JP4353596B2 - 鋳物砂の混練調整方法 - Google Patents
鋳物砂の混練調整方法 Download PDFInfo
- Publication number
- JP4353596B2 JP4353596B2 JP33224199A JP33224199A JP4353596B2 JP 4353596 B2 JP4353596 B2 JP 4353596B2 JP 33224199 A JP33224199 A JP 33224199A JP 33224199 A JP33224199 A JP 33224199A JP 4353596 B2 JP4353596 B2 JP 4353596B2
- Authority
- JP
- Japan
- Prior art keywords
- kneading
- moisture
- sand
- temperature
- foundry sand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004576 sand Substances 0.000 title claims description 145
- 238000004898 kneading Methods 0.000 title claims description 91
- 238000000034 method Methods 0.000 title claims description 28
- 238000005266 casting Methods 0.000 title claims description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 46
- 239000000654 additive Substances 0.000 claims description 32
- 230000000996 additive effect Effects 0.000 claims description 29
- 238000011088 calibration curve Methods 0.000 claims description 22
- 238000001704 evaporation Methods 0.000 claims description 10
- 230000008020 evaporation Effects 0.000 claims description 10
- 239000003110 molding sand Substances 0.000 claims description 2
- 229910000278 bentonite Inorganic materials 0.000 description 12
- 239000000440 bentonite Substances 0.000 description 12
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 12
- 238000012937 correction Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 238000000465 moulding Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
Images






Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
【発明の属する技術分野】
本発明は、減圧混練機を利用した鋳物砂の混練調整方法に関するものである。
【0002】
【従来の技術】
従来、鋳造用の生型を造形する生型造形ラインにおいては、鋳物砂を混練して調整する工程と、調整後の鋳物砂を造型する工程とがある。通常、造型された型が用いられて鋳込みが行われた後、そこで使用された型は、ばらばらにされ、回収される。そして、その回収後の鋳物砂(回収砂)は、再度次回以降の鋳物砂として混練調整工程へと供される。このように、鋳物砂は、上記一連の循環サイクルを通じて何度も使用されるのである。もちろん、必要に応じて新砂が加えられる場合もある。
【0003】
上記の回収砂を再度混練調整工程に用いる場合、回収砂は、その回収時においてはかなりの高温となっている。このため、近年では、混練機内を所定の真空度に維持した状態で混練を行うことのできる減圧混練機を用いた技術が開発されている。かかる減圧混練機が用いられた場合、高温の回収砂を混練機内で急速に40℃程度にまで冷却することができる。このように、40℃程度或いはそれ以下まで、回収砂の温度を下げてしまえば、所望の水分比率を保持することが可能となる。
【0004】
また、これに加えて、減圧混練機を用いることにより、次のようなメリットもある。すなわち、砂粒の周囲には、添加剤としてのベントナイトが付着しており、該ベントナイトは水分の存在によってはじめて粘性を発揮し、砂粒同士が結合しうる。このベントナイトには、液体としての水よりも水蒸気の方が吸収されやすく、このため、水蒸気の方が水よりも粘着力を発現しやすい。その点、上記減圧混練機によれば、ベントナイト内に水蒸気が浸透しやすく、結果として、比較的少ない水分量であっても、造型したときには、型の保持強度をより高くすることができる。また、鋳込み時においても、溶湯の水分がベントナイトに吸収されやすいため、ガス欠陥が発生しにくいという利点もある。
【0005】
【発明が解決しようとする課題】
ところが、上記技術では、次に記すような課題があった。すなわち、混練終了時点においては、鋳物砂は、造型に際し好適な特性を有している必要があり、その特性の1つとして水分(水分比率)が挙げられる。つまり、混練後の水分が目標水分に近い方が望ましい。従来では、混練前に回収砂の水分が測定されるとともに、目標水分との差分が考慮された上で、加水量が算出され、その分だけ混練時に水が投入されることとなっていた。
【0006】
しかし、実際には混練に際しての水分の蒸発分を考慮しなければならない。例えば、混練前の回収砂の温度が40℃よりもはるかに高温の場合には、混練に際しては温度が大きく低下するため、その分蒸発量も多くなると考えられる。一方、混練前の回収砂の温度が40℃より低温であったとしても、混練に際しての蒸発量を無視すると、安定した混練砂特性を得ることができない。そのため、混練に際しては、上記蒸発分を十分に考慮した上で、加水量を決定し、投入する必要があった。
【0007】
本発明は、上述した問題に鑑みてなされたものであって、その目的は、減圧混練機を利用した鋳物砂の混練調整に際し、混練調整後の鋳物砂の著しい安定化を図ることの可能な鋳物砂の混練調整方法を提供することにある。
【0008】
【課題を解決するための手段】
上記の目的を達成するため、請求項1に記載の発明においては、混練機内に混練前鋳物砂及び添加剤を投入する工程と、前記添加剤を含有した混練前鋳物砂、又は前記混練前鋳物砂の水分及び温度を測定する工程と、前記測定された水分に基づき混練後の水分を目標水分に近づけるべく第1の補正水分を算出するとともに、蒸発分を考慮した上で前記測定された温度に基づき第2の補正水分を算出し、これら第1及び第2の補正水分に基づく総合加水量の水を、前記混練機内に投入する工程と、前記混練機内を減圧状態に維持し、かつ、その減圧状態で混練機内の鋳物砂、添加剤及び水を混練する工程とを備え、前記第2の補正水分の算出に際して、前記測定された温度がどの温度域に属するかによって算出される第2の補正水分の相関を相違させ、前記測定された温度の属する温度域によって算出に際し考慮される検量線の勾配を異ならせたことを特徴とする鋳物砂の混練調整方法をその要旨としている。ここで、水分、目標水分とあるのは、水分率であってもよいし、これに準ずるパラメータ(例えばCB値)であってもよいし、また、砂重量を勘案した絶対量としての水分量であってもよい(以下同様)。なお、CB値というのは、コンパクタビリティ指数とも称され、砂中の含有水分との間には密接な関係がある。より詳しくは、CB値というのは、鋳物砂を篩(3〜4mm目)に通して所定寸法の容器(高さ100mm)に入れ、3回付き固めるか、加圧して、その沈む深さを最初の容器内の高さで除した値をパーセンテージで表した圧縮変形量である。
【0009】
上記請求項1に記載の発明によれば、混練機内に混練前鋳物砂及び添加剤が投入される。また、添加剤を含有した混練前鋳物砂、又は混練前鋳物砂のみの水分及び温度が測定される。そして、前記測定された水分に基づき混練後の水分を目標水分に近づけるべく第1の補正水分が算出されるとともに、蒸発分が考慮された上で前記測定された温度に基づき第2の補正水分が算出され、これら第1及び第2の補正水分に基づく総合加水量の水が、混練機内に投入される。さらに、混練機内が減圧状態に維持され、かつ、その減圧状態で混練機内の鋳物砂、添加剤及び水が混練される。従って、混練前に測定された添加剤を含有した混練前鋳物砂、又は混練前鋳物砂の温度によって、投入される水の量が、蒸発分が考慮された上で微調整されることとなる。そのため、混練後における鋳物砂特性のばらつきが少なくなる。
また、第2の補正水分の算出に際して、前記測定された温度がどの温度域に属するかによって算出される第2の補正水分の相関が相違している。このため、温度に応じたより一層精度の高い補正水分を得ることができる。さらに、第2の補正水分の算出に際して、検量線が考慮される。そして、その検量線は前記測定された温度の属する温度域によって、その勾配が異なる。そのため、温度に応じたさらに一層精度の高い補正水分を得ることができる。
【0010】
併せて、請求項2に記載の発明では、請求項1に記載の鋳物砂の混練調整方法において、前記測定された温度が、前記混練機内が減圧状態に維持されたときの温度よりも低い場合であっても、前記第2の補正水分を考慮するようにしたことをその要旨としている。
【0011】
上記請求項2に記載の発明によれば、請求項1に記載の発明の作用に加えて、前記測定された温度が、前記混練機内が減圧状態に維持されたときの温度よりも低い場合であっても、第2の補正水分が考慮される。このため、微妙な水分蒸発についても適切な対応が可能となる。
【0012】
加えて、請求項3に記載の発明では、請求項1又は2に記載の鋳物砂の混練調整方法において、前回分以前の混練調整後の鋳物砂の水分に基づき前記目標水分を補正することと、前回分以前の混練調整後の鋳物砂の抗圧力に基づき前記添加剤投入量を調整することのうち、少なくとも一方を行うようにしたことをその要旨としている。ここで、「前回分以前」とあるのは、前回分のみを考慮してもよいし、それ以前の数回分のデータ(例えば平均値)を考慮してもよいという趣旨である。
【0013】
上記請求項3に記載の発明によれば、請求項1,2に記載の発明の作用に加えて、前回分以前の混練調整後の鋳物砂の水分に基づき前記目標水分が補正された場合には、混練調整工程毎の水分のばらつきの低減を図ることができる。また、前回分以前の混練調整後の鋳物砂の抗圧力に基づき前記添加剤投入量が調整された場合には、混練調整工程毎の抗圧力のばらつきの低減を図ることができる。
【0014】
【発明の実施の形態】
以下に、鋳物砂の混練調整方法及び混練調整装置を具体化した一実施の形態を、図面に基づいて詳細に説明する。
【0015】
図1においては、鋳物砂を混練調整するための混練調整装置が模式的に示されている。同図に示すように、本実施の形態における混練調整装置は、バキューム混練機1を備えており、該バキューム混練機1には、その槽内に連通するようにバキューム配管2を介してバキュームポンプ3が接続されている。
【0016】
前記バキューム混練機1の上部には砂計量器4、添加剤計量器5及び水計量器6がそれぞれ設けられている。添加剤計量器5には添加剤としてのベントナイトが投入されるようになっており、そこで、ベントナイトの重量が図示しないロードセルによって計量されるようになっている。また、砂計量器4には、回収された鋳物砂(及び場合によっては新砂:以下ここでは便宜上「回収砂」と称する)並びに前記計量されたベントナイトが投入されるようになっており、そこで、回収砂及びベントナイトの重量がロードセルによって計量されるようになっている。
【0017】
また、前記バキューム混練機1には、砂温・水分測定センサ(以下、FKセンサと称する)7が設けられている。該FKセンサ7は、シリンダ等によってバキューム混練機1の槽内に出没可能に配設されており、槽内の回収砂等の温度及び水分を測定することができるようになっている。
【0018】
さらに、バキューム混練機1の下部には、混練砂ホッパ8ー及び切出しフィーダー9が設けられている。そして、混練後において、混練砂が前記バキューム混練機1から混練砂ホッパー8へと排出され、該ホッパー8から切出しフィーダー9へと案内されるようになっている。また、切出しフィーダー9の下方には、ベルトコンベア11が設けられており、該ベルトコンベア11によって、混練砂が図示しない造型機の方へと案内されるようになっている。
【0019】
併せて、ベルトコンベア11の途中には、砂特性値測定センサ12が設けられている。そして、該砂特性値測定センサ12によりCB値及び抗圧力が測定され、これらの砂特性値が前バッチのデータとして今回の混練に際して考慮されるようになっている。ここで、上述したように、CB値というのは、コンパクタビリティ指数とも称されるものであって、圧縮変形量を表す指標である。該CB値と、水分値との間には密接な相関関係がある(水分値が高ければCB値も大きくなる)。また、抗圧力というのは、混練砂が造型された場合の型の強度、堅さを表す指標である。該抗圧力と、添加剤(ベントナイト)の添加量との間には密接な相関関係がある(ベントナイトの添加量が多ければ抗圧力も大きくなる)。
【0020】
上記混練調整装置には、各センサ7,12から入力されるデータや各種信号に基づいて各種フィーダ、バキュームポンプ3等のアクチュエータを制御するために、図示しない制御装置が設けられている。次には、混練調整に際して、制御装置によって実行される各種処理内容について、図2,3のフローチャートに従って説明する。
【0021】
混練調整工程に際して、制御装置はまず混練の前段階に、前バッチのデータに基づいてフィードバック補正を行う。すなわち、ステップS101において前バッチのCB値に基づき今回の目標水分値を設定する。より詳しくは、例えばCB値の管理幅が38%以上42%以下であったとする。前バッチにおけるCB値が上記範囲内にある場合には、今回の処理において、目標水分値を変更せずに前回の目標水分値がそのまま用いられる。また、例えば前バッチにおけるCB値が42%を上回る場合には、今回の処理において目標水分値がその分だけ低く設定され、逆に前バッチにおけるCB値が38%を下回る場合には、今回の処理において目標水分値がその分だけ高く設定されることとなる。
【0022】
また、続くステップS102において、制御装置は、前バッチの抗圧力に基づき今回の添加剤投入量を設定する。より詳しくは、例えば抗圧力の管理幅が0.9以上1.1以下であったとする。前バッチにおける抗圧力が上記範囲内にある場合には、今回の処理において、添加剤投入量を変更せずに前回の投入量がそのまま用いられる。また、例えば前バッチにおける抗圧力が1.1を上回る場合には、今回の処理において添加剤投入量がその分だけ低く設定され、逆に前バッチにおける抗圧力が0.9を下回る場合には、今回の処理において添加剤投入量がその分だけ高く設定されることとなる。
【0023】
次に、ステップS103において、制御装置は、砂フィーダを駆動制御して砂計量器4に回収砂を投入し、所定重量となるよう計量する。
【0024】
また、続いて、ステップS104においては、前記ステップS102で設定された投入量となるよう添加剤計量器5で計量された添加剤を砂計量器4に投入する。
【0025】
その後、ステップS105において、制御装置は、混練開始信号があったか否かを判定し、否定判定された場合には、肯定判定されるまで当該処理を繰り返す。これに対し、混練開始信号があった場合には、ステップS106において、バキューム混練機1に対し、前記砂計量器4に投入済みの回収砂及び添加剤の混合物を投入する。
【0026】
続いて、ステップS107においては、シリンダを駆動制御してFKセンサ7をバキューム混練機1の槽内へと延出せしめるとともに、該FKセンサ7を用いて槽内に投入された回収砂及び添加剤の混合物(ほとんどが回収砂)の温度(砂温t)及び水分を測定する。
【0027】
また、続くステップS108において、今回検出された水分及びステップS101で設定された目標水分値に基づき主たる補正水分である第1の補正水分を設定する。例えば、目標水分値が4%であり、今回検出された水分が1%である場合には、その差分の3%が、第1の補正水分として設定される。
【0028】
さらに、次のステップS109において、砂温tに基づいて第2の補正水分を設定する。ここで、第2の補正水分の算出に際しては、図4に示す検量線が用いられる。本実施の形態において、検量線は、第1検量線L1、第2検量線L2、第3検量線L3、及び、第4検量線L4によって構成されている。各検量線L1〜L4はそれぞれ切片及び勾配が異なっており、高温になるほど勾配が大きくなるよう実際のデータに基づいて経験的に設定されている。
【0029】
また、用いられる(参酌される)検量線L1〜L4は、前記砂温tの属する温度域によって相違している。すなわち、砂温tがt1(例えばt1=27℃)からt2(例えばt2=33℃)の温度域にある場合には、第1の検量線L1が参酌されて第2の補正水分(a≦第2の補正水分≦b)が設定される。また、砂温tがt2からt3(例えばt3=40℃:本実施の形態の減圧状態下における水の沸点)の温度域にある場合には、第2の検量線L2が参酌されて第2の補正水分(b≦第2の補正水分≦c)が設定される。さらに、砂温tがt3からt4(例えばt4=70℃)の温度域にある場合には、第3の検量線L3が参酌されて第2の補正水分(c≦第2の補正水分≦d)が設定される。併せて、砂温tがt4以上の温度域にある場合には、第4の検量線L4が参酌されて第2の補正水分(d≦第2の補正水分)が設定される。
【0030】
そして、次のステップS110においては、ステップS108及びステップS109で設定された第1の補正水分及び第2の補正水分、並びに、今回の砂重量に基づいて総合加水量を設定するとともに、当該総合加水量分の水を水計量器6で計量し、その水をバキューム混練機1の槽内へ投入する。
【0031】
次に、ステップS111において、制御装置はバキュームポンプ3を駆動制御して、バキューム混練機1内を減圧状態にする。なお、このとき、上述したように混練機1内の温度がほぼ40℃に設定されるよう、バキューム混練機1槽内の圧力は、74hPaに維持される。そして、ステップS112において、前記減圧状態が維持されたまま、所定時間バキューム混練機1内の砂等を混練する。
【0032】
さらに、所定時間が経過した後、ステップS113において、減圧状態を解除するとともに、ステップS114において、混練砂ホッパー8に混練砂を排出する。続いて、ステップS115において、切出フィーダー9を駆動制御して、混練砂ホッパー8内の混練砂をベルトコンベア11上に切出す。また、これとともに、ベルトコンベア11を作動させ、切り出された混練砂を造型機へと搬送せしめる。
【0033】
併せて、ベルトコンベア11上の混練砂に関しては、ステップS116において、砂特性値測定センサ12に到達した時点で、CB値及び抗圧力が測定される。そして、ここで測定されたCB値及び抗圧力が次回の混練調整工程に際し、前バッチのデータとして採用されることとなる。
【0034】
以上のように、本実施の形態によれば、今回検出された回収砂の水分及び目標水分値に基づき主たる補正水分である第1の補正水分を算出することとし、併せて、砂温tに基づいて蒸発分を考慮した第2の補正水分を算出し、これらに基づいて加水量を設定することとした。このため、投入される水の量が、蒸発分が考慮された上で適切に微調整されることとなり、結果として、混練後における鋳物砂特性(特に水分)のばらつきが少なくなり、著しい安定化を図ることができる。
【0035】
特に、本実施の形態では、砂温tの属する温度域によって相関の相違する4つの検量線L1〜L4を参酌することにより、第2の補正水分を算出することとした。そのため、砂温tに応じたより一層精度の高い補正水分を得ることができ、ひいては上記作用効果をより確実に奏せしめることができる。
【0036】
さらに、本実施の形態では、40℃以下の温度域においても第2の補正水分を考慮することとしたため、回収砂の温度が比較的低い場合であっても、適切な加水量を確保することができ、鋳物砂特性の著しい安定化を図ることができる。
【0037】
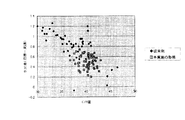
次に、上述した効果を確認するべく、従来例と比較した実験を行ったので、その結果を以下に示す。まず、上述した本実施の形態の調整方法を採用して、種々の回収砂温度(砂温t)を有する回収砂に関し、混練調整を行った。一方で、従来例として、従来の方法(回収砂の水分と目標水分との差に基づいて加水量を決定する方法)を用いて、種々の回収砂温度を有する回収砂に関し混練調整を行った。
【0038】
そのときの回収砂温度(砂温t)に対する混練後の砂のCB値の関係を図5に示す。同図に示すように、従来例では、CB値のばらつきが非常に大きいのに対し、本実施の形態ではさほどばらつきがないことがわかる。特に、本実施の形態では、回収砂温度が40℃以下の温度域にある場合であってもCB値にばらつきがない(40%前後)のに対し、従来例では、かかる低温域において特に大きくばらつきが生じることがわかる。以上のことから明らかなように、本実施の形態によれば、回収砂の温度にかかわらず、混練後の鋳物砂に関し、常時安定した水分特性を得ることができるといえる。
【0039】
また、図6は、回収砂温度(砂温t)に対する水分差(目標水分値と実測値との差)を示す、従来例と本実施の形態とを比較するグラフである。同図に示すように、本実施の形態では、水分差があらゆる温度域において0.8%以内に収まっているのに対し、従来例では、ほとんどのケースにおいて水分差に0.8%以上のばらつきが生じていることがわかる。従って、本実施の形態によれば、回収砂がいかなる温度を有していたとしても、温度混練後の鋳物砂の水分を目標水分に近づけることができるといえる。
【0040】
さらに、図7は、図5及び図6から導き出されるCB値と水分差との関係を示すグラフである。同図に示すように、CB値にばらつきがなければ、水分差にもばらつきが生じないことがわかる。
【0041】
以上のように、本実施の形態の鋳物砂の混練調整方法及び混練調整装置によれば、バキューム混練機1を利用した鋳物砂の混練調整に際し、混練調整後の鋳物砂の著しい安定化を図ることができるといえる。
【0042】
尚、上記実施の形態の記載内容に限定されず、例えば次のように実施してもよい。
【0043】
(a)上記実施の形態では、4本の検量線L1〜L4を参酌することとしたが、5本、6本・・・といった具合にさらに多くの検量線を用いることとしてもよい。また、t1以下の低温域、或いはさらなる高温域でも対応可能なように、別途の検量線を考慮してもよい。
【0044】
(b)検量線は、上記実施の形態のような直線状であってもよいし、曲線状であってもよい。
【0045】
(c)上記実施の形態では、第1の補正水分及び第2の補正水分をそれぞれパーセンテージで算出することとしたが、これら各水分を算出するに際し、砂重量をも加味して、絶対量としての加水量を算出してもよい。
【0046】
(d)上記実施の形態におけるフィードバック補正(ステップS101,102)を省略することとしてもよい。また、いずれか一方のフィードバック補正を省略してもよい。
【0047】
(e)上記実施の形態では、回収砂及び添加剤を投入した後に、その混合物の砂温t及び水分を測定することとしたが、事前に回収砂のみの砂温及び水分を測定することとしてもよい。
【0048】
(f)上記実施の形態では、1つのFKセンサ7により砂温t及び水分を測定することとしたが、砂温測定用センサと、水分測定センサとをそれぞれ別に用意して測定することとしてもよい。
【0049】
また、上記実施の形態から把握できるさらなる技術的思想の創作について記載する。
【0050】
(1)混練機内に混練前鋳物砂及び添加剤を投入する工程と、前記添加剤を含有した混練前鋳物砂、又は前記混練前鋳物砂の水分及び温度を測定する工程と、前記測定された水分に基づき混練後の水分を目標水分に近づけるべく第1の補正水分を算出するとともに、前記測定された温度に基づき第2の補正水分を算出し、これら第1及び第2の補正水分に基づく総合加水量の水を、前記混練機内に投入する工程と、前記混練機内を減圧状態に維持し、かつ、その減圧状態で混練機内の鋳物砂、添加剤及び水を混練する工程とを備えた鋳物砂の混練調整方法において、第2の補正水分の算出に際して、前記測定された温度の属する温度域毎に算出される第2の補正水分の相関に特性を付与せしめたことを特徴とする鋳物砂の混練調整方法。
【0051】
(2)請求項1〜3、上記付記(1)のいずれかにおいて、前記添加剤はベントナイトであることを特徴とする。
【0052】
(3)請求項1〜3、上記付記(1)、(2)のいずれかにおいて、前記第2の補正水分の算出に際しては、前記混練機内が減圧状態に維持されたときの温度を境に、算出される第2の補正水分の相関特性を相違させたことを特徴とする。
【0053】
【発明の効果】
以上詳述したように、本発明の鋳物砂の混練調整方法によれば、減圧混練機を利用した鋳物砂の混練調整に際し、混練調整後の鋳物砂の著しい安定化を図ることができるという優れた効果を奏する。
【図面の簡単な説明】
【図1】一実施の形態における鋳物砂の混練調整装置を示す模式図である。
【図2】制御装置により実行される混練調整工程を示すフローチャートである。
【図3】図2の続きを示すフローチャートである。
【図4】砂温に対する第2の補正水分の関係(検量線)を示す図である。
【図5】本実施の形態の効果を示す図であって、回収砂温度に対する混練砂のCB値の関係を示すグラフである。
【図6】回収砂温度に対する水分差の関係を示すグラフである。
【図7】CB値と水分差との関係を示すグラフである。
【符号の説明】
1…バキューム混練機、3…バキュームポンプ、4…砂計量器、5…添加剤計量器、6…水計量器、7…FKセンサ、8…混練砂ホッパー、12…砂特性測定センサ。
Claims (3)
- 混練機内に混練前鋳物砂及び添加剤を投入する工程と、
前記添加剤を含有した混練前鋳物砂、又は前記混練前鋳物砂の水分及び温度を測定する工程と、
前記測定された水分に基づき混練後の水分を目標水分に近づけるべく第1の補正水分を算出するとともに、蒸発分を考慮した上で前記測定された温度に基づき第2の補正水分を算出し、これら第1及び第2の補正水分に基づく総合加水量の水を、前記混練機内に投入する工程と、
前記混練機内を減圧状態に維持し、かつ、その減圧状態で混練機内の鋳物砂、添加剤及び水を混練する工程と
を備え、
前記第2の補正水分の算出に際して、前記測定された温度がどの温度域に属するかによって算出される第2の補正水分の相関を相違させ、前記測定された温度の属する温度域によって算出に際し考慮される検量線の勾配を異ならせたことを特徴とする鋳物砂の混練調整方法。 - 請求項1に記載の鋳物砂の混練調整方法において、
前記測定された温度が、前記混練機内が減圧状態に維持されたときの温度よりも低い場合であっても、前記第2の補正水分を考慮するようにしたことを特徴とする鋳物砂の混練調整方法。 - 請求項1又は2に記載の鋳物砂の混練調整方法において、
前回分以前の混練調整後の鋳物砂の水分に基づき前記目標水分を補正することと、前回分以前の混練調整後の鋳物砂の抗圧力に基づき前記添加剤投入量を調整することのうち、少なくとも一方を行うようにしたことを特徴とする鋳物砂の混練調整方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33224199A JP4353596B2 (ja) | 1999-11-24 | 1999-11-24 | 鋳物砂の混練調整方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33224199A JP4353596B2 (ja) | 1999-11-24 | 1999-11-24 | 鋳物砂の混練調整方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001150092A JP2001150092A (ja) | 2001-06-05 |
| JP4353596B2 true JP4353596B2 (ja) | 2009-10-28 |
Family
ID=18252766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33224199A Expired - Lifetime JP4353596B2 (ja) | 1999-11-24 | 1999-11-24 | 鋳物砂の混練調整方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4353596B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10030675A1 (de) * | 2000-06-23 | 2002-01-03 | Eirich Maschf Gustav | Verfahren und Vorrichtung zur Aufbereitung von Formsand |
| DE102007027298A1 (de) * | 2007-06-11 | 2008-12-18 | Maschinenfabrik Gustav Eirich Gmbh & Co. Kg | Verfahren zur Aufbereitung von Formsand |
| JP5086819B2 (ja) * | 2008-01-17 | 2012-11-28 | アイシン高丘株式会社 | 鋳物砂の混練調整装置及び混練調整方法 |
| JP6042594B2 (ja) * | 2010-11-26 | 2016-12-14 | 新東工業株式会社 | 生型造型方法 |
| CN107755627A (zh) * | 2017-10-09 | 2018-03-06 | 铜陵安东铸钢有限责任公司 | 一种铸造用新旧砂混合系统 |
| JP6822376B2 (ja) | 2017-10-26 | 2021-01-27 | トヨタ自動車株式会社 | 減圧混練機 |
| CN114985676B (zh) * | 2022-05-30 | 2023-08-08 | 重庆林洲机械制造有限公司 | 一种连续混砂机型砂重量监测与液料校正系统及方法 |
-
1999
- 1999-11-24 JP JP33224199A patent/JP4353596B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001150092A (ja) | 2001-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4353596B2 (ja) | 鋳物砂の混練調整方法 | |
| CN101715376B (zh) | 处理型砂的方法 | |
| EP0674835B1 (en) | Manufacture of large blocks of pasta filata cheese | |
| US4852028A (en) | Method and apparatus for measuring and controlling the volumetric weight of an expanded particulate material | |
| US5816312A (en) | Method of and apparatus for reclaiming foundry sand | |
| JP6635192B2 (ja) | 混練砂の性状調整システム及び性状調整方法 | |
| JP3161682B2 (ja) | 鋳物砂の最適コンパクタビリティの決定方法及びそれを用いた鋳物砂の調整方法及びその装置 | |
| JP3705627B2 (ja) | 鋳物砂の再生方法およびその装置 | |
| JP2982629B2 (ja) | 鋳物砂の混練調整方法及びその装置 | |
| KR20130043160A (ko) | 주철 용탕에 첨가되는 접종제의 양을 결정하는 방법 | |
| JP5086819B2 (ja) | 鋳物砂の混練調整装置及び混練調整方法 | |
| JPH07185735A (ja) | 鋳物砂の水分調整方法 | |
| JPS6114044A (ja) | 鋳物砂混練機の水分供給量制御装置 | |
| JP2004130329A (ja) | 造型機前の砂性状安定化方法及びその装置 | |
| JP2003039135A (ja) | 鋳物砂の有効粘土分/粒度分布の変動予測方法、装置、プログラム及びプログラムの記録媒体 | |
| JP3752269B2 (ja) | 鋳物砂の再生方法およびその装置 | |
| JP3723467B2 (ja) | 溶融金属の真空処理用添加材添加装置 | |
| JPH07106423B2 (ja) | 鋳物砂のコンパクタビリティ調整方法 | |
| JPS589741A (ja) | 鋳物砂の処理方法 | |
| JP2000005841A (ja) | コンパクタビリティ調整時の目標値設定方法及び装置 | |
| SU1106578A1 (ru) | Способ приготовлени формовочной смеси | |
| JPH04266448A (ja) | 造型機用型砂供給量制御装置 | |
| JP3319694B2 (ja) | 混練砂の水分値コントロールシステム | |
| JP3255347B2 (ja) | 混練砂のc/b値コントロールシステム | |
| JPH093555A (ja) | 焼結原料の配合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060613 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090324 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090714 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090728 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4353596 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130807 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |