133671A JP 2008133671 A JP2008133671 A JP 2008133671A JP 4337935 B2 JP4337935 B2 JP 4337935B2
- Authority
- JP
- Japan
- Prior art keywords
- bonding film
- bonding
- substrate
- film
- joined body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/14—Surface shaping of articles, e.g. embossing; Apparatus therefor by plasma treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1403—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation characterised by the type of electromagnetic or particle radiation
- B29C65/1406—Ultraviolet [UV] radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1429—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation characterised by the way of heating the interface
- B29C65/1432—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation characterised by the way of heating the interface direct heating of the surfaces to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1429—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation characterised by the way of heating the interface
- B29C65/1435—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation characterised by the way of heating the interface at least passing through one of the parts to be joined, i.e. transmission welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1477—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation making use of an absorber or impact modifier
- B29C65/1483—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation making use of an absorber or impact modifier coated on the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1496—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation making use of masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5057—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like positioned between the surfaces to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/004—Preventing sticking together, e.g. of some areas of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/348—Avoiding melting or weakening of the zone directly next to the joint area, e.g. by cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/45—Joining of substantially the whole surface of the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
- B29C66/712—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined the composition of one of the parts to be joined being different from the composition of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73111—Thermal expansion coefficient
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73111—Thermal expansion coefficient
- B29C66/73112—Thermal expansion coefficient of different thermal expansion coefficient, i.e. the thermal expansion coefficient of one of the parts to be joined being different from the thermal expansion coefficient of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91411—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature of the parts to be joined, e.g. the joining process taking the temperature of the parts to be joined into account
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9161—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/919—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/161—Production of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/12—Chemical modification
- C08J7/123—Treatment by wave energy or particle radiation
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P10/00—Bonding of wafers, substrates or parts of devices
- H10P10/12—Bonding of semiconductor wafers or semiconductor substrates to semiconductor wafers or semiconductor substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P10/00—Bonding of wafers, substrates or parts of devices
- H10P10/12—Bonding of semiconductor wafers or semiconductor substrates to semiconductor wafers or semiconductor substrates
- H10P10/128—Bonding of semiconductor wafers or semiconductor substrates to semiconductor wafers or semiconductor substrates by direct semiconductor to semiconductor bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1403—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation characterised by the type of electromagnetic or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1606—Ultraviolet [UV] radiation, e.g. by ultraviolet excimer lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1612—Infrared [IR] radiation, e.g. by infrared lasers
- B29C65/1616—Near infrared radiation [NIR], e.g. by YAG lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1612—Infrared [IR] radiation, e.g. by infrared lasers
- B29C65/1619—Mid infrared radiation [MIR], e.g. by CO or CO2 lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4835—Heat curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4845—Radiation curing adhesives, e.g. UV light curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5007—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like
- B29C65/5021—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/52—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/52—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive
- B29C65/528—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive by CVD or by PVD, i.e. by chemical vapour deposition or by physical vapour deposition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/302—Particular design of joint configurations the area to be joined comprising melt initiators
- B29C66/3022—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined
- B29C66/30223—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined said melt initiators being rib-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72322—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of elements other than metals, e.g. boron
- B29C66/72323—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72324—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of inorganic materials not provided for in B29C66/72321 - B29C66/72322
- B29C66/72325—Ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7234—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73113—Thermal conductivity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/733—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence
- B29C66/7334—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being glossy or matt, reflective or refractive
- B29C66/73343—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being glossy or matt, reflective or refractive at least one of the parts to be joined being matt or refractive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/95—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94
- B29C66/954—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 by measuring or controlling the thickness of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2009/00—Use of rubber derived from conjugated dienes, as moulding material
- B29K2009/06—SB polymers, i.e. butadiene-styrene polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
- B29K2021/003—Thermoplastic elastomers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/08—Copolymers of ethylene
- B29K2023/083—EVA, i.e. ethylene vinyl acetate copolymer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/08—Copolymers of ethylene
- B29K2023/086—EVOH, i.e. ethylene vinyl alcohol copolymer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2025/00—Use of polymers of vinyl-aromatic compounds or derivatives thereof as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/08—PVDC, i.e. polyvinylidene chloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/16—PVDF, i.e. polyvinylidene fluoride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluoroethylene, e.g. ePTFE, i.e. expanded polytetrafluoroethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2055/00—Use of specific polymers obtained by polymerisation reactions only involving carbon-to-carbon unsaturated bonds, not provided for in a single one of main groups B29K2023/00 - B29K2049/00, e.g. having a vinyl group, as moulding material
- B29K2055/02—ABS polymers, i.e. acrylonitrile-butadiene-styrene polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2059/00—Use of polyacetals, e.g. POM, i.e. polyoxymethylene or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/006—PBT, i.e. polybutylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2069/00—Use of PC, i.e. polycarbonates or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
- B29K2071/12—PPO, i.e. polyphenylene oxide; PPE, i.e. polyphenylene ether
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
- B29K2077/10—Aromatic polyamides [polyaramides] or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2079/00—Use of polymers having nitrogen, with or without oxygen or carbon only, in the main chain, not provided for in groups B29K2061/00 - B29K2077/00, as moulding material
- B29K2079/08—PI, i.e. polyimides or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2079/00—Use of polymers having nitrogen, with or without oxygen or carbon only, in the main chain, not provided for in groups B29K2061/00 - B29K2077/00, as moulding material
- B29K2079/08—PI, i.e. polyimides or derivatives thereof
- B29K2079/085—Thermoplastic polyimides, e.g. polyesterimides, PEI, i.e. polyetherimides, or polyamideimides; Derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/06—PSU, i.e. polysulfones; PES, i.e. polyethersulfones or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2096/00—Use of specified macromolecular materials not provided for in a single one of main groups B29K2001/00 - B29K2095/00, as moulding material
- B29K2096/005—Ionomers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0079—Liquid crystals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0085—Copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0088—Blends of polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
- B29K2995/0027—Transparent for light outside the visible spectrum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/767—Printing equipment or accessories therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2809—Web or sheet containing structurally defined element or component and having an adhesive outermost layer including irradiated or wave energy treated component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2813—Heat or solvent activated or sealable
- Y10T428/2817—Heat sealable
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2813—Heat or solvent activated or sealable
- Y10T428/2817—Heat sealable
- Y10T428/2826—Synthetic resin or polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31652—Of asbestos
- Y10T428/31663—As siloxane, silicone or silane
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- Thermal Sciences (AREA)
- Toxicology (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Plasma & Fusion (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
接着剤は、部材の材質によらず、接着性を示すことができる。このため、種々の材料で構成された部材同士を、様々な組み合わせで接着することができる。
例えば、インクジェットプリンタが備える液滴吐出ヘッド(インクジェット式記録ヘッド)は、樹脂材料、金属材料、シリコン系材料等の異種材料で構成された部品同士を、接着剤を用いて接着することにより組み立てられている。
このように接着剤を用いて部材同士を接着する際には、液状またはペースト状の接着剤を接着面に塗布し、塗布された接着剤を介して部材同士を貼り合わせる。その後、熱または光の作用により接着剤を硬化させることにより、部材同士を接着する。
・接着強度が低い
・寸法精度が低い
・硬化時間が長いため、接着に長時間を要する
また、多くの場合、接着強度を高めるためにプライマーを用いる必要があり、そのためのコストと手間が接着工程の高コスト化・複雑化を招いている。
固体接合は、接着剤等の中間層が介在することなく、部材同士を直接接合する方法である(例えば、特許文献1参照)。
このような固体接合によれば、接着剤のような中間層を用いないので、寸法精度の高い接合体を得ることができる。
・接合される部材の材質に制約がある
・接合プロセスにおいて高温(例えば、700〜800℃程度)での熱処理を伴う
・接合プロセスにおける雰囲気が減圧雰囲気に限られる
このような問題を受け、接合に供される部材の材質によらず、部材同士を、高い寸法精度で強固に、かつ低温下で効率よく接合する方法が求められている。
本発明の接合体は、第1の基材と、該第1の基材上にプラズマ重合法により成膜され、シロキサン(Si−O)結合を含み、結晶化度が45%以下であるSi骨格と、該Si骨格に結合する有機基からなる脱離基とを含む第1の接合膜とを有する第1の被着体と、
第2の基材と、該第2の基材上にプラズマ重合法により成膜され、前記第1の接合膜と同様の第2の接合膜とを有する第2の被着体とを有し、
前記第1の接合膜の少なくとも一部の領域および前記第2の接合膜の少なくとも一部の領域にそれぞれエネルギーを付与し、前記第1の接合膜および前記第2の接合膜の少なくとも表面付近に存在する前記脱離基が前記Si骨格から脱離することにより、前記第1の接合膜の表面の前記領域および前記第2の接合膜の表面の前記領域にそれぞれ発現した接着性によって、前記第1の被着体と前記第2の被着体とが接合されていることを特徴とする。
これにより、2つの基材同士を、高い寸法精度で強固に、かつ低温下で効率よく接合してなる接合体が得られる。
これにより、各接合膜は、Si原子とO原子とが強固なネットワークを形成し、接合膜自体が強固なものとなる。また、かかる接合膜は、基材および他の接合膜に対して、特に高い接合強度を示すものとなる。
これにより、接合膜の安定性が高くなり、接合膜同士をより強固に接合することができるようになる。
Si−H結合は、シロキサン結合の生成が規則的に行われるのを阻害すると考えられる。このため、シロキサン結合は、Si−H結合を避けるように形成されることとなり、Si骨格の規則性が低下する。このようにして、接合膜中にSi−H結合が含まれることにより、結晶化度の低いSi骨格を効率よく形成することができる。
これにより、接合膜中の原子構造は、相対的に最もランダムなものとなる。このため、接合膜は、接合強度、耐薬品性および寸法精度において特に優れたものとなる。
これにより、耐候性および耐薬品性に優れた接合膜が得られる。
本発明の接合体では、前記脱離基としてメチル基を含む接合膜についての赤外光吸収スペクトルにおいて、シロキサン結合に帰属するピーク強度を1としたとき、メチル基に帰属するピーク強度が0.05〜0.45であることが好ましい。
これにより、メチル基の含有率が最適化され、メチル基がシロキサン結合の生成を必要以上に阻害するのを防止しつつ、接合膜中に必要かつ十分な数の活性手が生じるため、接合膜に十分な接着性が生じる。また、接合膜には、メチル基に起因する十分な耐候性および耐薬品性が発現する。
これにより、接合膜同士を、化学的結合に基づいて強固に接合してなる接合体が得られる。
本発明の接合体では、前記活性手は、未結合手または水酸基であることが好ましい。
これにより、接合膜同士が、特に強固に接合される。
これにより、接着性により優れた接合膜が得られる。また、この接合膜は、耐候性および耐薬品性に優れたものとなり、例えば、薬品類等に長期にわたって曝されるような接合体の作製に際して、有効に用いられるものとなる。
本発明の接合体では、前記ポリオルガノシロキサンは、オクタメチルトリシロキサンの重合物を主成分とするものであることが好ましい。
これにより、接着性に特に優れた接合膜が得られる。
これにより、高周波の出力密度が高過ぎて原料ガスに必要以上のプラズマエネルギーが付加されるのを防止しつつ、ランダムな原子構造を有するSi骨格を確実に形成することができる。
これにより、接合膜同士を接合した接合体の寸法精度が著しく低下するのを防止しつつ、これらをより強固に接合することができる。
本発明の接合体では、前記第1の接合膜および前記第2の接合膜の少なくとも一方は、流動性を有しない固体状のものであることが好ましい。
これにより、接合体の寸法精度は、従来に比べて格段に高いものとなる。また、従来に比べ、短時間で強固な接合が可能になる。
このような接合膜は、その屈折率が水晶や石英ガラスの屈折率に比較的近いため、例えば、接合膜を貫通するような構造の光学部品を製造する際に好適に用いられる。
本発明の接合体では、前記第1の基材および前記第2の基材の少なくとも一方は、板状をなしていることが好ましい。
これにより、基材が撓み易くなり、基材は、他の基材の形状に沿って十分に変形可能なものとなるため、これらの密着性がより高くなる。また、基材が撓むことによって、接合界面に生じる応力を、ある程度緩和することができる。
これにより、表面処理を施さなくても、十分な接合強度が得られる。
これにより、基材の表面を清浄化および活性化し、基材と接合膜との接合強度を高めることができる。
本発明の接合体では、前記表面処理は、プラズマ処理であることが好ましい。
これにより、接合膜を形成するために、基材の表面を特に最適化することができる。
これにより、信頼性の高い接合体を得ることができる。
本発明の接合体では、前記中間層は、酸化物系材料を主材料として構成されていることが好ましい。
これにより、基材と接合膜との間の接合強度を特に高めることができる。
前記第1の接合膜の表面の少なくとも一部の領域および前記第2の接合膜の表面の少なくとも一部の領域にそれぞれエネルギーを付与する工程と、
前記第1の接合膜の表面の前記領域と前記第2の接合膜の表面の前記領域とを密着させるように、前記第1の被着体と前記第2の被着体とを接合し、接合体を得る工程とを有することを特徴とする。
これにより、2つの基材同士を、低温下で効率よく接合することができる。
前記第1の接合膜と前記第2の接合膜とを密着させるように、前記第1の被着体と前記第2の被着体とを重ね合わせ、仮接合体を得る工程と、
前記仮接合体中の前記第1の接合膜の少なくとも一部の領域および前記第2の接合膜の少なくとも一部の領域にそれぞれエネルギーを付与することにより、前記第1の被着体と前記第2の被着体とを接合し、接合体を得る工程とを有することを特徴とする。
これにより、2つの基材同士を、低温下で効率よく接合することができる。また、仮接合体の状態では、接合膜同士の間は接合されていないので、第1の被着体と第2の被着体とを重ね合わせた後、これらの位置を容易に微調整することができる。その結果、接合膜の表面方向における位置精度を高めることができる。
これにより、接合膜に対して比較的簡単に効率よくエネルギーを付与することができる。
これにより、接合膜に付与されるエネルギー量が最適化されるので、接合膜中のSi骨格が必要以上に破壊されるのを防止しつつ、Si骨格と脱離基との間の結合を選択的に切断することができる。その結果、接合膜の特性(機械的特性、化学的特性等)が低下するのを防止しつつ、接合膜に接着性を発現させることができる。
これにより、接合体が熱によって変質・劣化するのを確実に防止しつつ、接合強度を確実に高めることができる。
本発明の接合方法では、前記圧縮力は、0.2〜10MPaであることが好ましい。
これにより、圧力が高すぎて基板や被着体に損傷等が生じるのを防止しつつ、接合体の接合強度を確実に高めることができる。
本発明の接合方法では、前記エネルギーの付与は、大気雰囲気中で行われることが好ましい。
これにより、雰囲気を制御することに手間やコストをかける必要がなくなり、エネルギーの付与をより簡単に行うことができる。
これにより、接合体の接合強度のさらなる向上を図ることができる。
本発明の接合方法では、前記接合強度を高める処理を行う工程は、前記接合体にエネルギー線を照射する方法、前記接合体を加熱する方法、および前記接合体に圧縮力を付与する方法のうちの少なくとも1つの方法により行われることが好ましい。
これにより、接合体の接合強度のさらなる向上を容易に図ることができる。
本発明の接合体は、2つの基板(基材)21、22と、これらの基板21、22間に設けられた2層の接合膜31、32とを有しており、この2層の接合膜31、32を介して、2つの基板21、22が接合されてなるものである。
この接合体のうち、各接合膜31、32は、シロキサン(Si−O)結合を含みランダムな原子構造を有するSi骨格と、このSi骨格に結合する脱離基とを含むものである。
このような特徴を有する各接合膜31、32は、2つの基板21、22間を、高い寸法精度で強固に、かつ低温下で効率よく接合可能となる。そして、かかる接合膜31、32を用いることにより、基板21と対向基板22と(2つの基板)が強固に接合してなる信頼性の高い接合体が得られる。
まず、本発明の接合体および接合方法の各第1実施形態について説明する。
図1および図2は、基板と対向基板とを接合する本発明の接合方法の第1実施形態を説明するための図(縦断面図)、図3は、本発明の接合体において、接合膜のエネルギー付与前の状態を示す部分拡大図、図4は、本発明の接合体において、接合膜のエネルギー付与後の状態を示す部分拡大図である。なお、以下の説明では、図1ないし図4中の上側を「上」、下側を「下」と言う。
[1]まず、接合膜付き基材1aを用意する。
接合膜付き基材1aは、図1(a)に示すように、板状をなす基板(基材)21と、基板21上に設けられた接合膜31とを有している。
このうち、基板21は、接合膜31を支持する程度の剛性を有するものであれば、いかなる材料で構成されたものであってもよい。
また、基板(基材)21の形状は、接合膜31を支持する面を有するような形状であればよく、板状のものに限定されない。すなわち、基材の形状は、例えば、塊状(ブロック状)、棒状等であってもよい。
この場合、基板21の平均厚さは、特に限定されないが、0.01〜10mm程度であるのが好ましく、0.1〜3mm程度であるのがより好ましい。なお、後述する対向基板22の平均厚さも、前述した基板21の平均厚さと同様の範囲内であるのが好ましい。
かかる接合膜31は、図3、4に示すように、シロキサン(Si−O)結合302を含み、ランダムな原子構造を有するSi骨格301と、このSi骨格301に結合する脱離基303とを有するものである。
また、基板21の少なくとも接合膜31を形成すべき領域には、基板21の構成材料に応じて、接合膜31を形成する前に、あらかじめ、基板21と接合膜31との密着性を高める表面処理を施すのが好ましい。
なお、表面処理を施す基板21が、樹脂材料(高分子材料)で構成されている場合には、特に、コロナ放電処理、窒素プラズマ処理等が好適に用いられる。
また、基板21の構成材料によっては、上記のような表面処理を施さなくても、接合膜31の接合強度が十分に高くなるものがある。このような効果が得られる基板21の構成材料としては、例えば、前述したような各種金属系材料、各種シリコン系材料、各種ガラス系材料等を主材料とするものが挙げられる。
なお、この場合、基板21の全体が上記のような材料で構成されていなくてもよく、少なくとも接合膜31を形成すべき領域の表面付近が上記のような材料で構成されていればよい。
この中間層は、いかなる機能を有するものであってもよく、例えば、接合膜31との密着性を高める機能、クッション性(緩衝機能)、応力集中を緩和する機能等を有するものが好ましい。このような中間層を介して基板21と接合膜31とを接合することになり、信頼性の高い接合体を得ることができる。
また、これらの各材料で構成された中間層の中でも、酸化物系材料で構成された中間層によれば、基板21と接合膜31との間の接合強度を特に高めることができる。
エネルギーが付与されると、接合膜31では、脱離基303がSi骨格301から脱離する。そして、脱離基303が脱離した後には、接合膜31の表面351および内部に活性手が生じる。これにより、接合膜31の表面351に、他の接合膜付き基材1bとの接着性が発現する。
ここで、接合膜31に付与するエネルギーは、いかなる方法で付与されてもよく、例えば、エネルギー線を照射する方法、接合膜31を加熱する方法、接合膜31に圧縮力(物理的エネルギー)を付与する方法、プラズマに曝す(プラズマエネルギーを付与する)方法、オゾンガスに曝す(化学的エネルギーを付与する)方法等が挙げられる。
このうち、エネルギー線としては、例えば、紫外線、レーザー光のような光、X線、γ線、電子線、イオンビームのような粒子線等、またはこれらのエネルギー線を組み合わせたものが挙げられる。
なお、紫外線の波長は、より好ましくは、160〜200nm程度とされる。
また、UVランプを用いる場合、その出力は、接合膜31の面積に応じて異なるが、1mW/cm2〜1W/cm2程度であるのが好ましく、5mW/cm2〜50mW/cm2程度であるのがより好ましい。なお、この場合、UVランプと接合膜31との離間距離は、3〜3000mm程度とするのが好ましく、10〜1000mm程度とするのがより好ましい。
また、紫外線は、時間的に連続して照射されてもよいが、間欠的(パルス状)に照射されてもよい。
一方、レーザー光としては、例えば、エキシマレーザー(フェムト秒レーザー)、Nd−YAGレーザー、Arレーザー、CO2レーザー、He−Neレーザー等が挙げられる。
また、エネルギー線を照射する方法によれば、付与するエネルギーの大きさを、精度よく簡単に調整することができる。このため、接合膜31から脱離する脱離基303の脱離量を調整することが可能となる。このように脱離基303の脱離量を調整することにより、接合膜付き基材1aと接合膜付き基材1bとの間の接合強度を容易に制御することができる。
なお、付与するエネルギーの大きさを調整するためには、例えば、エネルギー線の種類、エネルギー線の出力、エネルギー線の照射時間等の条件を調整すればよい。
さらに、エネルギー線を照射する方法によれば、短時間で大きなエネルギーを付与することができるので、エネルギーの付与をより効率よく行うことができる。
なお、後者の状態(未結合手が水酸基によって終端化された状態)は、例えば、接合膜31に対して大気雰囲気中でエネルギー線を照射することにより、大気中の水分が未結合手を終端化することによって、容易に生成することができる。
このようにして得られた接合体5では、従来の接合方法で用いられていた接着剤のように、主にアンカー効果のような物理的結合に基づく接着ではなく、共有結合のような短時間で生じる強固な化学的結合に基づいて、接合膜付き基材1aと接合膜付き基材1bとが接合されている。このため、接合体5は短時間で形成することができ、かつ、極めて剥離し難く、接合ムラ等も生じ難いものとなる。
また、各接合膜31、32を介して基板21と対向基板22とを接合しているため、基板21や対向基板22の構成材料に制約がないという利点もある。
また、固体接合では、接合層を介していないため、基板21と対向基板22との間の熱膨張率に大きな差がある場合、その差に基づく応力が接合界面に集中し易く、剥離等が生じるおそれがあったが、接合体(本発明の接合体)5では、各接合膜31、32によって応力の集中が緩和され、剥離を防止することができる。
具体的には、対向基板22は、基板21の構成材料と同様の材料で構成される。
また、対向基板22の形状も、基板21と同様、接合膜32が密着する面を有する形状であれば、特に限定されず、例えば、板状(層状)、塊状(ブロック状)、棒状等とされる。
また、基板21と対向基板22の各熱膨張率は、ほぼ等しいのが好ましい。基板21と対向基板22の熱膨張率がほぼ等しければ、接合膜付き基材1aと接合膜付き基材1bとを貼り合せた際に、その接合界面に熱膨張に伴う応力が発生し難くなる。その結果、最終的に得られる接合体5において、剥離等の不具合が発生するのを確実に防止することができる。
すなわち、基板21と対向基板22の熱膨張率が互いに異なっている場合には、できるだけ低温下で接合を行うのが好ましい。接合を低温下で行うことにより、接合界面に発生する熱応力のさらなる低減を図ることができる。
また、基板21と対向基板22は、互いに剛性が異なっているのが好ましい。これにより、接合膜付き基材1aと接合膜付き基材1bとをより強固に接合することができる。
また、対向基板22の構成材料によっては、上記のような表面処理を施さなくても、対向基板22と接合膜32との密着強度が十分に高くなるものがある。このような効果が得られる対向基板22の構成材料には、前述した基板21の構成材料と同様のもの、すなわち、各種金属系材料、各種シリコン系材料、各種ガラス系材料等を用いることができる。
この接合は、以下のような2つのメカニズム(i)、(ii)の双方または一方に基づくものであると推察される。
(i)例えば、各接合膜31、32の表面351、352に水酸基が露出している場合を例に説明すると、本工程において、各接合膜31、32同士が密着するように、2枚の接合膜付き基材1a、1b同士を貼り合わせたとき、各接合膜付き基材1a、1bの接合膜31、32の表面351、352に存在する水酸基同士が、水素結合によって互いに引き合い、水酸基同士の間に引力が発生する。この引力によって、2枚の接合膜付き基材1a、1b同士が接合されると推察される。
また、この水素結合によって互いに引き合う水酸基同士は、温度条件等によって、脱水縮合する。その結果、2枚の接合膜付き基材1a、1b同士の間では、水酸基が結合していた結合手同士が酸素原子を介して結合する。これにより、2枚の接合膜付き基材1a、1b同士がより強固に接合されると推察される。
なお、前記工程[2]で活性化された各接合膜31、32の表面351、352は、その活性状態が経時的に緩和してしまう。このため、前記工程[2]の終了後、できるだけ早く本工程[3]を行うようにするのが好ましい。具体的には、前記工程[2]の終了後、60分以内に本工程[3]を行うようにするのが好ましく、5分以内に行うのがより好ましい。かかる時間内であれば、各接合膜31、32の表面が十分な活性状態を維持しているので、本工程で接合膜付き基材1aと接合膜付き基材1bとを貼り合わせたとき、これらの間に十分な接合強度を得ることができる。
なお、図1(d)では、接合膜付き基材1aの接合膜31の全面を覆うように接合膜付き基材1bを重ね合わせているが、これらの相対的な位置は、互いにずれていてもよい。すなわち、接合膜31から接合膜付き基材1bがはみ出るように、接合膜付き基材1aと接合膜付き基材1bとが重ね合わされていてもよい。
なお、接合体5を得た後、この接合体5に対して、必要に応じ、以下の3つの工程([4A]、[4B]および[4C])のうちの少なくとも1つの工程(接合体5の接合強度を高める工程)を行うようにしてもよい。これにより、接合体5の接合強度のさらなる向上を図ることができる。
これにより、基板21の表面および対向基板22の表面に、接合膜31の表面および接合膜32の表面がより近接し、接合体5における接合強度をより高めることができる。
また、接合体5を加圧することにより、接合体5中の接合界面に残存していた隙間を押し潰して、接合面積をさらに広げることができる。これにより、接合体5における接合強度をさらに高めることができる。
このとき、接合体5を加圧する際の圧力は、接合体5が損傷を受けない程度の圧力で、できるだけ高い方が好ましい。これにより、この圧力に比例して接合体5における接合強度を高めることができる。
また、加圧する時間は、特に限定されないが、10秒〜30分程度であるのが好ましい。なお、加圧する時間は、加圧する際の圧力に応じて適宜変更すればよい。具体的には、接合体5を加圧する際の圧力が高いほど、加圧する時間を短くしても、接合強度の向上を図ることができる。
これにより、接合体5における接合強度をより高めることができる。
このとき、接合体5を加熱する際の温度は、室温より高く、接合体5の耐熱温度未満であれば、特に限定されないが、好ましくは25〜100℃程度とされ、より好ましくは50〜100℃程度とされる。かかる範囲の温度で加熱すれば、接合体5が熱によって変質・劣化するのを確実に防止しつつ、接合強度を確実に高めることができる。
また、加熱時間は、特に限定されないが、1〜30分程度であるのが好ましい。
これにより、接合膜31と基板21および対向基板22との間に形成される化学結合を増加させ、基板21と接合膜31との間、対向基板22と接合膜32との間、および接合膜31と接合膜32との間の接合強度をそれぞれ高めることができる。その結果、接合体5の接合強度を特に高めることができる。
このとき照射される紫外線の条件は、前記工程[2]に示した紫外線の条件と同等にすればよい。
以上のような工程を行うことにより、接合体5における接合強度のさらなる向上を容易に図ることができる。
前述したように、接合膜31は、図3、4に示すように、シロキサン(Si−O)結合302を含み、ランダムな原子構造を有するSi骨格301と、このSi骨格301に結合する脱離基303とを有するものである。このような接合膜31は、シロキサン結合302を含みランダムな原子構造を有するSi骨格301の影響によって、変形し難い強固な膜となる。これは、Si骨格301の結晶性が低くなるため、結晶粒界における転位やズレ等の欠陥が生じ難いためであると考えられる。このため、接合膜31自体が接合強度、耐薬品性および寸法精度の高いものとなり、最終的に得られる接合体5においても、接合強度、耐薬品性および寸法精度が高いものが得られる。
かかる接着性が発現すると、接合膜31を備えた接合膜付き基材1aは、接合膜付き基材1bに対して、高い寸法精度で強固に効率よく接合可能なものとなる。
なお、接合膜31中のSi骨格301の結晶化度は、45%以下であるのが好ましく、40%以下であるのがより好ましい。これにより、Si骨格301は十分にランダムな原子構造を含むものとなる。このため、前述したSi骨格301の特性が顕在化し、接合膜31の寸法精度および接着性がより優れたものとなる。
これらの各基の中でも、脱離基303は、特にアルキル基であるのが好ましい。アルキル基は化学的な安定性が高いため、アルキル基を含む接合膜31は、耐候性および耐薬品性に優れたものとなる。
すなわち、接合膜31の赤外光吸収スペクトルにおいて、シロキサン結合に帰属するピークの強度を1としたとき、メチル基に帰属するピークの強度は、0.05〜0.45程度であるのが好ましく、0.1〜0.4程度であるのがより好ましく、0.2〜0.3程度であるのがさらに好ましい。メチル基のピーク強度がシロキサン結合のピーク強度に対する割合が前記範囲内であることにより、メチル基がシロキサン結合の生成を必要以上に阻害するのを防止しつつ、接合膜31中に必要かつ十分な数の活性手が生じるため、接合膜31に十分な接着性が生じる。また、接合膜31には、メチル基に起因する十分な耐候性および耐薬品性が発現する。
ポリオルガノシロキサンで構成された接合膜31は、それ自体が優れた機械的特性を有している。また、多くの材料に対して特に優れた接着性を示すものである。したがって、ポリオルガノシロキサンで構成された接合膜31は、基板21に対して特に強固に被着するとともに、接合膜付き基材1bに対しても特に強い被着力を示し、その結果として、基板21と対向基板22とを強固に接合することができる。
また、ポリオルガノシロキサンは、通常、撥水性(非接着性)を示すが、エネルギーを付与されることにより、容易に有機基を脱離させることができ、親水性に変化し、接着性を発現するが、この非接着性と接着性との制御を容易かつ確実に行えるという利点を有する。
すなわち、接合膜31の平均厚さが前記下限値を下回った場合は、十分な接合強度が得られないおそれがある。一方、接合膜31の平均厚さが前記上限値を上回った場合は、接合体5の寸法精度が著しく低下するおそれがある。
なお、上記のような形状追従性の程度は、接合膜31の厚さが厚いほど顕著になる。したがって、形状追従性を十分に確保するためには、接合膜31の厚さをできるだけ厚くすればよい。
まず、接合膜31の作製方法を説明するのに先立って、基板21上にプラズマ重合法を行いて接合膜31を作製する際に用いるプラズマ重合装置について説明する。
図5は、本発明の接合方法に用いられるプラズマ重合装置を模式的に示す縦断面図である。なお、以下の説明では、図5中の上側を「上」、下側を「下」と言う。
図5に示すチャンバー101は、軸線が水平方向に沿って配置されたほぼ円筒形をなすチャンバー本体と、チャンバー本体の左側開口部を封止する円形の側壁と、右側開口部を封止する円形の側壁とで構成されている。
なお、本実施形態では、チャンバー101は、導電性の高い金属材料で構成されており、接地線102を介して電気的に接地されている。
この第1の電極130は、チャンバー101の側壁の内壁面に、鉛直方向に沿って設けられており、これにより、第1の電極130は、チャンバー101を介して電気的に接地されている。なお、第1の電極130は、図5に示すように、チャンバー本体と同心状に設けられている。
この静電チャック139により、図5に示すように、基板21を鉛直方向に沿って支持することができる。また、基板21に多少の反りがあっても、静電チャック139に吸着させることにより、その反りを矯正した状態で基板21をプラズマ処理に供することができる。
この第2の電極140には、配線184を介して高周波電源182が接続されている。また、配線184の途中には、マッチングボックス(整合器)183が設けられている。これらの配線184、高周波電源182およびマッチングボックス183により、電源回路180が構成されている。
このような電源回路180によれば、第1の電極130は接地されているので、第1の電極130と第2の電極140との間に高周波電圧が印加される。これにより、第1の電極130と第2の電極140との間隙には、高い周波数で向きが反転する電界が誘起される。
図5に示すガス供給部190は、液状の膜材料(原料液)を貯留する貯液部191と、液状の膜材料を気化してガス状に変化させる気化装置192と、キャリアガスを貯留するガスボンベ193とを有している。また、これらの各部とチャンバー101の供給口103とが、それぞれ配管194で接続されており、ガス状の膜材料(原料ガス)とキャリアガスとの混合ガスを、供給口103からチャンバー101内に供給するように構成されている。
このような液状の膜材料は、気化装置192により気化され、ガス状の膜材料(原料ガス)となってチャンバー101内に供給される。なお、原料ガスについては、後に詳述する。
ガスボンベ193に貯留されるキャリアガスは、電界の作用により放電し、およびこの放電を維持するために導入するガスである。このようなキャリアガスとしては、例えば、Arガス、Heガス等が挙げられる。
拡散板195は、チャンバー101内に供給される混合ガスの拡散を促進する機能を有する。これにより、混合ガスは、チャンバー101内に、ほぼ均一の濃度で分散することができる。
また、排気口104には、チャンバー101内の圧力を調整する圧力制御機構171が設けられている。これにより、チャンバー101内の圧力が、ガス供給部190の動作状況に応じて、適宜設定される。
図6は、基板21上に接合膜31を作製する方法を説明するための図(縦断面図)である。なお、以下の説明では、図6中の上側を「上」、下側を「下」と言う。
接合膜31は、強電界中に、原料ガスとキャリアガスとの混合ガスを供給することにより、原料ガス中の分子を重合させ、重合物を基板21上に堆積させることにより得ることができる。以下、詳細に説明する。
次に、基板21をプラズマ重合装置100のチャンバー101内に収納して封止状態とした後、排気ポンプ170の作動により、チャンバー101内を減圧状態とする。
次に、ガス供給部190を作動させ、チャンバー101内に原料ガスとキャリアガスの混合ガスを供給する。供給された混合ガスは、チャンバー101内に充填される(図6(a)参照)。
また、供給するガスの流量は、ガスの種類や目的とする成膜速度、膜厚等によって適宜決定され、特に限定されるものではないが、通常は、原料ガスおよびキャリアガスの流量を、それぞれ、1〜100ccm程度に設定するのが好ましく、10〜60ccm程度に設定するのがより好ましい。
また、プラズマの作用により、基板21の表面が活性化・清浄化される。このため、原料ガスの重合物が基板21の表面に堆積し易くなり、接合膜31の安定した成膜が可能になる。このようにプラズマ重合法によれば、基板21の構成材料によらず、基板21と接合膜31との密着強度をより高めることができる。
このような原料ガスを用いて得られるプラズマ重合膜、すなわち接合膜31は、これらの原料が重合してなるもの(重合物)、すなわちポリオルガノシロキサンで構成されることとなる。
また、高周波の出力密度は、特に限定されないが、0.01〜100W/cm2程度であるのが好ましく、0.1〜50W/cm2程度であるのがより好ましく、1〜40W/cm2程度であるのがさらに好ましい。高周波の出力密度を前記範囲内とすることにより、高周波の出力密度が高過ぎて原料ガスに必要以上のプラズマエネルギーが付加されるのを防止しつつ、ランダムな原子構造を有するSi骨格301を確実に形成することができる。すなわち、高周波の出力密度が前記下限値を下回った場合、原料ガス中の分子に重合反応を生じさせることができず、接合膜31を形成することができないおそれがある。一方、高周波の出力密度が前記上限値を上回った場合、原料ガスが分解する等して、脱離基303となり得る構造がSi骨格301から分離してしまい、得られる接合膜31において脱離基303の含有率が著しく低くなったり、Si骨格301のランダム性が低下する(規則性が高くなる)おそれがある。
原料ガス流量は、0.5〜200sccm程度であるのが好ましく、1〜100sccm程度であるのがより好ましい。一方、キャリアガス流量は、5〜750sccm程度であるのが好ましく、10〜500sccm程度であるのがより好ましい。
処理時間は、1〜10分程度であるのが好ましく、4〜7分程度であるのがより好ましい。
また、基板21の温度は、25℃以上であるのが好ましく、25〜100℃程度であるのがより好ましい。
また、接合膜付き基材1aと同様にして、接合膜付き基材1bを得ることができる。
なお、接合膜31は、光を透過させることができる。また、接合膜31の形成条件(プラズマ重合の際の条件や原料ガスの組成等)を適宜設定することにより、接合膜31の屈折率を調整することができる。具体的には、プラズマ重合の際の高周波の出力密度を高めることにより、接合膜31の屈折率を高めることができ、反対に、プラズマ重合の際の高周波の出力密度を低くすることにより、接合膜31の屈折率を低くすることができる。
次に、本発明の接合体および接合方法の各第2実施形態について説明する。
図7は、基板と対向基板とを接合する本発明の接合方法の第2実施形態を説明するための図(縦断面図)である。なお、以下の説明では、図7中の上側を「上」、下側を「下」と言う。
本実施形態にかかる接合方法は、接合膜付き基材1aと接合膜付き基材1bとを重ね合わせた後に、各接合膜31、32にエネルギーを付与するようにした以外は、前記第1実施形態と同様である。
[1]まず、前記第1実施形態と同様にして、接合膜付き基材1aを用意する(図7(a)参照)。
[2]次に、図7(a)に示すように、接合膜付き基材1bを用意し、接合膜31の表面351と接合膜32の表面352とが密着するように、接合膜付き基材1aと接合膜付き基材1bとを重ね合わせ、仮接合体を得る。なお、この仮接合体の状態では、接合膜付き基材1aと接合膜付き基材1bとの間は接合されていないので、接合膜付き基材1aの接合膜付き基材1bに対する相対位置を調整することができる。これにより、接合膜付き基材1aと接合膜付き基材1bとを重ね合わせた後、互いをずらすことによって、これらの位置を容易に微調整することができる。その結果、接合膜付き基材1aの接合膜付き基材1bに対する位置精度を高めることができる。
ここで、各接合膜31、32に付与するエネルギーは、いかなる方法で付与されてもよいが、例えば、前記第1実施形態で挙げたような方法で付与される。
このうち、各接合膜31、32にエネルギー線を照射する方法としては、前記第1実施形態と同様の方法を用いることができる。
一方、各接合膜31、32を加熱することにより、各接合膜31、32に対してエネルギーを付与する場合には、加熱温度を25〜100℃程度に設定するのが好ましく、50〜100℃程度に設定するのがより好ましい。かかる範囲の温度で加熱すれば、基板21が熱によって変質・劣化するのを確実に防止しつつ、各接合膜31、32を確実に活性化させることができる。
また、加熱時間は、各接合膜31、32の脱離基303を脱離し得る程度の時間とすればよく、具体的には、加熱温度が前記範囲内であれば、1〜30分程度であるのが好ましい。
なお、赤外線を照射する方法を用いる場合には、基板21または対向基板22は、光吸収性を有する材料で構成されているのが好ましい。これにより、赤外線を照射された基板21または対向基板22は、効率よく発熱する。その結果、各接合膜31、32を効率よく加熱することができる。
また、ヒータを用いる方法または火炎に接触させる方法を用いる場合には、基板21または対向基板22は、熱伝導性に優れた材料で構成されているのが好ましい。これにより、基板21または対向基板22を介して、各接合膜31、32に対して効率よく熱を伝えることができ、各接合膜31、32を効率よく加熱することができる。
また、圧縮力を付与する時間は、特に限定されないが、10秒〜30分程度であるのが好ましい。なお、圧縮力を付与する時間は、圧縮力の大きさに応じて適宜変更すればよい。具体的には、圧縮力の大きさが大きいほど、圧縮力を付与する時間を短くすることができる。
なお、接合体5を得た後、この接合体5に対して、必要に応じ、前記第1実施形態の工程[4A]、[4B]および[4C]のうちの少なくとも1つの工程を行うようにしてもよい。
次に、本発明の接合体および接合方法の各第3実施形態について説明する。
図8は、基板と対向基板とを接合する本発明の接合方法の第3実施形態を説明するための図(縦断面図)である。なお、以下の説明では、図8中の上側を「上」、下側を「下」と言う。
以下、第3実施形態にかかる接合方法について説明するが、前記第1実施形態または前記第2実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
[1]まず、前記第1実施形態と同様にして、接合膜付き基材1aを用意する(図8(a)参照)。
[2]次に、図8(b)に示すように、接合膜付き基材1aの接合膜31の表面351の全面にエネルギーを付与する。これにより、接合膜31の表面351の全面に接着性が発現する。
また、指向性の低いエネルギー線であっても、接合膜32の表面352のうち、エネルギー線を照射すべき所定領域350以外の領域を覆うように(隠すように)して照射すれば、所定領域350に対してエネルギー線を選択的に照射することができる。
具体的には、図8(b)に示すように、接合膜32の表面352の上方に、エネルギー線を照射すべき所定領域350の形状に対応する形状をなす窓部61を有するマスク6を設け、このマスク6を介してエネルギー線を照射すればよい。このようにすれば、所定領域350に対して、エネルギー線を選択的に照射することが容易に行える。
このような状態の接合膜付き基材1aおよび接合膜付き基材1bは、所定領域350において部分的に接着可能なものとなる。
このようにして得られた接合体5aは、接合膜付き基材1aと接合膜付き基材1bとを対向面全体で接合するのではなく、一部の領域(所定領域350)のみを部分的に接合してなるものである。そして、この接合の際、接合膜32に対してエネルギーを付与する領域を制御することのみで、接合される領域を簡単に選択することができる。これにより、例えば、接合体5aの接合強度を容易に調整することができる。
さらに、接合体5aでは、接合膜付き基材1aと接合膜付き基材1bとの間隙のうち、接合している所定領域350以外の領域では、わずかな間隙が生じている(残存している)。したがって、この所定領域350の形状を適宜調整することにより、接合膜付き基材1aと接合膜付き基材1bとの間に、閉空間や流路等を容易に形成することができる。
かかる観点から、容易に分離可能な接合体5aを作製する場合には、接合体5aの接合強度は、人の手で容易に分離可能な程度の大きさであるのが好ましい。これにより、接合体5aを分離する際、装置等を用いることなく、簡単に行うことができる。
なお、接合体5aを得た後、この接合体5aに対して、必要に応じ、前記第1実施形態の工程[4A]、[4B]および[4C]のうちの少なくとも1つの工程を行うようにしてもよい。
例えば、接合体5aを加圧しつつ、加熱することにより、接合体5aの各基板21、22同士がより近接する。これにより、各接合膜31、32の界面における水酸基の脱水縮合や未結合手同士の再結合が促進される。そして、所定領域350に形成された接合部において、一体化がより進行し、最終的には、ほぼ完全に一体化される。
また、上記のことを考慮して、前記第1実施形態の工程[4A]、[4B]および[4C]のうちの少なくとも1つの工程を行う場合、これらの工程を、所定領域350に対して選択的に行うのが好ましい。これにより、所定領域350以外の領域において、各接合膜31、32が意図せず接合されるのを防止することができる。
次に、本発明の接合体および接合方法の各第4実施形態について説明する。
図9は、基板と対向基板とを接合する本発明の接合方法の第4実施形態を説明するための図(縦断面図)である。なお、以下の説明では、図9中の上側を「上」、下側を「下」と言う。
本実施形態にかかる接合方法は、各基板21、22の上面251、252のうち、それぞれ一部の所定領域350のみに選択的に接合膜3a、3bを形成することにより、接合膜付き基材1aと接合膜付き基材1bとを各接合膜3a、3bを介して部分的に接合するようにした以外は、前記第1実施形態と同様である。
[1]まず、図9(a)に示すように、各基板21、22の上方に、所定領域350の形状に対応する形状をなす窓部61を有するマスク6をそれぞれ設ける。
次に、マスク6を介して、各基板21、22の上面251、252に、それぞれ接合膜3a、3bを成膜する。例えば、図9(a)に示すように、マスク6を介してプラズマ重合法により接合膜3a、3bを成膜する場合、プラズマ重合法によって生成された重合物は、各基板21、22の上面251、252上に堆積するが、このときマスク6を介することにより、それぞれの所定領域350にのみ重合物が堆積する。その結果、各基板21、22の上面251、252の一部の所定領域350に、接合膜3a、3bがそれぞれ形成される。
なお、本工程でエネルギーを付与する際には、各接合膜3a、3bに選択的にエネルギーを付与してもよいが、各接合膜3a、3bを含む基板21、22の上面251、252の全体に、それぞれエネルギーを付与するようにしてもよい。
また、各接合膜3a、3bに付与するエネルギーは、いかなる方法で付与されてもよいが、例えば、前記第1実施形態で挙げたような方法で付与される。
このようにして得られた接合体5bは、接合膜付き基材1aと接合膜付き基材1bとを対向面全体で接合するのではなく、一部の領域(所定領域350)のみを部分的に接合してなるものである。そして、この接合の際、各接合膜31、32を形成する領域を制御することのみで、接合される領域を簡単に選択することができる。これにより、例えば、接合体5bの接合強度を容易に調整することができる。
なお、接合体5bを得た後、この接合体5bに対して、必要に応じ、前記第1実施形態の工程[4A]、[4B]および[4C]のうちの少なくとも1つの工程を行うようにしてもよい。
例えば、接合体5bを加圧しつつ、加熱することにより、接合体5bの各基板21、22同士がより近接する。これにより、各接合膜31、32の界面における水酸基の脱水縮合や未結合手同士の再結合が促進される。そして、所定領域350に形成された接合部において、一体化がより進行し、最終的には、ほぼ完全に一体化される。
このような接合に供される部材としては、例えば、トランジスタ、ダイオード、メモリのような半導体素子、水晶発振子のような圧電素子、反射鏡、光学レンズ、回折格子、光学フィルターのような光学素子、太陽電池のような光電変換素子、半導体基板とそれに搭載される半導体素子、絶縁性基板と配線または電極、インクジェット式記録ヘッド、マイクロリアクタ、マイクロミラーのようなMEMS(Micro Electro Mechanical Systems)部品、圧力センサ、加速度センサのようなセンサ部品、半導体素子や電子部品のパッケージ部品、磁気記録媒体、光磁気記録媒体、光記録媒体のような記録媒体、液晶表示素子、有機EL素子、電気泳動表示素子のような表示素子用部品、燃料電池用部品等が挙げられる。
ここでは、本発明の接合体をインクジェット式記録ヘッドに適用した場合の実施形態について説明する。
図10は、本発明の接合体を適用して得られたインクジェット式記録ヘッド(液滴吐出ヘッド)を示す分解斜視図、図11は、図10に示すインクジェット式記録ヘッドの主要部の構成を示す断面図、図12は、図10に示すインクジェット式記録ヘッドを備えるインクジェットプリンタの実施形態を示す概略図である。なお、図10は、通常使用される状態とは、上下逆に示されている。
図12に示すインクジェットプリンタ9は、装置本体92を備えており、上部後方に記録用紙Pを設置するトレイ921と、下部前方に記録用紙Pを排出する排紙口922と、上部面に操作パネル97とが設けられている。
また、装置本体92の内部には、主に、往復動するヘッドユニット93を備える印刷装置(印刷手段)94と、記録用紙Pを1枚ずつ印刷装置94に送り込む給紙装置(給紙手段)95と、印刷装置94および給紙装置95を制御する制御部(制御手段)96とを有している。
ヘッドユニット93は、その下部に、多数のノズル孔111を備えるインクジェット式記録ヘッド10(以下、単に「ヘッド10」と言う。)と、ヘッド10にインクを供給するインクカートリッジ931と、ヘッド10およびインクカートリッジ931を搭載したキャリッジ932とを有している。
なお、インクカートリッジ931として、イエロー、シアン、マゼンタ、ブラック(黒)の4色のインクを充填したものを用いることにより、フルカラー印刷が可能となる。
キャリッジ932は、キャリッジガイド軸943に往復動自在に支持されるとともに、タイミングベルト944の一部に固定されている。
給紙装置95は、その駆動源となる給紙モータ951と、給紙モータ951の作動により回転する給紙ローラ952とを有している。
制御部96は、いずれも図示しないが、主に、各部を制御する制御プログラム等を記憶するメモリ、圧電素子(振動源)14を駆動して、インクの吐出タイミングを制御する圧電素子駆動回路、印刷装置94(キャリッジモータ941)を駆動する駆動回路、給紙装置95(給紙モータ951)を駆動する駆動回路、および、ホストコンピュータからの印刷データを入手する通信回路と、これらに電気的に接続され、各部での各種制御を行うCPUとを備えている。
また、CPUには、例えば、インクカートリッジ931のインク残量、ヘッドユニット93の位置等を検出可能な各種センサ等が、それぞれ電気的に接続されている。
ヘッド10は、ノズル板11と、インク室基板12と、振動板13と、振動板13に接合された圧電素子(振動源)14とを備えるヘッド本体17と、このヘッド本体17を収納する基体16とを有している。なお、このヘッド10は、オンデマンド形のピエゾジェット式ヘッドを構成する。
このノズル板11には、インク滴を吐出するための多数のノズル孔111が形成されている。これらのノズル孔111間のピッチは、印刷精度に応じて適宜設定される。
このインク室基板12は、ノズル板11、側壁(隔壁)122および後述する振動板13により、複数のインク室(キャビティ、圧力室)121と、インクカートリッジ931から供給されるインクを貯留するリザーバ室123と、リザーバ室123から各インク室121に、それぞれインクを供給する供給口124とが区画形成されている。
各インク室121は、それぞれ短冊状(直方体状)に形成され、各ノズル孔111に対応して配設されている。各インク室121は、後述する振動板13の振動により容積可変であり、この容積変化により、インクを吐出するよう構成されている。
一方、インク室基板12のノズル板11と反対側には、振動板13が接合され、さらに振動板13のインク室基板12と反対側には、複数の圧電素子14が設けられている。
また、振動板13の所定位置には、振動板13の厚さ方向に貫通して連通孔131が形成されている。この連通孔131を介して、前述したインクカートリッジ931からリザーバ室123に、インクが供給可能となっている。
各圧電素子14は、それぞれ、振動源として機能し、振動板13は、圧電素子14の振動により振動し、インク室121の内部圧力を瞬間的に高めるよう機能する。
基体16は、例えば各種樹脂材料、各種金属材料等で構成されており、この基体16にノズル板11が固定、支持されている。すなわち、基体16が備える凹部161に、ヘッド本体17を収納した状態で、凹部161の外周部に形成された段差162によりノズル板11の縁部を支持する。
換言すれば、ノズル板11とインク室基板12との接合体、インク室基板12と振動板13との接合体、およびノズル板11と基体16との接合体のうち、少なくとも1箇所に本発明の接合体が適用されている。
また、非常に低温で信頼性の高い接合ができるため、線膨張係数の異なる材料でも大面積のヘッドができる点でも有利である
なお、ヘッド10は、圧電素子14の代わりに電気熱変換素子を有していてもよい。つまり、ヘッド10は、電気熱変換素子による材料の熱膨張を利用してインクを吐出する構成(いわゆる、「バブルジェット方式」(「バブルジェット」は登録商標))のものであってもよい。
例えば、本発明の接合方法は、前記各実施形態のうち、任意の1つまたは2つ以上を組み合わせたものであってもよい。
また、本発明の接合方法では、必要に応じて、1以上の任意の目的の工程を追加してもよい。
また、前記各実施形態では、基板と対向基板の2枚の基材を接合する方法について説明しているが、3枚以上の基材を接合する場合に、本発明の接合方法を用いるようにしてもよい。
1.接合体の製造
以下、各実施例および各比較例では、それぞれ接合体を20個作製する。なお、各実施例16〜23および各比較例16〜20、24〜26で得られた接合体は、それぞれ、基板および対向基板の対向面のうちの一部を部分的に接合したものである。
まず、基板として、縦20mm×横20mm×平均厚さ1mmの単結晶シリコン基板を用意し、対向基板として、縦20mm×横20mm×平均厚さ1mmのガラス基板を用意した。
次いで、単結晶シリコン基板を図5に示すプラズマ重合装置100のチャンバー101内に収納し、酸素プラズマによる表面処理を行った。
<成膜条件>
・原料ガスの組成 :オクタメチルトリシロキサン
・原料ガスの流量 :50sccm
・キャリアガスの組成:アルゴン
・キャリアガスの流量:100sccm
・高周波電力の出力 :100W
・高周波出力密度 :25W/cm2
・チャンバー内圧力 :1Pa(低真空)
・処理時間 :15分
・基板温度 :20℃
これにより、単結晶シリコン基板上にプラズマ重合膜を形成してなる接合膜付き基材を得た。
また、これと同様にして、ガラス基板に表面処理を行った後、この表面処理を行った面にプラズマ重合膜を形成した。これにより、接合膜付き基材を得た。
<紫外線照射条件>
・雰囲気ガスの組成 :大気(空気)
・雰囲気ガスの温度 :20℃
・雰囲気ガスの圧力 :大気圧(100kPa)
・紫外線の波長 :172nm
・紫外線の照射時間 :5分
次に、得られた接合体を3MPaで加圧しつつ、80℃で加熱し、15分間維持した。これにより、接合体の接合強度の向上を図った。
加熱の温度を80℃から25℃に変更した以外は、前記実施例1と同様にして接合体を得た。
(実施例3〜12)
基板の構成材料および対向基板の構成材料を、それぞれ表1に示す材料に変更した以外は、前記実施例1と同様にして接合体を得た。
まず、前記実施例1と同様にして、単結晶シリコン基板とガラス基板(基板および対向基板)を用意し、それぞれに酸素プラズマによる表面処理を行った。
次に、シリコン基板の表面処理を行った面に、前記実施例1と同様にして、プラズマ重合膜を成膜した。これにより、接合膜付き基材を得た。
また、ガラス基板の表面処理を行った面に、前記実施例1と同様にして、プラズマ重合膜を成膜した。これにより、接合膜付き基材を得た。
次に、プラズマ重合膜同士が接触するように、接合膜付き基材同士を重ね合わせた。これにより、仮接合体を得た。
そして、仮接合体に対して、ガラス基板側から以下に示す条件で紫外線を照射した。
・雰囲気ガスの組成 :大気(空気)
・雰囲気ガスの温度 :20℃
・雰囲気ガスの圧力 :大気圧(100kPa)
・紫外線の波長 :172nm
・紫外線の照射時間 :5分
これにより、各基板を接合し、接合体を得た。
続いて、得られた接合体を3MPaで加圧しつつ、80℃で加熱し、15分間維持した。これにより、接合体の接合強度の向上を図った。
高周波電力の出力を150W(高周波出力密度を37.5W/cm2)に変更した以外は、前記実施例1と同様にして接合体を得た。
(実施例15)
高周波電力の出力を200W(高周波出力密度を50W/cm2)に変更した以外は、前記実施例1と同様にして接合体を得た。
まず、基板として、縦20mm×横20mm×平均厚さ1mmの単結晶シリコン基板を用意し、対向基板として、縦20mm×横20mm×平均厚さ1mmのガラス基板を用意した。
次いで、単結晶シリコン基板を図5に示すプラズマ重合装置100のチャンバー101内に収納し、酸素プラズマによる表面処理を行った。
<成膜条件>
・原料ガスの組成 :オクタメチルトリシロキサン
・原料ガスの流量 :50sccm
・キャリアガスの組成:アルゴン
・キャリアガスの流量:100sccm
・高周波電力の出力 :100W
・高周波出力密度 :25W/cm2
・チャンバー内圧力 :1Pa(低真空)
・処理時間 :15分
・基板温度 :20℃
<紫外線照射条件>
・雰囲気ガスの組成 :大気(空気)
・雰囲気ガスの温度 :20℃
・雰囲気ガスの圧力 :大気圧(100kPa)
・紫外線の波長 :172nm
・紫外線の照射時間 :5分
続いて、紫外線を照射してから1分後に、プラズマ重合膜の紫外線を照射した面とガラス基板の表面処理を施した面とが接触するように、各基板を重ね合わせた。これにより、接合体を得た。
次に、得られた接合体を3MPaで加圧しつつ、80℃で加熱し、15分間維持した。これにより、接合体の接合強度の向上を図った。
加熱の温度を80℃から25℃に変更した以外は、前記比較例1と同様にして接合体を得た。
(比較例3〜12)
基板の構成材料および対向基板の構成材料を、それぞれ表1に示す材料に変更した以外は、前記比較例1と同様にして接合体を得た。
まず、前記比較例1と同様にして、単結晶シリコン基板とガラス基板(基板および対向基板)を用意し、それぞれに酸素プラズマによる表面処理を行った。
次に、シリコン基板の表面処理を行った面に、前記比較例1と同様にしてプラズマ重合膜を成膜した。これにより、接合膜付き基材を得た。
次に、プラズマ重合膜とガラス基板の表面処理を施した面とが接触するように、シリコン基板とガラス基板とを重ね合わせ、仮接合体を得た。
そして、仮接合体に対して、ガラス基板側から以下に示す条件で紫外線を照射した。
・雰囲気ガスの組成 :大気(空気)
・雰囲気ガスの温度 :20℃
・雰囲気ガスの圧力 :大気圧(100kPa)
・紫外線の波長 :172nm
・紫外線の照射時間 :5分
これにより、各基板を接合し、接合体を得た。
続いて、得られた接合体を3MPaで加圧しつつ、80℃で加熱し、15分間維持した。これにより、接合体の接合強度の向上を図った。
高周波電力の出力を150W(高周波出力密度を37.5W/cm2)に変更した以外は、前記比較例1と同様にして接合体を得た。
(比較例15)
高周波電力の出力を200W(高周波出力密度を50W/cm2)に変更した以外は、前記比較例1と同様にして接合体を得た。
まず、基板として、縦20mm×横20mm×平均厚さ1mmの単結晶シリコン基板を用意し、対向基板として、縦20mm×横20mm×平均厚さ1mmのガラス基板を用意した。
次いで、単結晶シリコン基板とガラス基板の双方を、図5に示すプラズマ重合装置100のチャンバー101内に収納し、酸素プラズマによる表面処理を行った。
<成膜条件>
・原料ガスの組成 :オクタメチルトリシロキサン
・原料ガスの流量 :50sccm
・キャリアガスの組成:アルゴン
・キャリアガスの流量:100sccm
・高周波電力の出力 :100W
・高周波出力密度 :25W/cm2
・チャンバー内圧力 :1Pa(低真空)
・処理時間 :15分
・基板温度 :20℃
次に、得られたプラズマ重合膜に、それぞれ以下に示す条件で紫外線を照射した。なお、紫外線を照射した領域は、単結晶シリコン基板に形成したプラズマ重合膜の表面全体と、ガラス基板に形成したプラズマ重合膜の表面のうち、周縁部の幅3mmの枠状の領域とした。
・雰囲気ガスの組成 :大気(空気)
・雰囲気ガスの温度 :20℃
・雰囲気ガスの圧力 :大気圧(100kPa)
・紫外線の波長 :172nm
・紫外線の照射時間 :5分
次に、各プラズマ重合膜の紫外線を照射した面同士が接触するように、単結晶シリコン基板とガラス基板とを重ね合わせた。これにより、接合体を得た。
次に、得られた接合体を3MPaで加圧しつつ、80℃で加熱し、15分間維持した。これにより、接合体の接合強度の向上を図った。
加熱の温度を80℃から25℃に変更した以外は、前記実施例16と同様にして接合体を得た。
(実施例18〜23)
基板の構成材料および対向基板の構成材料を、それぞれ表2に示す材料に変更した以外は、前記実施例16と同様にして接合体を得た。
まず、基板として、縦20mm×横20mm×平均厚さ1mmの単結晶シリコン基板を用意し、対向基板として、縦20mm×横20mm×平均厚さ1mmのステンレス鋼基板を用意した。
次いで、シリコン基板を、図5に示すプラズマ重合装置100のチャンバー101内に収納し、酸素プラズマによる表面処理を行った。
次に、前記実施例16と同様にして、プラズマ重合膜に紫外線を照射した。なお、紫外線を照射した領域は、シリコン基板に形成したプラズマ重合膜の表面のうち、周縁部の幅3mmの枠状の領域とした。
次に、プラズマ重合膜の紫外線を照射した面と、ステンレス鋼基板の表面処理を行った面とが接触するように、シリコン基板とステンレス鋼基板とを重ね合わせた。これにより、接合体を得た。
次に、得られた接合体を3MPaで加圧しつつ、80℃で加熱し、15分間維持した。これにより、接合体の接合強度の向上を図った。
加熱の温度を80℃から25℃に変更した以外は、前記比較例16と同様にして接合体を得た。
(比較例18〜20)
基板の構成材料および対向基板の構成材料を、それぞれ表2に示す材料に変更した以外は、前記比較例16と同様にして接合体を得た。
基板の構成材料および対向基板の構成材料を、それぞれ表1に示す材料とし、各基材間をエポキシ系接着剤で接着した以外は、前記実施例1と同様にして、接合体を得た。
(比較例24〜26)
基板の構成材料および対向基板の構成材料を、それぞれ表2に示す材料とし、各基材間を、周縁部の幅3mmの枠状の領域において、エポキシ系接着剤で部分的に接着した以外は、前記実施例16と同様にして、接合体を得た。
プラズマ重合膜に代えて、以下のようにして接合膜を形成するようにした以外は、前記実施例1と同様にして、接合体を得た。
まず、シリコーン材料としてポリジメチルシロキサン骨格を有するものを含有し、溶媒としてトルエンおよびイソブタノールを含有する液状材料(信越化学工業社製、「KR−251」:粘度(25℃)18.0mPa・s)を用意した。
次いで、得られた液状被膜を常温(25℃)で24時間乾燥させた。これにより、接合膜を得た。
また、これと同様にして、ガラス基板に酸素プラズマによる表面処理を行った後、この面に接合膜を得た。
そして、各接合膜に紫外線を照射した。
次いで、シリコン基板とガラス基板とを加圧しつつ加熱した。これにより、シリコン基板とガラス基板とが接合膜を介して接合された接合体を得た。
基板の構成材料および対向基板の構成材料を、それぞれ表1に示す材料に変更した以外は、前記比較例27と同様にして接合体を得た。
(比較例34)
プラズマ重合膜に代えて、以下のようにして接合膜を形成するようにした以外は、前記実施例1と同様にして、接合体を得た。
まず、単結晶シリコン基板の表面に酸素プラズマによる表面処理を行った後、この面にヘキサメチルジシラザン(HMDS)の蒸気をあてることによって、HMDSで構成された接合膜を得た。
また、これと同様にして、ガラス基板に酸素プラズマによる表面処理を行った後、この面にHMDSで構成された接合膜を得た。
そして、各接合膜に紫外線を照射した。
次いで、シリコン基板とガラス基板とを加圧しつつ加熱した。これにより、シリコン基板とガラス基板とが接合膜を介して接合された接合体を得た。
2.1 接合強度(割裂強度)の評価
各実施例および各比較例で得られた接合体について、それぞれ接合強度を測定した。
接合強度の測定は、各基材を引き剥がしたとき、剥がれる直前の強度を測定することにより行った。また、接合強度の測定は、接合直後と、接合後に−40℃〜125℃の温度サイクルを100回繰り返した後のそれぞれにおいて行った。そして、接合強度を以下の基準にしたがって評価した。
なお、部分的に接合してなる接合体(表2に記載の接合体)は、いずれも全面を接合してなる接合体(表1に記載の接合体)に比べて、接合強度が大きかった。
◎:10MPa(100kgf/cm2)以上
○: 5MPa( 50kgf/cm2)以上、10MPa(100kgf/cm2)未満
△: 1MPa( 10kgf/cm2)以上、 5MPa( 50kgf/cm2)未満
×: 1MPa( 10kgf/cm2)未満
各実施例および各比較例で得られた接合体について、それぞれ厚さ方向の寸法精度を測定した。
寸法精度の測定は、正方形の接合体の各角部の厚さを測定し、4箇所の厚さの最大値と最小値の差を算出することにより行った。そして、この差を以下の基準にしたがって評価した。
<寸法精度の評価基準>
○:10μm未満
×:10μm以上
各実施例および各比較例で得られた接合体のうち10個を、80℃に維持したインクジェットプリンタ用インク(エプソン社製、HQ4)に、以下の条件で3週間浸漬した。その後、各基材を引き剥がし、接合界面にインクが浸入していないかを確認した。また、接合体の残りの10個を、同様のインクに100日間浸漬した。そして、各基材を引き剥がし、接合界面にインクが浸入していないか確認した。そして、その結果を以下の基準にしたがって評価した。
◎:全く浸入していない
○:角部にわずかに浸入している
△:縁部に沿って浸入している
×:内側に浸入している
各実施例および各比較例で得られた接合体中の接合膜について、それぞれSi骨格の結晶化度を測定した。そして、以下の評価基準にしたがって結晶化度を評価した。
<結晶化度の評価基準>
◎:結晶化度が30%以下である
○:結晶化度が30%超45%以下である
△:結晶化度が45%超55%以下である
×:結晶化度が55%超である
各実施例および各比較例で得られた接合体中の接合膜について、それぞれ赤外光吸収スペクトルを取得した。そして、各スペクトルについて、(1)シロキサン(Si−O)結合に帰属するピークに対するSi−H結合に帰属するピークの相対強度と、(2)シロキサン結合に帰属するピークに対するCH3結合に帰属するピークの相対強度とを算出した。
2.6 屈折率の評価
各実施例および各比較例で得られた接合体中の接合膜について、それぞれ屈折率を測定した。
各実施例および各比較例で得られた接合体のうち、光透過率の測定が可能なものについて、光透過率を測定した。そして、得られた光透過率を以下の評価基準にしたがって評価した。
<光透過率の評価基準>
◎:95%超
○:90%超95%未満
△:85%超90%未満
×:85%未満
各実施例16〜23および各比較例16〜20、24〜26で得られた接合体について、それぞれの接合体の接合前後における形状変化を測定した。
具体的には、接合体の反り量を、接合前後で測定し、以下の基準にしたがって評価した。
◎:接合前後で反り量がほとんど変化しなかった
○:接合前後で反り量がわずかに変化した
△:接合前後で反り量がやや大きく変化した
×:接合前後で反り量が大きく変化した
以上、2.1〜2.8の各評価結果を表1、2に示す。
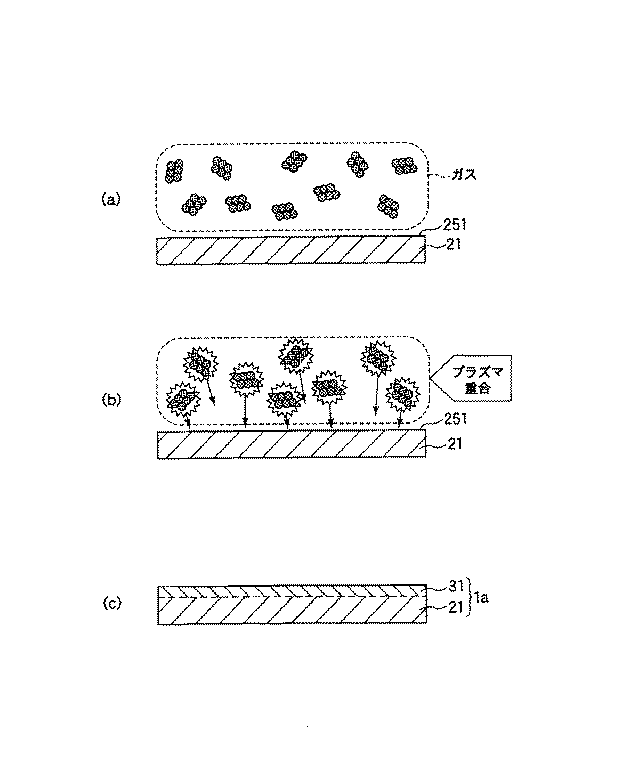
また、各実施例で得られた接合体では、赤外光吸収スペクトルの解析から、接合膜中にSi−H結合が含まれていることが認められた。また、Si−H結合が含まれている接合膜は、結晶化度が低いことが明らかとなった。前述したような各実施例の優れた特性は、接合膜がプラズマ重合法により形成され、これにより接合膜中にSi−H結合が含まれるとともに、接合膜の結晶化度が低くなっている(接合膜の構造のランダム性が高くなっている)ことに起因するものと考えられる。
さらに、各実施例で得られた接合体では、接合膜形成時の高周波出力密度を変化させることにより、屈折率が変化することが認められた。
一方、各比較例で得られた接合体は、耐薬品性、接合強度および光透過率が十分ではなかった。
Claims (31)
- 第1の基材と、該第1の基材上にプラズマ重合法により成膜され、シロキサン(Si−O)結合を含み、結晶化度が45%以下であるSi骨格と、該Si骨格に結合する有機基からなる脱離基とを含む第1の接合膜とを有する第1の被着体と、
第2の基材と、該第2の基材上にプラズマ重合法により成膜され、前記第1の接合膜と同様の第2の接合膜とを有する第2の被着体とを有し、
前記第1の接合膜の少なくとも一部の領域および前記第2の接合膜の少なくとも一部の領域にそれぞれエネルギーを付与し、前記第1の接合膜および前記第2の接合膜の少なくとも表面付近に存在する前記脱離基が前記Si骨格から脱離することにより、前記第1の接合膜の表面の前記領域および前記第2の接合膜の表面の前記領域にそれぞれ発現した接着性によって、前記第1の被着体と前記第2の被着体とが接合されていることを特徴とする接合体。 - 前記第1の接合膜および前記第2の接合膜の少なくとも一方において、構成する全原子からH原子を除いた原子のうち、Si原子の含有率とO原子の含有率の合計が、10〜90原子%である請求項1に記載の接合体。
- 前記第1の接合膜および前記第2の接合膜の少なくとも一方において、Si原子とO原子の存在比は、3:7〜7:3である請求項1または2に記載の接合体。
- 前記第1の接合膜および前記第2の接合膜の少なくとも一方は、Si−H結合を含んでいる請求項1ないし3のいずれかに記載の接合体。
- 前記Si−H結合を含む接合膜についての赤外光吸収スペクトルにおいて、シロキサン結合に帰属するピーク強度を1としたとき、Si−H結合に帰属するピーク強度が0.001〜0.2である請求項4に記載の接合体。
- 前記脱離基は、前記Si骨格が破壊されるよりも低いエネルギー付与で、前記Si骨格から脱離し得るものである請求項1ないし5のいずれかに記載の接合体。
- 前記脱離基は、アルキル基である請求項1ないし6のいずれかに記載の接合体。
- 前記脱離基としてメチル基を含む接合膜についての赤外光吸収スペクトルにおいて、シロキサン結合に帰属するピーク強度を1としたとき、メチル基に帰属するピーク強度が0.05〜0.45である請求項7に記載の接合体。
- 前記第1の接合膜および前記第2の接合膜の少なくとも一方は、その少なくとも表面付近に存在する前記脱離基が前記Si骨格から脱離した後に、活性手を有する請求項1ないし8のいずれかに記載の接合体。
- 前記活性手は、未結合手または水酸基である請求項9に記載の接合体。
- 前記第1の接合膜および前記第2の接合膜の少なくとも一方は、ポリオルガノシロキサンを主材料として構成されている請求項1ないし10のいずれかに記載の接合体。
- 前記ポリオルガノシロキサンは、オクタメチルトリシロキサンの重合物を主成分とするものである請求項11に記載の接合体。
- 前記プラズマ重合法において、プラズマを発生させる際の高周波の出力密度は、0.01〜100W/cm2である請求項1ないし12のいずれかに記載の接合体。
- 前記第1の接合膜および前記第2の接合膜の少なくとも一方の平均厚さは、1〜1000nmである請求項1ないし13のいずれかに記載の接合体。
- 前記第1の接合膜および前記第2の接合膜の少なくとも一方は、流動性を有しない固体状のものである請求項1ないし14のいずれかに記載の接合体。
- 前記第1の接合膜および前記第2の接合膜の少なくとも一方の屈折率は、1.35〜1.6である請求項1ないし15のいずれかに記載の接合体。
- 前記第1の基材および前記第2の基材の少なくとも一方は、板状をなしている請求項1ないし16のいずれかに記載の接合体。
- 前記第1の基材の少なくとも前記第1の接合膜を形成する部分および前記第2の基材の少なくとも前記第2の接合膜を形成する部分の少なくとも一方は、シリコン材料、金属材料またはガラス材料を主材料として構成されている請求項1ないし17のいずれかに記載の接合体。
- 前記第1の基材の前記第1の接合膜を備える面および前記第2の基材の前記第2の接合膜を備える面の少なくとも一方には、あらかじめ、前記各接合膜との密着性を高める表面処理が施されている請求項1ないし18のいずれかに記載の接合体。
- 前記表面処理は、プラズマ処理である請求項19に記載の接合体。
- 前記第1の基材と前記第1の接合膜との間および前記第2の基材と前記第2の接合膜との間の少なくとも一方に、中間層が介挿されている請求項1ないし20のいずれかに記載の接合体。
- 前記中間層は、酸化物系材料を主材料として構成されている請求項21に記載の接合体。
- 第1の基材と、該第1の基材上にプラズマ重合法により成膜され、シロキサン(Si−O)結合を含み、結晶化度が45%以下であるSi骨格と、該Si骨格に結合する有機基からなる脱離基とを含む第1の接合膜とを有する第1の被着体と、第2の基材と、該第2の基材上にプラズマ重合法により成膜され、前記第1の接合膜と同様の第2の接合膜とを有する第2の被着体とを用意する工程と、
前記第1の接合膜の表面の少なくとも一部の領域および前記第2の接合膜の表面の少なくとも一部の領域にそれぞれエネルギーを付与する工程と、
前記第1の接合膜の表面の前記領域と前記第2の接合膜の表面の前記領域とを密着させるように、前記第1の被着体と前記第2の被着体とを接合し、接合体を得る工程とを有することを特徴とする接合方法。 - 第1の基材と、該第1の基材上にプラズマ重合法により成膜され、シロキサン(Si−O)結合を含み、結晶化度が45%以下であるSi骨格と、該Si骨格に結合する有機基からなる脱離基とを含む第1の接合膜とを有する第1の被着体と、第2の基材と、該第2の基材上にプラズマ重合法により成膜され、前記第1の接合膜と同様の第2の接合膜とを有する第2の被着体とを用意する工程と、
前記第1の接合膜と前記第2の接合膜とを密着させるように、前記第1の被着体と前記第2の被着体とを重ね合わせ、仮接合体を得る工程と、
前記仮接合体中の前記第1の接合膜の少なくとも一部の領域および前記第2の接合膜の少なくとも一部の領域にそれぞれエネルギーを付与することにより、前記第1の被着体と前記第2の被着体とを接合し、接合体を得る工程とを有することを特徴とする接合方法。 - 前記エネルギーの付与は、前記各接合膜にエネルギー線を照射する方法、前記各接合膜を加熱する方法、および前記各接合膜に圧縮力を付与する方法のうちの少なくとも1つの方法により行われる請求項23または24に記載の接合方法。
- 前記エネルギー線は、波長150〜300nmの紫外線である請求項25に記載の接合方法。
- 前記加熱の温度は、25〜100℃である請求項25に記載の接合方法。
- 前記圧縮力は、0.2〜10MPaである請求項25に記載の接合方法。
- 前記エネルギーの付与は、大気雰囲気中で行われる請求項23ないし28のいずれかに記載の接合方法。
- さらに、前記接合体に対して、その接合強度を高める処理を行う工程を有する請求項23ないし29のいずれかに記載の接合方法。
- 前記接合強度を高める処理を行う工程は、前記接合体にエネルギー線を照射する方法、前記接合体を加熱する方法、および前記接合体に圧縮力を付与する方法のうちの少なくとも1つの方法により行われる請求項30に記載の接合方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008133671A JP4337935B2 (ja) | 2007-07-11 | 2008-05-21 | 接合体および接合方法 |
| CN200880023893A CN101688084A (zh) | 2007-07-11 | 2008-07-02 | 接合体以及接合方法 |
| US12/668,094 US20100151231A1 (en) | 2007-07-11 | 2008-07-02 | Bonded body and bonding method |
| PCT/JP2008/062007 WO2009008308A1 (ja) | 2007-07-11 | 2008-07-02 | 接合体および接合方法 |
| KR20107001247A KR20100024995A (ko) | 2007-07-11 | 2008-07-02 | 접합체 및 접합 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007182677 | 2007-07-11 | ||
| JP2008133671A JP4337935B2 (ja) | 2007-07-11 | 2008-05-21 | 接合体および接合方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009154911A Division JP2009220581A (ja) | 2007-07-11 | 2009-06-30 | 接合体および接合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009035719A JP2009035719A (ja) | 2009-02-19 |
| JP4337935B2 true JP4337935B2 (ja) | 2009-09-30 |
Family
ID=40437915
Family Applications (6)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008133673A Pending JP2009035721A (ja) | 2007-07-11 | 2008-05-21 | 接合膜付き基材、接合方法および接合体 |
| JP2008133672A Pending JP2009035720A (ja) | 2007-07-11 | 2008-05-21 | 接合膜付き基材、接合方法および接合体 |
| JP2008133671A Expired - Fee Related JP4337935B2 (ja) | 2007-07-11 | 2008-05-21 | 接合体および接合方法 |
| JP2009116004A Withdrawn JP2009173950A (ja) | 2007-07-11 | 2009-05-12 | 接合膜付き基材、接合方法および接合体 |
| JP2009116003A Withdrawn JP2009173949A (ja) | 2007-07-11 | 2009-05-12 | 接合膜付き基材、接合方法および接合体 |
| JP2009154911A Withdrawn JP2009220581A (ja) | 2007-07-11 | 2009-06-30 | 接合体および接合方法 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008133673A Pending JP2009035721A (ja) | 2007-07-11 | 2008-05-21 | 接合膜付き基材、接合方法および接合体 |
| JP2008133672A Pending JP2009035720A (ja) | 2007-07-11 | 2008-05-21 | 接合膜付き基材、接合方法および接合体 |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009116004A Withdrawn JP2009173950A (ja) | 2007-07-11 | 2009-05-12 | 接合膜付き基材、接合方法および接合体 |
| JP2009116003A Withdrawn JP2009173949A (ja) | 2007-07-11 | 2009-05-12 | 接合膜付き基材、接合方法および接合体 |
| JP2009154911A Withdrawn JP2009220581A (ja) | 2007-07-11 | 2009-06-30 | 接合体および接合方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (3) | US20100323192A1 (ja) |
| JP (6) | JP2009035721A (ja) |
| KR (3) | KR20100024995A (ja) |
| CN (3) | CN101688086A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2369397A1 (en) | 2010-03-15 | 2011-09-28 | Seiko Epson Corporation | Optical filter, analytical instrument, optical apparatus, and method of manufacturing optical filter |
| EP2369396A1 (en) | 2010-03-15 | 2011-09-28 | Seiko Epson Corporation | Method of manufacturing optical filter, analytical instrument, and optical apparatus |
| JP2012145844A (ja) * | 2011-01-13 | 2012-08-02 | Seiko Epson Corp | 偏光変換素子、偏光変換ユニット、投射装置、及び偏光変換素子の製造方法 |
| US8657448B2 (en) | 2011-05-30 | 2014-02-25 | Seiko Epson Corporation | Polarization converting element, polarization converting unit, and projection-type imaging device |
| US9001279B2 (en) | 2011-01-21 | 2015-04-07 | Seiko Epson Corporation | Polarization conversion device, polarization conversion unit, and projection type video apparatus |
| US9022571B2 (en) | 2011-04-15 | 2015-05-05 | Seiko Epson Corporation | Optical device with adhesive bonding layer and siloxane bonding layer with leaving group, projection-type imaging apparatus utilizing optical device, and method for producing optical device |
| US9151960B2 (en) | 2010-10-01 | 2015-10-06 | Seiko Epson Corporation | Polarization conversion element, polarization conversion unit, projection apparatus, and method for manufacturing polarization conversion element having a thin ultraviolet light curing adhesive layer |
| US9975308B2 (en) | 2012-12-07 | 2018-05-22 | Hitachi High-Technologies Corporation | Glass/resin composite structure and method for manufacturing same |
Families Citing this family (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4670905B2 (ja) * | 2007-06-18 | 2011-04-13 | セイコーエプソン株式会社 | 接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置 |
| US8256177B2 (en) | 2008-03-12 | 2012-09-04 | Masonite Corporation | Impact resistant door skin, door including the same, and method of manufacturing an impact resistant door skin from a pre-formed door skin |
| JP5398399B2 (ja) * | 2008-08-27 | 2014-01-29 | 京セラ株式会社 | ガラスセラミック基板およびコイル内蔵ガラスセラミック配線基板ならびにガラスセラミック基板の製造方法 |
| JP5644096B2 (ja) | 2009-11-30 | 2014-12-24 | ソニー株式会社 | 接合基板の製造方法及び固体撮像装置の製造方法 |
| JP5139410B2 (ja) * | 2009-12-18 | 2013-02-06 | 日東電工株式会社 | 粘着テープおよび粘着テープの製造方法 |
| JP2011205074A (ja) * | 2010-03-03 | 2011-10-13 | Toshiba Corp | 半導体製造装置 |
| JP2011237767A (ja) * | 2010-04-15 | 2011-11-24 | Seiko Epson Corp | 光学素子 |
| US20110256385A1 (en) * | 2010-04-15 | 2011-10-20 | Seiko Epson Corporation | Bonding film-attached substrate and bonding film-attached substrate manufacturing method |
| CN102259445A (zh) * | 2010-04-15 | 2011-11-30 | 精工爱普生株式会社 | 附带接合膜的基板以及附带接合膜的基板的制造方法 |
| EP2563865B1 (en) * | 2010-04-28 | 2016-06-01 | 3M Innovative Properties Company | Articles including nanosilica-based primers for polymer coatings and methods |
| JP5625470B2 (ja) * | 2010-05-10 | 2014-11-19 | セイコーエプソン株式会社 | 接合方法 |
| JP2012156163A (ja) * | 2011-01-21 | 2012-08-16 | Toshiba Corp | 半導体製造装置 |
| JP5828369B2 (ja) * | 2011-01-26 | 2015-12-02 | セイコーエプソン株式会社 | 接合方法及び接合体 |
| JP2012226121A (ja) * | 2011-04-20 | 2012-11-15 | Seiko Epson Corp | 偏光変換素子、偏光変換ユニット及び投射装置 |
| JP5923912B2 (ja) * | 2011-09-27 | 2016-05-25 | セイコーエプソン株式会社 | 干渉フィルターの製造方法 |
| JP2013080857A (ja) * | 2011-10-05 | 2013-05-02 | Dainippon Printing Co Ltd | 固体素子を有するデバイスの製造方法 |
| US10543662B2 (en) | 2012-02-08 | 2020-01-28 | Corning Incorporated | Device modified substrate article and methods for making |
| DE102012014757A1 (de) * | 2012-07-26 | 2014-01-30 | Daimler Ag | Verfahren und Vorrichtung zum Verbinden von Bauteilen einer Brennstoffzelle |
| US20140127857A1 (en) * | 2012-11-07 | 2014-05-08 | Taiwan Semiconductor Manufacturing Company, Ltd. | Carrier Wafers, Methods of Manufacture Thereof, and Packaging Methods |
| KR101942967B1 (ko) * | 2012-12-12 | 2019-01-28 | 삼성전자주식회사 | 실록산계 단량체를 이용한 접합 기판 구조체 및 그 제조방법 |
| US9340443B2 (en) | 2012-12-13 | 2016-05-17 | Corning Incorporated | Bulk annealing of glass sheets |
| DE102013013495A1 (de) * | 2013-08-16 | 2015-02-19 | Thyssenkrupp Steel Europe Ag | Verfahren und Vorrichtung zur Herstellung eines Verbundwerkstoffs |
| US10510576B2 (en) | 2013-10-14 | 2019-12-17 | Corning Incorporated | Carrier-bonding methods and articles for semiconductor and interposer processing |
| US9339770B2 (en) * | 2013-11-19 | 2016-05-17 | Applied Membrane Technologies, Inc. | Organosiloxane films for gas separations |
| CN104786655B (zh) * | 2014-01-22 | 2017-04-26 | 精工爱普生株式会社 | 喷墨打印机以及印刷方法 |
| US10046542B2 (en) | 2014-01-27 | 2018-08-14 | Corning Incorporated | Articles and methods for controlled bonding of thin sheets with carriers |
| KR20150105585A (ko) * | 2014-03-07 | 2015-09-17 | 삼성디스플레이 주식회사 | 디스플레이 장치의 접합 방법 |
| JP2014156604A (ja) * | 2014-03-26 | 2014-08-28 | Seiko Epson Corp | 接合体 |
| CN106457758B (zh) | 2014-04-09 | 2018-11-16 | 康宁股份有限公司 | 装置改性的基材制品及其制备方法 |
| JP6659088B2 (ja) | 2014-05-13 | 2020-03-04 | キヤノン株式会社 | 液体吐出ヘッド |
| KR102388190B1 (ko) * | 2014-07-04 | 2022-04-19 | 디아이씨 가부시끼가이샤 | 점착테이프, 전자기기 및 물품의 해체 방법 |
| CN106459678B (zh) * | 2014-07-04 | 2020-12-18 | Dic株式会社 | 粘合带、电子机器及物品的拆卸方法 |
| JP6417777B2 (ja) * | 2014-08-08 | 2018-11-07 | 株式会社ニコン | 基板積層装置および基板積層方法 |
| CN105429607B (zh) * | 2014-09-16 | 2020-12-29 | 精工爱普生株式会社 | 振动装置、电子设备以及移动体 |
| JP6510284B2 (ja) * | 2015-03-24 | 2019-05-08 | 本田技研工業株式会社 | 異種材接合品及びその製造方法 |
| CN104742362B (zh) * | 2015-04-03 | 2017-05-03 | 东莞市汇诚塑胶金属制品有限公司 | 一种外壳装饰件的加工设备 |
| JP6442360B2 (ja) * | 2015-05-15 | 2018-12-19 | 本田技研工業株式会社 | 複合体及びその製造方法 |
| JP2018524201A (ja) | 2015-05-19 | 2018-08-30 | コーニング インコーポレイテッド | シートをキャリアと結合するための物品および方法 |
| US11905201B2 (en) | 2015-06-26 | 2024-02-20 | Corning Incorporated | Methods and articles including a sheet and a carrier |
| WO2017033545A1 (ja) * | 2015-08-26 | 2017-03-02 | ウシオ電機株式会社 | 2枚の基板の貼り合わせ方法および2枚の基板の貼り合わせ装置 |
| JP6065170B1 (ja) * | 2015-08-26 | 2017-01-25 | ウシオ電機株式会社 | 2枚の基板の貼り合わせ方法および2枚の基板の貼り合わせ装置 |
| TW202216444A (zh) * | 2016-08-30 | 2022-05-01 | 美商康寧公司 | 用於片材接合的矽氧烷電漿聚合物 |
| TWI810161B (zh) | 2016-08-31 | 2023-08-01 | 美商康寧公司 | 具以可控制式黏結的薄片之製品及製作其之方法 |
| JP7069582B2 (ja) * | 2016-10-17 | 2022-05-18 | 東洋製罐グループホールディングス株式会社 | 接合方法 |
| CN106553453A (zh) * | 2016-12-06 | 2017-04-05 | 苏州工业园区纳米产业技术研究院有限公司 | 热气泡式喷墨打印头及其制作方法 |
| CN111372772A (zh) | 2017-08-18 | 2020-07-03 | 康宁股份有限公司 | 使用聚阳离子聚合物的临时结合 |
| CN108944051B (zh) * | 2017-11-20 | 2019-08-09 | 广东聚华印刷显示技术有限公司 | 喷嘴的表面处理方法 |
| US11331692B2 (en) | 2017-12-15 | 2022-05-17 | Corning Incorporated | Methods for treating a substrate and method for making articles comprising bonded sheets |
| TWI791099B (zh) * | 2018-03-29 | 2023-02-01 | 日商日本碍子股份有限公司 | 接合體及彈性波元件 |
| TWI787475B (zh) * | 2018-03-29 | 2022-12-21 | 日商日本碍子股份有限公司 | 接合體及彈性波元件 |
| DE102018111200A1 (de) * | 2018-05-09 | 2019-11-14 | United Monolithic Semiconductors Gmbh | Verfahren zur Herstellung eines wenigstens teilweise gehäusten Halbleiterwafers |
| CN109119392B (zh) * | 2018-08-06 | 2020-05-08 | 华进半导体封装先导技术研发中心有限公司 | 通过微流道散热的器件封装结构及其制作方法 |
| KR102638142B1 (ko) * | 2018-08-22 | 2024-02-19 | 삼성디스플레이 주식회사 | 유기 발광 표시 장치 및 제조 방법 |
| CN109449172A (zh) * | 2018-10-16 | 2019-03-08 | 德淮半导体有限公司 | 晶圆键合方法 |
| CN113015622A (zh) * | 2018-11-20 | 2021-06-22 | 积水保力马科技株式会社 | 导热性片及其制造方法 |
| WO2020158349A1 (ja) * | 2019-02-01 | 2020-08-06 | 日東電工株式会社 | 中間積層体、中間積層体の製造方法および製品積層体の製造方法 |
| JP7326912B2 (ja) * | 2019-06-20 | 2023-08-16 | 株式会社リコー | 液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
| JP7088218B2 (ja) | 2020-01-22 | 2022-06-21 | セイコーエプソン株式会社 | 波長変換素子、波長変換素子の製造方法、光源装置およびプロジェクター |
| KR102789044B1 (ko) * | 2020-01-29 | 2025-04-01 | 삼성전기주식회사 | 절연 필름 및 이를 포함하는 인쇄회로기판 |
| US12466984B2 (en) | 2020-05-29 | 2025-11-11 | Sekisui Polymatech Co., Ltd. | Thermally conductive sheet and method for manufacturing same |
| KR102442091B1 (ko) * | 2020-11-27 | 2022-09-13 | 주식회사 포스코 | 금속-플라스틱 접합체 및 이의 제조방법 |
| CN114458667A (zh) * | 2022-01-29 | 2022-05-10 | 苏州富润泽激光科技有限公司 | 工件贴合方法及其电子产品 |
| CN116926464B (zh) * | 2023-07-19 | 2025-09-12 | 安徽木易橡塑科技有限公司 | 一种af镀膜方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05194770A (ja) * | 1992-01-17 | 1993-08-03 | Mitsubishi Kasei Corp | 表面被覆プラスチックス製品 |
| JP4109117B2 (ja) * | 2001-03-01 | 2008-07-02 | シーメンス アクチエンゲゼルシヤフト | 表面層および接着フィルムがカバーされて成る固体 |
| US6949294B2 (en) * | 2002-02-15 | 2005-09-27 | Shin-Etsu Chemical Co., Ltd. | Radiation curing silicone rubber composition and adhesive silicone elastomer film |
| JP3714338B2 (ja) * | 2003-04-23 | 2005-11-09 | ウシオ電機株式会社 | 接合方法 |
-
2008
- 2008-05-21 JP JP2008133673A patent/JP2009035721A/ja active Pending
- 2008-05-21 JP JP2008133672A patent/JP2009035720A/ja active Pending
- 2008-05-21 JP JP2008133671A patent/JP4337935B2/ja not_active Expired - Fee Related
- 2008-07-02 US US12/668,108 patent/US20100323192A1/en not_active Abandoned
- 2008-07-02 KR KR20107001247A patent/KR20100024995A/ko not_active Withdrawn
- 2008-07-02 CN CN200880023923A patent/CN101688086A/zh active Pending
- 2008-07-02 US US12/668,126 patent/US20100323193A1/en not_active Abandoned
- 2008-07-02 US US12/668,094 patent/US20100151231A1/en not_active Abandoned
- 2008-07-02 KR KR20107001249A patent/KR20100024997A/ko not_active Withdrawn
- 2008-07-02 KR KR20107001248A patent/KR20100024996A/ko not_active Withdrawn
- 2008-07-02 CN CN200880023893A patent/CN101688084A/zh active Pending
- 2008-07-02 CN CN200880023910A patent/CN101688085A/zh active Pending
-
2009
- 2009-05-12 JP JP2009116004A patent/JP2009173950A/ja not_active Withdrawn
- 2009-05-12 JP JP2009116003A patent/JP2009173949A/ja not_active Withdrawn
- 2009-06-30 JP JP2009154911A patent/JP2009220581A/ja not_active Withdrawn
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2369397A1 (en) | 2010-03-15 | 2011-09-28 | Seiko Epson Corporation | Optical filter, analytical instrument, optical apparatus, and method of manufacturing optical filter |
| EP2369396A1 (en) | 2010-03-15 | 2011-09-28 | Seiko Epson Corporation | Method of manufacturing optical filter, analytical instrument, and optical apparatus |
| US8512492B2 (en) | 2010-03-15 | 2013-08-20 | Seiko Epson Corporation | Optical filter, analytical instrument, optical apparatus, and method of manufacturing optical filter |
| US8512493B2 (en) | 2010-03-15 | 2013-08-20 | Seiko Epson Corporation | Method of manufacturing optical filter, analytical instrument, and optical apparatus |
| US9151960B2 (en) | 2010-10-01 | 2015-10-06 | Seiko Epson Corporation | Polarization conversion element, polarization conversion unit, projection apparatus, and method for manufacturing polarization conversion element having a thin ultraviolet light curing adhesive layer |
| JP2012145844A (ja) * | 2011-01-13 | 2012-08-02 | Seiko Epson Corp | 偏光変換素子、偏光変換ユニット、投射装置、及び偏光変換素子の製造方法 |
| US9001279B2 (en) | 2011-01-21 | 2015-04-07 | Seiko Epson Corporation | Polarization conversion device, polarization conversion unit, and projection type video apparatus |
| US9022571B2 (en) | 2011-04-15 | 2015-05-05 | Seiko Epson Corporation | Optical device with adhesive bonding layer and siloxane bonding layer with leaving group, projection-type imaging apparatus utilizing optical device, and method for producing optical device |
| US8657448B2 (en) | 2011-05-30 | 2014-02-25 | Seiko Epson Corporation | Polarization converting element, polarization converting unit, and projection-type imaging device |
| US9975308B2 (en) | 2012-12-07 | 2018-05-22 | Hitachi High-Technologies Corporation | Glass/resin composite structure and method for manufacturing same |
| US10828861B2 (en) | 2012-12-07 | 2020-11-10 | Hitachi High-Tech Corporation | Glass/resin composite structure and method for manufacturing same |
| US11007747B2 (en) | 2012-12-07 | 2021-05-18 | Hitachi High-Tech Corporation | Glass/resin composite structure and method for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101688084A (zh) | 2010-03-31 |
| JP2009173950A (ja) | 2009-08-06 |
| JP2009173949A (ja) | 2009-08-06 |
| JP2009035721A (ja) | 2009-02-19 |
| US20100323193A1 (en) | 2010-12-23 |
| CN101688085A (zh) | 2010-03-31 |
| KR20100024996A (ko) | 2010-03-08 |
| KR20100024997A (ko) | 2010-03-08 |
| JP2009035720A (ja) | 2009-02-19 |
| US20100323192A1 (en) | 2010-12-23 |
| JP2009035719A (ja) | 2009-02-19 |
| JP2009220581A (ja) | 2009-10-01 |
| CN101688086A (zh) | 2010-03-31 |
| US20100151231A1 (en) | 2010-06-17 |
| KR20100024995A (ko) | 2010-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4337935B2 (ja) | 接合体および接合方法 | |
| JP5625470B2 (ja) | 接合方法 | |
| JP4710897B2 (ja) | 接合体の剥離方法 | |
| JP4462313B2 (ja) | 接合膜付き基材、接合方法および接合体 | |
| JP4674619B2 (ja) | ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッドおよび液滴吐出装置 | |
| JP4697253B2 (ja) | 接合方法、液滴吐出ヘッド、接合体および液滴吐出装置 | |
| JP4687747B2 (ja) | 接合方法 | |
| JP2009028922A (ja) | 接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置 | |
| JP4608629B2 (ja) | ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド、液滴吐出ヘッドの製造方法および液滴吐出装置 | |
| JP4670905B2 (ja) | 接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置 | |
| JP2010089514A (ja) | 接合膜付き基材、接合方法および接合体 | |
| JP2009046541A (ja) | 接合膜付き基材、接合膜付き基材の製造方法、接合方法および接合体 | |
| JP2010280229A (ja) | ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド、液滴吐出ヘッドの製造方法および液滴吐出装置 | |
| JP2009049086A (ja) | 接合膜付き基材、接合膜付き基材の製造方法、接合方法および接合体 | |
| JP2012001642A (ja) | 接合膜付き基材、接合方法および接合体 | |
| JP2010030048A (ja) | 液滴吐出ヘッドの製造方法 | |
| JP2009248368A (ja) | 接合体および接合体の剥離方法 | |
| JP2010040877A (ja) | 接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置 | |
| JP2009028920A (ja) | 接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置 | |
| JP2009072813A (ja) | 接合方法および接合体 | |
| JP2010029869A (ja) | 接合方法および接合体 | |
| JP2009028921A (ja) | 接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置 | |
| JP2009285886A (ja) | 接合膜付き基材および接合体 | |
| JP2014141602A (ja) | 基材と他の基材との接合に用いられる接合膜、接合膜の形成方法、接合体、液滴吐出ヘッドおよび液滴吐出装置 | |
| JP2011256287A (ja) | 接合膜付き基材、接合方法および接合体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090609 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090622 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4337935 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |