JP4354010B2 - パターン化された浮き添糸編み織物及びその製造方法 - Google Patents
パターン化された浮き添糸編み織物及びその製造方法 Download PDFInfo
- Publication number
- JP4354010B2 JP4354010B2 JP52099797A JP52099797A JP4354010B2 JP 4354010 B2 JP4354010 B2 JP 4354010B2 JP 52099797 A JP52099797 A JP 52099797A JP 52099797 A JP52099797 A JP 52099797A JP 4354010 B2 JP4354010 B2 JP 4354010B2
- Authority
- JP
- Japan
- Prior art keywords
- knitting
- yarn
- sinker
- needle
- yarns
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004744 fabric Substances 0.000 title claims description 60
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 238000009940 knitting Methods 0.000 claims description 221
- 238000000034 method Methods 0.000 claims description 27
- 239000002759 woven fabric Substances 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 230000000694 effects Effects 0.000 claims description 3
- 238000007747 plating Methods 0.000 claims 4
- 238000010586 diagram Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 238000000059 patterning Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 2
- 101150019878 F13a1 gene Proteins 0.000 description 1
- 101100334029 Mus musculus F13b gene Proteins 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
Images





















Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/12—Patterned fabrics or articles characterised by thread material
- D04B1/126—Patterned fabrics or articles characterised by thread material with colour pattern, e.g. intarsia fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B9/00—Circular knitting machines with independently-movable needles
- D04B9/26—Circular knitting machines with independently-movable needles for producing patterned fabrics
- D04B9/28—Circular knitting machines with independently-movable needles for producing patterned fabrics with colour patterns
- D04B9/34—Circular knitting machines with independently-movable needles for producing patterned fabrics with colour patterns by plating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
- Y02P70/62—Manufacturing or production processes characterised by the final manufactured product related technologies for production or treatment of textile or flexible materials or products thereof, including footwear
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Of Fabric (AREA)
- Knitting Machines (AREA)
Description
発明の分野
浮き添糸編み織物(fioat plated fabrics)は、編目の横列を構成する少なくとも2つの編糸の一方から、浮糸によって二者択一的に織物の隣接する領域でパターン化される。
先行技術の説明
織布のような外観を持つ円形の1つのジャージー織物を得るためには、織物の裏編み側に編糸の浮糸を配置する必要がある(技術的裏張り)。このような織物構造は編込み糸で平編みのジャージー棊布に編むことによって幅広く作り出される。編込み糸のタック編みの個々の配列によって、織物の表面がパターンにしたがって形作られる。編込み糸が織物の伸縮性を制限し、引き伸ばすことのできる織物(例えば、運輸業における高度な成形部品)が必要である場合、特殊なアプリケーション用の織られた織物と共に、この織物が不適切なものとなるであろう。
編込み糸タイプの織物の別の欠点は、特に摩損により織物の表面に対する応力がある場合に、編込み糸の代わりに、かみ合う基糸がだめになり、織物を使用できないようにする。更に、編込み構造の条件下、パターン化が無地構造に大きく制限される。
個々に制御された浮き添糸編みによって質的な改善が行われる。この技術は公知であり、例えば、「編目」として、横列が全ての編目で編まれる基糸と、浮糸の間の所定の編目で編まれる添糸編編糸構成される。
この方法では、充分な柔軟性を持った織物が実現され、表面に摩耗による応力がかかる場合、まず添糸編編糸の浮糸がだめになり、次に基布がだめになる。編込み織物に匹敵して、この織物のパターン化は同じ制限によって制限される。
パターン化の可能性及び浮糸の密度を増大させるために、編目の横列を1つの基布と2つの添糸編編糸で構成することが最近行われている。
前述の提案によれば、ドイツ特許第664661号に開示されているように、基糸が全ての針に供給される前に、各フィーダーににおいて、まず2つの添糸編編糸が所定の針に交互に供給される。この方法の欠点は、編糸キャリヤーの非常に正確な調節にもかかわらず、多数の欠点が発生することである。フックとその背後の隣接する針へ交互に添糸編編糸を配置する必要性により、特に針の選択が連続的に変化する場合に、編糸に制御できないほどの緊張を生じさせる。この理由から、この提案は、例えば、ドイツ特許第671333号に開示されているようなそれに基づく変形と共に、あまり実現されなかった。
3糸フリースの製作に向けられた米国特許第3,406,538号に記載されている、別の提案によれば、編目形成作業の前の編糸の連続供給と編糸を代わるがわるねじることによって、前述の欠点を避けることができる。この方法も浮き添糸編み織物の製造のために修正されており、それによって2つの浮き添糸編み編糸がシンカーの中間レッジ上で代替針から続いてねじられ、全ての針によって表編糸(基糸)をねじることから、編目形成作業による完全な浮き添糸編みされた横列まで続けられる。
この手順に基づいて、申請書DE−A−31 45 307において言及されているように、パターン化されたプラッシュ織物を製作する方法が展開された。またそこで注意すべきことは、添糸編された部分がシンカーの進んだ引っ込めによって得られることである(DE−A−31 45 307、コラム7、12〜25行;各々US−A−4,612,784、コラム5、54〜66行に対応する)。シンカーの進んだ引っ込めによって、以前にねじられた編糸のループがその後は制御されず、無制御のループの変形または破壊が発生するであろうことが明らかである。
これはDE−A−39 27 815において言及されている提案によって改良され、そこでは前述のDE−A−31 45 307による方法に基づいて、付加的な基糸が浮き添糸編み関係(図1〜5に図示)で基布にかみ合わされるか、あるいは二者択一的に互いに相対的にねじられる(コラム10、18〜22行、及びクレーム2を参照)。図8を参照して図示・説明したように、基布用の編糸が基布シンカーの上部レッジ上で次の部分においてねじられるか、あるいは両方の編糸が代替針に供給されて、図9の態様による同じ部分においてねじられる。浮き添糸編み関係のために必要である場合、第1の基糸に続いて少なくとも第2の基糸をねじる時、第2の基糸または添糸編編糸のループ掛け(ねじり)の前に、第1の編糸の以前のループ構造を制御するプラッシュシンカーも引っ込めなければならず、それによって第1の基糸からのループの制御が遮られ、ループ構造に影響を及ぼし得る。
浮き添糸編み織物を製作するための別の変形は、EP−A−0,295,703に記載されており、ヴィルケレイ・ストリックケレイ・テクニック(Wirkerei-Strickerei-Technik)、No.10/1994、824〜830頁)またはメリアンドテキスティールベリシュテ(Melli and Textilberichte)のNO.1/1994、34〜38頁)において参照したような提案の修正によって作り出される。この工程では、編目形成作業の前に基糸がねじられず、シンカーのループ掛けレッジ上の添糸編(パイル)編糸のねじりと、編目形成作業までのループ構造の制御が影響を受けない。
前述の文書から明らかなように、添糸編編糸は常に二者択一的に互いに相対的にねじられ、添糸編みされた構造の付加的な基糸のために、平編み基布の横列を編むことが必要であり、それは材料費を上昇させ、軽量織物の構成を妨げる。
発明の要約
上記した事情に鑑み、本発明の目的はパターン化された浮き添糸編み織物を製作すること及び円形編機でそれを製造するための適切な方法を提供することであり、それにより独占的に平織横列を編む基糸を避け、新しい織物を作り出す可能性を増大させる。
本発明の目的は、各々の横列がパターンにしたがって少なくとも2つの編糸から互いに補足的に編まれる基布分から構成される1つのジャージー織物を編み、間に浮糸を置いた所定の縦列の添糸編された編目に対して浮き添糸編み関係に代替編糸を共同して編むことによって実現される。3つの所定の浮糸形成編糸で編むことが、付加的な襟付きの織物の作成を増大させる能力を助長する。
独占的な基糸を省くことによる種々のパターン化の可能性に加えて、それらのための空間を減少させることによりニッティング工程が高速で行われ、それによって製造容量を増大させる。新しいパターン構造を作成するための特殊な無制限の可能性が発明の説明から明らかになるであろう。
【図面の簡単な説明】
添付の簡略化された概略図に示された態様によって、パターン化された浮き添糸編み織物の基本的な構造及びその製造方法を説明することによって、発明を詳細に説明する。
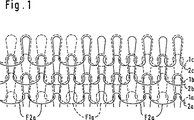
図1と図2は1つの編目横列ごとに2つの浮き添糸編み編糸から構成される織物の構造を示す抜粋であり、
図3は2つの編糸から浮き添糸編み横列を編むための針とシンカーの軌跡を示す線図であり、
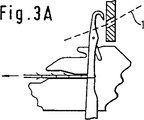
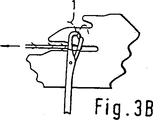
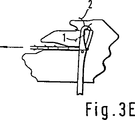
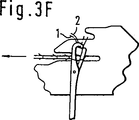
図3A〜図3Gは図3のA〜Gで示された位置における針とシンカーの編目形成部分の側面図であり、
図3Hは図3Cによる編糸の配置を示す図であり、
図4は1横列ごとに2つの編糸から浮き添糸編み織物を編むため、図3に対して代替的に、針とシンカーの軌跡を示す線図であり、
図4A〜図4EはA1〜E1で示された位置による針とシンカーの編目形成部分の側面図であり、
図5と図6は1横列において3つの浮き添糸編み編糸が構成される織物の構造を示す別の抜粋であり、
図7は図5と図6により織物を編むための針とシンカーの軌跡を示す線図であり、
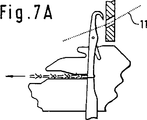
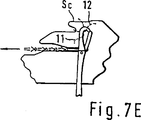
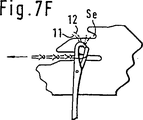
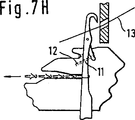
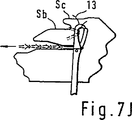
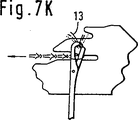
図7A〜7LはA2〜L2で示された図7の位置による針とシンカーの編目形成部分の側面図であり、
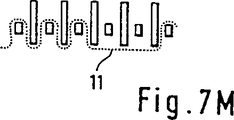
図7Mと7Nは上面から見た、図7Bと7Gによるねじられた編糸の配置を示す図である。
本発明の詳細な説明
図1と図2は各々パターン化された浮き添糸編み織物の部分を示し、各々の横列が2つの編糸を含んでいる。所定のパターンにしたがって、第1群の編糸1(各々図1では1a、1b、1c、図2では1d、1e、1f)が第2群の編糸(各々図1では2a、2b、2c、図2では2d、2e、2f)と共に、添糸編される編目に編まれる。図1の各第2番目の編目と図2の各第3番目の編目が両方の編糸群で編まれる。
これらの配置に対応して、図1の編糸1aと2aからの第1横列の編み目は、各々編糸1aと2aからの所定の浮糸F1aとF2aを含む。同様に、2番目の横列が編糸1b、2bで構成される一方、3番目の横列は編糸1c、2cを使用して編まれる。提供されたパターンによれば、両群の編糸の浮糸は個々に互いに相対的に配置できる。
各々第3番目の編目が第1横列において編糸1d、2dからの両編糸群から編まれる図2において、浮糸F1d、F2dは2つの縦列に亙って拡がるように配置される。第1横列に対応して、第2横列は編糸1e、2eから編まれ、第3横列が編糸1f、2fから編まれる。
図1と図2の図及び説明から、2つの編糸の一方が関連する部分の全ての編目において基糸部分に編まれる一方、他方の編糸がパターンにしたがって浮くように配置される時、所定の変化する織物部分が生じる。
浮き添糸編み編糸部分の浮糸が損傷すると、他方の編糸から形成される背後の基布分の編目は無傷で残り、添糸編された編目間に浮糸を形成することによって、織物の隣接する部分が影響を受けない。この浮糸の基本的な両面編みは、2つ以上の添糸編された編目を編むことによって、織物の異なる部分の接合部を改良でき、基糸部分の編み作業が1つの編糸から他の編糸へと変化する時、完全な連続性を有する織物が得られる。
図1と図2の図、及び前述の説明から明らかのように、織物の各パターン領域が添糸編の編目の配列を作り出し、これに対応して、両方の編糸からの浮糸の配置と長さはパターンの要件にしたがって自由になる。浮糸の長さは好ましくは3つの縦列の重複部分に制限される。図1と図2から変化して、2つ以上の添糸編の編目を各々浮糸の間に配置してもよく、織物の平編部分を設けて付加的なパターン効果を達成することができる。
このことから進んで、注意しなければならないことは、添糸編された織物用のパターンを作成するために、無制限の可能性が利用できることである。
上述のパターン化された浮き添糸編みされた織物を製造する1つの別の可能性が、図3に示されている。針NとシンカーSの動きはそれらの軌跡Vnによれば、各々Vsは左から右に行われ、完全な一工程の後、1つの横列が編まれる。
発明による編み物を編むために、個々に針選択ができる円形の編機が使用される。このような機械は公知であるので、その操作の説明は必要ではない。
図3に示した工程は更に見えないフリース(3糸フリース)を製造するために使用されるシンカーを必要とする。それらは異なるレベルのループ掛けレッジ(Sa、Sb、Sc)、2つののど部(Sd、Se)、及び2つのシンカーの尖端(Sf、Sg)を有する。
米国特許第3,406,538号に記載されているように、3糸フリース織物の製造から公知のように、横列の編目形成作業に続いて、シンカーSは機械の内側に向かう位置へと内向きに動かされ、図3Aのように、前に編まれた横列が下部のど部Sdと係止し、それによって編み物が針と一緒に持ち上げられるのを防止するであろう。
曲線Naにしたがって、第1の編糸1との係止のために所定の針がクリアリング位置まで持ち上げられる一方、他方の針は、曲線Nbで示されるように、アイドル位置のままである。
図3の位置Aにしたがって、選択された針がクリアリング位置に持ち上げられる時、図3Aに示すように、これらの針の編目が針の柄へとすべり動くであろう。この位置で最初の編糸1が持ち上げられた針に供給される。続いて、持ち上げられた針が中間位置まで引っ込められ、図3Bに示すように、シンカーがわずかに外向きに動かされ、第1の編糸が、図3Bに明らかにするように、関連する針からループ掛けレッジSb上のループにねじられる。その後、シンカーが内向きにふたたび動かされ、以前のループを各々その長さに制御し、図3の位置Cに対する図3Cにしたがって、第1編糸の浮糸をのど部Seのそばの針の背後に配置する。これは図3Hにも図示されている。
次の動きでは、図3の位置Dにおける曲線Ncにしたがって、第2の編糸2と係止すべき全ての針がクリアリング位置まで持ち上げられる。これらの針は以前にアイドル位置にあった針であり、添糸編編目に対して両方の編糸を編むために予め決められた針である。
曲線Ncに従って,以前にアイドル位置にあったこのような針の編目が(図3Aに示したように)柄にすべり動く一方、残りの針が曲線Ndに対応してアイドル位置に制御される。
シンカーの上述した動きによって、ループと編糸1からの浮糸がシンカーののど部Seと係止し、それによってそれらが針と共に動くのを防止する。それによって、以前に編糸1をループ掛けしたこれらの針の閉じられた針フックが図3Dに示すように開かれる。
したがって、図3の位置Dでは、図3Dに示すように、編糸2が持ち上げられた針に供給される。その後、Nc曲線に対応して、持ち上げられた針が中間アイドル位置に引っ込められ、図3の位置Eに対応して編糸2からのループをねじらせる。
図3Eに示すように、編糸2は上部ループ掛けレッジScの上でねじられ、針が欠落しているループまたは浮糸を各々形成する。
先行技術の教示とは対照的に、続いて、針が下部中間位置まで引っ込められ、シンカーも引っ込められ、それらの協調的な動きによって、それらの構造の正しい制御下に、添糸編編糸2の以前のループが、図3の位置Fを示す図3Fに示すように、上部ループ掛けレッジSbに移される。
横列の編み作業は更にシンカーを外側に引っ込めることにより、また図3の位置Gにおいて、また図3Gに詳細に示すように、シンカーSのニッティングレッジSa上の編目形成作業に対して針を引っ込めることによって行われ、更にシンカーと針の動きの調節された制御により、以前にループ掛けされた編糸構造が編目形成の近くで制御される。
上述の工程はとりわけ編目形成作業の直後に第2の編糸2と係止するために持ち上げられる針を引っ込めることによって簡略化される。それによって編目形成作業の前に、編糸2のループ掛けを避けるように、シンカーの外向きの動きを制御しなければならない。
上述の工程の別の修正は、シンカーの上部ループ掛けレッジSc上で第1の編糸1をねじらせることによって行われる。これらのループは適切な針によって、また図3E及び3Fにしたがった上記の説明において言及した、編糸2でその後に行われる作業に類似した、ループ掛けレッジSbへのシンカーの動きによって、移されなければならない。
3糸フリース工程(米国特許第3,406,538号)の参照した修正と対比して、図3、3A-3Gに図示したように本発明に対する上述の工程の本質的な違いは、第1のループ掛け作業と共に、第2のループ掛け作業において針部分を持ち上げること、及びシンカーの異なるレッジ上で編糸をねじることに基づいており、特殊な基糸と係止させるために全ての針の第3の持ち上げ作業が必要ではないことである。
上述の工程は両方の網糸のループ長を互いに対して正しく調整することを必要としており,したがってループ掛け網糸の各々を制御するために編機の正確な調整を必要とする。
編み作業の前に、両方のループ掛け編糸を制御するための正確な調整を避けるために、横列ごとに2つの編糸から構成される浮き添糸編みされた織物を図4の編み作業図にしたがって製造することができ、この工程の詳細が図4の位置A1〜D1に対応して、図4A〜4Dに図示されている。
図4において、全ての針N1が曲線Nv及びその再分NeとNkに対応して各々制御される。所定の針を持ち上げ、引っ込ませるために必要な選択機構は公知であり、その詳細な説明は本発明の完全な理解のために必要ではない。
シンカーS1には拡大されたシンカーのど部Sh、シンカー尖端Si及びニッティングレッジSkが設けられる。
ニッティング工程は全ての針を曲線Neにしたがって位置A1におけるクリアリング位置まで持ち上げることから始まる。図4Aに対応して、シンカーは針の柄上で織物と係止し、織物を位置決めする。この位置において、第1の編糸Iが全ての持ち上げられた針に供給される。
編糸Iの供給に続いて、曲線Nfに対応して、所定の針が中間位置まで引っ込められるが、それはこの編糸Iから次のニッティング編目のために、図4の位置B1/C1において実現される。針を引っ込めると同時に、シンカーが動かされ、図4Aに示した以前の内側の位置から外向きに動かされ、引っ込められた針とシンカーが、図4Bに示すように、他方に対して相対的に配置されるようになる。それによって、図4の曲線Ngに対応して、引っ込められた針が持ち上げられたままの針の柄上の、図4Cに概略的に示すようなクリアリング位置に編糸Iを配置する。
その後、前にクリアリング位置に残されていた針が供給位置まで引っ込められ、これらの針のラッチが編糸Iにかぶさり、更に編糸を含まずに閉じるようにフックを閉じなければならない。この針の動きと同時に、シンカーの尖端が針の間におかれるようにシンカーを動かす。
次の作業において、編糸Iに加えて編糸IIとも係止する所定の針が、曲線Nhに対応して中間位置から供給位置へと持ち上げられ、それによってそれらのラッチが拡大されたシンカーののど部によって問題なく針のフックを開く。図4の位置Dにしたがって、編糸IIが針に供給され、次に図4Dに示すように供給位置に供給される。編糸IとIIの両方が針と係止し、編糸Iがラッチの上に置かれる図4Dの図とは対照的に、編糸Iは曲線Ngに対応して、ラッチの背後で動かされた針上に置かれ、この編糸部分が編目形成作業の後、浮糸になる。
編糸IIの供給に続いて、シンカーが外向きに動かされ、針が図4Eに図示するように、図4の位置E1に対応するノックオーバー位置へと動かされる。曲線Nf、Nh及びNkに対応して動かされる針が両方の編糸から編目を編み、曲線Nf、Niにしたがった工程で動かされる針が編糸Iからの編目を編んで編糸I、Iを外す一方、編糸IIからの編目と編糸Iからの浮糸が、曲線Ng、Nkに対応して制御される針から編まれる。
横列ごとに2つの編糸からパターン化された浮き添糸編みされた織物を製造するために最後に引用した工程では、前の工程において必要であったシンカーの付加的な調整を必要としない。確かにこの工程では、横列ごとに3つの編糸から構成されるパターン化された浮き添糸編みされた織物を製造することはできない。
横列ごとに3つの編糸がパターンにしたがって浮き添糸編みのために制御されるこのような編み物の構造部分が、図5と図6に示されている。
図5では、各々の横列において、各群の編糸が織物の所定の部分で浮き添糸編み部分に編まれるように、第1群の編糸(11a、11b、11c)が第2群の編糸(12a、12b、12c)及び第3群の編糸(13a、13b、13c)と係止する。互い違いの部分で編糸11a、12a、13aで構成される図5の第1の編目横列によれば、浮糸F11は第1の編糸11aで形成され、第2の編糸12aは浮糸F12で編まれ、第3の編糸13aは浮糸F13で編まれる。
上述の説明に対応して、第2の横列は編糸11b、12b、13bで編まれ、第3の横列は編糸11c、12c、13cで準備される。各編糸からの浮糸の配置は所定のパターンにしたがって形成される。
図1と図2で言及した異なるパターン部分の間で互い違いになる織物構成とは対照的に、横列が3つの編糸で構成される場合、全ての編糸から少なくとも1つの編目を編むことは必要ではない。なぜなら、(図5に示すように)2つの浮糸が重なり合う場合、第3群の編糸が織物の必要な連続性のための基布を形成するからである。
したがって、図6の織物構成部分に対応して、1群の編糸の浮糸が支配的であるパターン部分において、この部分の全ての針が残りの編糸群からの基布を編むので、パターン化された浮き添糸編み編糸群が編目に対して結び付けられる時、別の群の編糸が浮糸になる。
したがって、図6に図示した第1の横列では、編糸11dが支配的であるパターン部分の主な浮糸F11aの間に、編糸12dからの浮糸F12bが配置される。編糸12dの浮糸F12aが支配的である代替パターン部分では、第3の編糸13dからの浮糸F13bが浮糸F12aの間に配置され、一方浮糸F13aが支配的である別のパターン部分では、これらの浮糸の間に、第1の編糸11dからの浮糸F11bと第2の編糸12dからの浮糸F12bが形成される。
所定のパターンにしたがって、編糸11e、12e、13eからの次の横列、各々編糸11f、12f、13fが二者択一的に編まれ、上述の説明に対応する浮糸を形成する。
したがって、3つの二者択一的に浮糸になる編糸から形成される浮き添糸編みされた織物において、数え切れない程の構成が可能となり、それは図5と図6において基本的に図示されているだけであり、編糸は任意に配置される。
ここでも注意すべきことは、浮糸の長さは1つ、2つまたは3つの縦列に好ましくは制限されること、及び異なる長さの浮糸でのパターン部分の作成がパターン展開に対する付加的な可能性であることである。
図5と図6に対応して説明した横列の編み作業は、図7による針とシンカーの軌跡において実現され、位置A2〜L2の関連する配置が図7A〜7Lに図示されている。この進行モードでは、図3及び図3A〜3Gを参照して上記で説明し図示したシンカーが使用される。したがって、この工程が今まで行われ、第2の編糸が前述の方法と同様にループ掛けされる。
したがって、横列の編み作業に続いて、最後の横列の編目は低い方のシンカーののど部と係止する。シンカーを動かし、それらを内側に向けて動かすことにより、曲線Neに対応したクリアリング位置へと持ち上げるよう選択されたこのような針N上のループが針と共に動くのが防止される。選択されない針はわずかに持ち上げられ、曲線Nmによって制御されるようにアイドル位置に留まる。
位置A2では、曲線N1にしたがって、選択された針がクリアリング位置まで持ち上げられ、図7Aに示すように、前に編まれた編目が針の柄に配置され、第1の編糸11がこれらの針に供給される。
選択された針を中間位置まで引っ込めると同時に、シンカーも外側に動かされ、前に供給された第1の編糸11をシンカーSの中間ループ掛けレッジSbの上でねじることができるようになり、それは各々図7の位置B2及び図7Bにおいて行われる。
選択された針を第2の編糸との係止のために持ち上げる前に、再びシンカーを図7の位置C2において内側に動かす。図7Cに示すように、上部シンカーのど部Seが第1の編糸11からの前のループを制御し、第1の編糸11の浮糸を針の柄の背後に配置する。これは図7Mにも図示されている。
その後、第2の編糸12と係止することが決定されている選択された針が、曲線Nnに対応してクリアリング位置に持ち上げられる。この持ち上げの動きは、以前に外された全ての針を含み、前の編目の編目がこの作業で針の柄へとすべり動くであろう。第1の編糸11と係止し、次に第2の編糸と係止するであろう、このような針のラッチが第1の編糸11のループによって針のフックを開き、これは上部シンカーのど部Seにおいて制御される。それによって、第1の編糸11のループが関連する持ち上げられた針のラッチ上に配置されるか、あるいはこのような針が図7の曲線Noに対応したアイドル位置に留まる時は、針のフック内に留まる。
図7においてD2で示した位置において、図7Dにおいて図示した針とシンカーの関係に対応して、第2の編糸12が持ち上げられた針に供給され、その後中間位置へと引っ込められる。
シンカーSがその内側の位置に留まる間に、選択された針が各々図7の位置E2及び図7Eに対応してその中間位置に引っ込められる時、第2の編糸12のループが上部ループ掛けレッジScの上でねじられる。
第2の編糸12のねじりに続いて、シンカーSがわずかに外側に動かされ、図7の位置F2にしたがって、第2の編糸12からのループを持った針が下部の中間位置に引っ込められる。この操作の最も重要なステップによって、図7に示すように、編糸11と12の以前の較正されたループ構造が継続する中で、ループと編糸12の浮糸が上部シンカーレッジScから中間レッジSbに移される。この作業で、全てのループが上部シンカーのど部SeによるシンカーSの次の内向きの動きによって更に制御され、両方の編糸の全ての浮糸が図7Gに示すように、針の柄の背後に配置される。この編糸、針及びシンカーの関係が図7Nの上面図に示されている。
前にねじられた編糸と浮糸が再び位置G2に続いて制御され、第3の編糸と係止することが決定されているこれらの針が、曲線Npに対応して持ち上げられる。持ち上げられた針の各々が編糸11、12の少なくとも1方の以前にねじられたループを持つので、これらのループがラッチ上へとすべり動くことによって、針のフックを開き、これらのループはラッチ上に留まるであろう。曲線Nrに対応して、アイドル位置に留まっている針のループは針のフックとシンカーののど部Se間の長さに制御される。図7の位置H2にしたがって、第3の編糸13が図7Hに示すように選択され持ち上げられた針に供給される。
その後、選択され持ち上げられた針が中間位置に引っ込められ、それらは各々図7Jに示すように、図7の位置J2にしたがって上部ループ掛けレッジScの上で編糸13をねじるであろう。
針とシンカーの次の引っ込め作業は、編目形成作業(図7L)の直前に、中間ループ掛けレッジSm(図7K)上にある時に、編糸ループの形状も制御される方法で実現されなければならない。編目形成作業が終了する時、次の横列を編むための工程が開始され、前述のように繰り返される。
前述の説明で明らかなように、本発明による工程の本質的な特徴は、第2の編糸と次の編糸のループ掛けが上部ループ掛けレッジSc上で行われることである。その後、針とシンカーの適切な動きによって、レッジScからのループがレッジSbに、また次にのど部Seに移され、選択された針が次の編糸の係止のために持ち上げられる(図7E、7F、7G)。これが全工程の間に編糸ループの正確な制御を可能にし、前にねじられた編糸の制御されない変形を避けるようにする。
図3と図7によって説明した態様とは逆に、第1の編糸も上部ループ掛けレッジSc上でループに形成することができ、そのループは次に中間ループ掛けレッジSbに移され、工程の次の部分で制御される。
この修正を行うために、図7の針とシンカーの軌跡を点線にしたがって、位置B2とC2の間で、第1の編糸からのループを形成するための図7E、7F、7Gと同様に、針とシンカーが動かされるように適合させなければならない。
説明したパターン化された浮き添糸編み織物に加えて、図5と図7により説明した方法は「不正確なインタルジア」の織物の製作を可能にする。別々のパターン部分のために各々の編糸が所定の針から互いに相対的にねじられ、それらは隣接するパターン部分の編糸から(中間で)編まれた少なくとも1つの編目によって接続され、それがこれらの部分を連結し、各々が1つの編目の編目から連続した織物に形成される。図7の工程において横列ごとに編まれるために3つ以上の編糸が提供される場合、第2の編糸を供給し、ねじるための作業(位置C2〜F2)を、付加される編糸の数に類似して繰り返さなければならない。この作業で行われる浮糸の長さは自由であり、編機で公知の装置によって、もしくは次のせん断工程で切断され、取り除かれるであろう。
発明を現在最も実用的であり好適態様であると考えられるものとの関連で説明してきたが、発明は開示した態様に制限されず、反対に添付クレームの精神及び範囲内に含まれる様々な修正及び同等の配置を含むものである。
Claims (8)
- 隣接するパターン部分が、少なくとも2つの添糸編糸のうちの1つの添糸編み編糸の浮き添糸編み部分によって、二者択一的に支配される、パターン化された浮き添糸編み編物であって、二者択一的に1つのパターン部分において他のパターン部分に続いて、少なくとも2つの編糸のうちの少なくとも1つの編糸がパターン部分の編目に組み込まれ、残りの編糸のうちの少なくとも1つの編糸が、編目と浮糸を形成するための浮き添糸編みによって、上述の最初に用いた編糸と係止され、1つの編糸が基糸として単独で平編み横列を全て編むのではなく、少なくとも2つの添糸編み編糸のうちの1つの添糸編み編糸からなる平編み横列の複数の区域が組み合わされて、基布が構成され、及び、関連するパターン部分の効果のために浮き添糸編みされる時、隣接するパターン部分が、隣のパターン部分の基布を形成する編糸から編まれる少なくとも1つの編目によって接続されることを特徴とする編物。
- パターン部分の効果を作り出す浮糸が1つの縦列に重なる場合、3つ以上の縦列には重ならないように配置されることを特徴とする、請求項1に記載のパターン化された浮き添糸編み編物。
- 所定のパターン部分において浮き添糸編みされる部分に編み込まれる各々の編糸が異なる長さの浮糸に形成されることを特徴とする、請求項1または2に記載のパターン化された浮き添糸編み編物。
- 請求項1に記載のパターン化された浮き添糸編み編物を製作するための製造方法であって、少なくとも2つの継続する部分において、各々の所定の針がクリアリング位置に持ち上げられ、各々の部分において編糸が供給され、それと同時に、選択された針が中間位置に引っ込められて、シンカーSのループ掛けレッジの上のループに対して編糸をねじり、その後、次の部分で選択された針を持ち上げる前に、シンカーSの上部シンカーのど部Seにおいてループを配置し、所定の全ての編糸の供給に続いて全ての針Nを引っ込め、その編糸から横列が編目形成用のノックオーバー位置に組み立てられ、それによってシンカーSが針Nと共同して動かされることを特徴とする製造方法。(曲線Vs、S)(図3、7)
- 第1の編糸(1、11)が供給された後、シンカーSの中間ループ掛けレッジ(Sb)上のループにねじられる一方、次の編糸(2;12、13)のねじりは前記シンカーSの上部ループ掛けレッジ(Sc)上で実現され、その後針NとシンカーSにおける適切な動きによって、同じ横列のために提供される編糸の次の供給の前に、前記中間ループ掛けレッジ(Sb)に対して、上部シンカーのど部Seから引き続いて係止されるように行われる,ことを特徴とする請求項4に記載の製造方法(図3)。
- 横列が企てられる全ての編糸(1、2;11、12、13)がシンカーの上部ループ掛けレッジ(Sc)上でループを作るようにねじられ、続いて前記針とシンカーの適切な動きによって、前記シンカーの中間ループ掛けレッジ(Sb)に移され、編目形成作業が開始されるまで、前記シンカーSの上部のど部(Se)においてねじられた編糸のループと係止し、それを制御する,ことを特徴とする請求項4に記載の製造方法(図7)。
- 編糸(2;13)の供給に続く編目形成作業の前の作業において、また関連する針を引っ込めると同時に、シンカーSが外側に動かされ、前記シンカーSの編みレッジ(Sa)上で以前に供給された編糸で事前にねじることなく、前記編糸(2;13)が織物と係止する、ことを特徴とする請求項4に記載の製造方法。
- 請求項1に記載のパターン化された浮き添糸編みされた織物を製作するための製造方法であって、第1の作業(曲線Ne)において、全ての針がクリアリングのために持ち上げられ、それによって第1の編糸(I)が供給され、その後所定の針が中間位置まで引っ込められ(曲線Nf)、それによって前記第1の編糸Iがクリアリング位置(曲線Ng)に残る針の柄に位置付けられ、前記編糸Iがそれらの針のラッチの背後の供給位置まで引っ込められた後前記残りの針に配置され、中間位置から供給位置まで針の所定部分を連続的に持ち上げ(曲線Nh)、それによって、第2の編糸IIが供給位置の針に供給され、それらの針は編目形成工程において中間位置(曲線Ni)に留まる針に続いてノックオーバー位置(図4)まで引っ込められ、シンカーS1が協力関係で動かされる(曲線Sv),ことを特徴とする製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19545770A DE19545770A1 (de) | 1995-12-07 | 1995-12-07 | Durch Fadenflottungen gemusterte Plattierware und Verfahren zu deren Herstellung auf Rundstrickmaschinen |
| DE19545770.6 | 1995-12-07 | ||
| PCT/EP1996/005476 WO1997020977A1 (en) | 1995-12-07 | 1996-12-06 | Patterned float plated fabrics and methods for manufacturing aforesaid |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000501459A JP2000501459A (ja) | 2000-02-08 |
| JP4354010B2 true JP4354010B2 (ja) | 2009-10-28 |
Family
ID=7779517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP52099797A Expired - Lifetime JP4354010B2 (ja) | 1995-12-07 | 1996-12-06 | パターン化された浮き添糸編み織物及びその製造方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US6079235A (ja) |
| EP (1) | EP0868549B1 (ja) |
| JP (1) | JP4354010B2 (ja) |
| KR (1) | KR100435075B1 (ja) |
| CN (1) | CN1097108C (ja) |
| BR (1) | BR9611899A (ja) |
| CZ (1) | CZ293806B6 (ja) |
| DE (2) | DE19545770A1 (ja) |
| ES (1) | ES2147400T3 (ja) |
| MY (1) | MY118756A (ja) |
| PT (1) | PT868549E (ja) |
| TR (1) | TR199801028T2 (ja) |
| TW (1) | TW379264B (ja) |
| WO (1) | WO1997020977A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160121954A (ko) * | 2015-04-13 | 2016-10-21 | 파이룽 머시너리 밀 코., 엘티디. | 평판 편물기용 테크니컬 면의 일면에 교대 플레이팅을 편물하는 방법 |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19636208A1 (de) | 1996-09-05 | 1998-03-12 | Keiper Recaro Gmbh Co | Elastisches Mehrlagengestrick |
| RU2150536C1 (ru) * | 1999-05-27 | 2000-06-10 | Московская государственная текстильная академия им. А.Н. Косыгина | Однослойный производный ластик |
| AU1278201A (en) * | 1999-11-01 | 2001-05-14 | Adtec Services Limited | A method and a circular knitting machine for manufacturing patterned float plated fabrics |
| ITBS20010069A1 (it) * | 2001-10-01 | 2003-04-01 | Sangiacomo Spa | Metodo di costruzione di maglia vanisata disegnata. |
| AU2003251382A1 (en) * | 2002-05-24 | 2003-12-12 | Michel Joyce | Article of clothing with moisture absorbent portion |
| RU2203988C1 (ru) * | 2002-07-18 | 2003-05-10 | Московский государственный текстильный университет им. А.Н.Косыгина | Трикотаж переплетения двухсторонний производный ластик |
| CN101263252B (zh) * | 2005-09-09 | 2010-11-10 | 株式会社岛精机制作所 | 筒状针织物及其编织方法 |
| FR2897877B1 (fr) * | 2006-02-28 | 2008-07-11 | Fed Mogul Systems Prot Group S | Gaine de protection aux chocs d'un tuyau, notamment pour conduite de carburant |
| EP2034062B1 (en) | 2007-09-10 | 2010-05-12 | Pai Lung Machinery Mill Co. Ltd. | Corduroy fabric |
| JP5106956B2 (ja) * | 2007-09-11 | 2012-12-26 | 佰龍機械廠股▲ふん▼有限公司 | コーデュロイ編物 |
| CN101387039B (zh) * | 2007-09-12 | 2011-05-04 | 佰龙机械厂股份有限公司 | 灯芯绒织物 |
| SG151118A1 (en) * | 2007-09-12 | 2009-04-30 | Pai Lung Machinery Mill Co Ltd | Corduroy fabric |
| DE102008006504A1 (de) * | 2008-01-25 | 2009-07-30 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Abstandsgestrick sowie Verfahren und Strickmaschine zu seiner Herstellung |
| RU2363783C1 (ru) * | 2008-04-11 | 2009-08-10 | Государственное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Способ вязания одинарного кулирного рисунчатого трикотажа |
| RU2363784C1 (ru) * | 2008-04-18 | 2009-08-10 | Государственное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Способ вязания одинарного кулирного рисунчатого платированного трикотажа |
| CN201254634Y (zh) * | 2008-07-23 | 2009-06-10 | 株式会社福原精机制作所 | 三线绒布 |
| TWI476305B (zh) * | 2009-05-18 | 2015-03-11 | 福原精機製作所股份有限公司 | 雙面起絨織物 |
| EP2664701B1 (de) * | 2012-05-14 | 2020-03-11 | H. Stoll AG & Co. KG | Verfahren zur Herstellung eines Gestricks mit mindestens einem Flottfaden sowie damit hergestelltes Gestrick |
| CN102888704A (zh) * | 2012-10-17 | 2013-01-23 | 江苏金辰针纺织有限公司 | 保暖速干型休闲服饰面料 |
| EP3283676B1 (en) * | 2015-04-16 | 2021-12-01 | NIKE Innovate C.V. | Article of footwear incorporating a knitted component having floated yarn portions and a method of making same |
| JP2017089043A (ja) * | 2015-11-09 | 2017-05-25 | 株式会社福原精機製作所 | 丸編機の編成方法及び編成機構並びにその丸編機 |
| CN105442171B (zh) * | 2015-12-31 | 2017-09-22 | 宁波大千纺织品有限公司 | 普通大圆机编织架空添纱结构的方法和专用脱圈机构 |
| PL3205755T3 (pl) * | 2016-02-10 | 2020-05-18 | Sanko Tekstil Isletmeleri San. Ve Tic. A.S. | Tkanina polarowa i sposób jej wytwarzania |
| US11021814B2 (en) * | 2016-02-10 | 2021-06-01 | Sanko Tekstil Isletmeleri San. Ve Tic. A.S. | Fleece fabric and method for producing the same |
| US11445779B2 (en) | 2016-07-21 | 2022-09-20 | Nike, Inc. | Article of footwear with multiple layers, retention system for an article of footwear, and methods of manufacture |
| EP4524308A3 (en) * | 2016-07-21 | 2025-05-07 | NIKE Innovate C.V. | Article of footwear with multiple layers, retention system for an article of footwear |
| CN107503030B (zh) * | 2017-08-24 | 2019-12-27 | 宁波大千纺织品有限公司 | 一种可调舒适度的大提花针织面料制备方法 |
| CN108754805B (zh) * | 2018-06-15 | 2023-06-16 | 内蒙古鄂尔多斯资源股份有限公司 | 一种针织编织方法、编织结构、编织面料及服装 |
| CN109914019B (zh) * | 2019-03-25 | 2020-07-24 | 圣东尼(上海)针织机器有限公司 | 添纱组织编织工艺、编织机构以及地纱浮线添纱组织 |
| EP3754077B1 (de) * | 2019-06-17 | 2022-11-16 | Groz-Beckert KG | Verfahren und strickvorrichtung zum plattieren auf einer mit schiebernadeln bestückten rundstrickmaschine |
| US11186946B2 (en) * | 2019-08-26 | 2021-11-30 | Personal Habitat, LLC | Reflective knit article |
| US20210246584A1 (en) * | 2020-02-07 | 2021-08-12 | Nike, Inc. | Reflective knit component |
| DE102020214449B4 (de) * | 2020-11-17 | 2023-11-09 | Adidas Ag | Doppelt gestricktes Oberteil umfassend funktionelle Einsteckgarne |
| CN114687049B (zh) * | 2020-12-25 | 2025-07-08 | 东丽纤维研究所(中国)有限公司 | 一种单面针织面料 |
| CN116670347A (zh) * | 2020-12-31 | 2023-08-29 | 耐克创新有限合伙公司 | 具有可变特征的针织制品 |
| CN119243401A (zh) | 2020-12-31 | 2025-01-03 | 耐克创新有限合伙公司 | 运动袜 |
| US11849773B2 (en) | 2020-12-31 | 2023-12-26 | Nike, Inc. | Knit article with variable features |
| CN112981678B (zh) * | 2021-02-07 | 2022-08-30 | 李炳贤 | 一种针织纬编添纱衬垫面纱提花织物及其织造方法 |
| CN113445186A (zh) * | 2021-06-25 | 2021-09-28 | 江南大学 | 一种单面单向导湿的针织面料及编织方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4034581A (en) * | 1976-04-26 | 1977-07-12 | Thorneburg Hosiery Mill, Inc. | Sock with plate and float pattern and method |
| DE3135702A1 (de) * | 1981-09-09 | 1983-03-17 | Sulzer Morat Gmbh, 7024 Filderstadt | Verfahren zur herstellung einer einflaechigen, gemusterten strickware und rundstrickmaschine zur durchfuehrung des verfahrens |
| ES2021412B3 (es) * | 1987-06-19 | 1991-11-01 | Schmidt Ursula Dorothea | Procedimiento para producir una tabla de genero de terciopelo. maquina tricotadora circular de varios sistemas de realizacion. |
| DE3927815C2 (de) * | 1989-08-23 | 1999-12-23 | Sipra Patent Beteiligung | Plüsch- oder Florstrickware und Rundstrickmaschine zu deren Herstellung |
-
1995
- 1995-12-07 DE DE19545770A patent/DE19545770A1/de not_active Withdrawn
-
1996
- 1996-12-05 TW TW085114983A patent/TW379264B/zh not_active IP Right Cessation
- 1996-12-06 KR KR10-1998-0704303A patent/KR100435075B1/ko not_active Expired - Lifetime
- 1996-12-06 CZ CZ19981698A patent/CZ293806B6/cs not_active IP Right Cessation
- 1996-12-06 BR BR9611899A patent/BR9611899A/pt not_active IP Right Cessation
- 1996-12-06 ES ES96943898T patent/ES2147400T3/es not_active Expired - Lifetime
- 1996-12-06 US US09/077,927 patent/US6079235A/en not_active Expired - Lifetime
- 1996-12-06 PT PT96943898T patent/PT868549E/pt unknown
- 1996-12-06 WO PCT/EP1996/005476 patent/WO1997020977A1/en not_active Ceased
- 1996-12-06 DE DE69607384T patent/DE69607384T2/de not_active Expired - Lifetime
- 1996-12-06 EP EP96943898A patent/EP0868549B1/en not_active Expired - Lifetime
- 1996-12-06 MY MYPI96005131A patent/MY118756A/en unknown
- 1996-12-06 JP JP52099797A patent/JP4354010B2/ja not_active Expired - Lifetime
- 1996-12-06 TR TR1998/01028T patent/TR199801028T2/xx unknown
- 1996-12-06 CN CN96199824A patent/CN1097108C/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160121954A (ko) * | 2015-04-13 | 2016-10-21 | 파이룽 머시너리 밀 코., 엘티디. | 평판 편물기용 테크니컬 면의 일면에 교대 플레이팅을 편물하는 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CZ293806B6 (cs) | 2004-08-18 |
| MY118756A (en) | 2005-01-31 |
| DE19545770A1 (de) | 1997-07-03 |
| WO1997020977A1 (en) | 1997-06-12 |
| PT868549E (pt) | 2000-09-29 |
| TW379264B (en) | 2000-01-11 |
| DE69607384T2 (de) | 2000-11-30 |
| DE69607384D1 (de) | 2000-04-27 |
| JP2000501459A (ja) | 2000-02-08 |
| ES2147400T3 (es) | 2000-09-01 |
| KR100435075B1 (ko) | 2004-09-13 |
| CN1097108C (zh) | 2002-12-25 |
| US6079235A (en) | 2000-06-27 |
| BR9611899A (pt) | 1999-04-06 |
| EP0868549B1 (en) | 2000-03-22 |
| CN1253600A (zh) | 2000-05-17 |
| KR19990072011A (ko) | 1999-09-27 |
| CZ169898A3 (cs) | 1998-11-11 |
| TR199801028T2 (xx) | 2000-07-21 |
| EP0868549A1 (en) | 1998-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4354010B2 (ja) | パターン化された浮き添糸編み織物及びその製造方法 | |
| EP0951594B1 (en) | Improved pile fabric, methods and circular knitting machines with improved pile elements for manufacturing aforesaid | |
| EP0989219B1 (en) | Method of knitting inlaid fabric | |
| US4019350A (en) | Method of producing double-knit fabric having additional fleece threads incorporated into one face or both faces thereof | |
| KR100470002B1 (ko) | 하이(high)-로우(low)플러쉬편제품과이를제조하기위한장치및방법 | |
| CN1058816A (zh) | 针织加工织物末端部分的方法 | |
| US4003224A (en) | Warp knit elastic fabric having ravel resistant features | |
| US4909049A (en) | Bielastic, warp-knit fabric and its production | |
| US6705129B2 (en) | Circular knitting machine for multicolored plush | |
| US4043151A (en) | Method of producing pile or plush goods on double-bed circular knitting machines by means of plush hooks | |
| US5894743A (en) | Single needle bed machine process for manufacturing of pile warp knit fabric | |
| US5505062A (en) | Method for increasing stitches at an intermediate position in a row of stitches of a rib knit fabric | |
| JP3406085B2 (ja) | 筒状編地の編み幅側縁部に縄柄を編成する方法 | |
| US3861175A (en) | Process for knitting two-bar fabrics from three warp thread sets | |
| US4069690A (en) | Knitting apparatus | |
| US5440902A (en) | Warp knitted fabric and a machine and process for forming same | |
| EP0441565A2 (en) | Flat knitting machine having function for adjusting knock-over timing | |
| US4754617A (en) | Warp knit fabric with pile loops and the process of producing same | |
| US4395889A (en) | Woven-like warp knit fabric with tension control for top effect yarn | |
| JPH1096147A (ja) | ストレッチジャカード経編地 | |
| JPH05321101A (ja) | 多給糸緯編地の編成方法 | |
| US2257235A (en) | Knitted fabric | |
| RU2063490C1 (ru) | Двуслойный основовязаный трикотаж и способ его изготовления | |
| KR200263606Y1 (ko) | 플러시 편물 및 플러시 편물 생산용 이중 니들 바 경편기 | |
| GB2145124A (en) | Fabric and method and machine for making it |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070309 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070521 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090120 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090420 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090514 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090608 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090630 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090729 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130807 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |