JP4380588B2 - 成形金型における部材搬送供給方法およびその装置 - Google Patents
成形金型における部材搬送供給方法およびその装置 Download PDFInfo
- Publication number
- JP4380588B2 JP4380588B2 JP2005139533A JP2005139533A JP4380588B2 JP 4380588 B2 JP4380588 B2 JP 4380588B2 JP 2005139533 A JP2005139533 A JP 2005139533A JP 2005139533 A JP2005139533 A JP 2005139533A JP 4380588 B2 JP4380588 B2 JP 4380588B2
- Authority
- JP
- Japan
- Prior art keywords
- molding
- supply
- wire
- supply member
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
2 位置決め孔
3 保持部
4、6 角穴
5 長角穴
7 孔
7a テーパー部
8 スチールベルト
9 ラインフィーダー
10 ガイド
11、14、38 チャック
12、16、52 爪
13 駆動部(ロータリーアクチュエータ)
15、51 バックアップ爪
17 上ガイドレール
18 下ガイドレール
19、42 位置決めピン
20、34、48 駆動部
21、54 バネ
22 センサー
23 ピンホイール
24 駆動軸
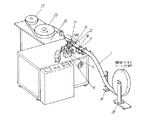
25 リール
26 駆動制御機構
27 供給部
28 リール機構
29 巻出機構
30、40 巻取部
31 供給ダンサー
32 成形機構
33 成形機
35 成形金型
36 切断金型
37 ガイド部
37a 左搬送ベルトガイド
37b 右搬送ベルトガイド
39 ロボット
41 送出部
43 ガイドブロック
44 ランナー溝
44a ゲート部
45 空洞部
46、47 製品ガイド部
49 軸受け部
50 ランナー部
53 突き上げピン
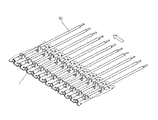
55 リードフレーム
56、59 線材
57 成形樹脂部
58 成形完成品
60 帯部
61、62 分離切断部
63、64 切断部
80 成形製品投入箱
81 固定ガイド
90 被搬送供給部材
90a、90b 被成形体
90c、90d 成形製品
91 突起
92 製品バックアップ
93 ガイド付シリンダー
94 ホルダーブロック
95、103 ブラケット
96 ストッパー
97 ピンホイール駆動部
98 ベルトガイド
99 搬送ベルト供給ON/OFFセンサー
100 レール
101 上下駆動部
102 上下用ガイド
104 プレート
105 ロッドエンド
Claims (4)
- 柔軟かつ可塑性である被搬送供給部材を供給する供給部と、この供給部から供給された前記被搬送供給部材を受け取るためのチャック部と、このチャック部を介して移載された前記被搬送供給部材を位置決め保持する保持部を有したフープ状の搬送ベルトと、前記搬送ベルトを駆動部により間欠搬送することで供給された前記被搬送供給部材を成形加工するための成形機構とを少なくとも備えてなる成形金型における部材搬送供給装置。
- 被搬送供給部材を成型加工した後に形成される成形体の不要部分を切断分離し除去した後、前記成形体を成形機構から搬出するための取出部を付加してなる請求項1に記載の成形金型における部材搬送供給装置。
- 樹脂材でなる保持部を搬送ベルトの片面に配設した請求項1または2のいずれか一つに記載の成形金型における部材搬送供給装置。
- 供給部から供給される柔軟かつ可塑性である被搬送供給部材をチャック部で受け取り、フープ状搬送ベルトに設けた保持部に前記被搬送供給部材を挿入して位置決め、整列させて移載した後、前記搬送ベルトを成形機構へ間欠搬送させ前記被搬送供給部材を成形して成形体を形成し、この成形体の不要部分を切断分離して除去することを特徴とする成形金型における部材搬送供給方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005139533A JP4380588B2 (ja) | 2005-05-12 | 2005-05-12 | 成形金型における部材搬送供給方法およびその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005139533A JP4380588B2 (ja) | 2005-05-12 | 2005-05-12 | 成形金型における部材搬送供給方法およびその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006315270A JP2006315270A (ja) | 2006-11-24 |
| JP4380588B2 true JP4380588B2 (ja) | 2009-12-09 |
Family
ID=37536358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005139533A Expired - Fee Related JP4380588B2 (ja) | 2005-05-12 | 2005-05-12 | 成形金型における部材搬送供給方法およびその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4380588B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016022659A (ja) * | 2014-07-18 | 2016-02-08 | 株式会社明王化成 | インサート成形金型及びインサート成形法 |
| CN110253828B (zh) * | 2019-07-10 | 2023-09-22 | 深圳市锴诚精密模具有限公司 | 一种用于加工排纸导板的全自动生产设备及其控制方法 |
| CN111590816B (zh) * | 2020-06-03 | 2021-11-30 | 赵乾 | 一种注塑生产中金属镶件自动化夹取机构的递进输送组件 |
| CN117428446B (zh) * | 2023-12-21 | 2024-03-22 | 广东敏卓机电股份有限公司 | 一种轴承装配机构及电机组装设备 |
-
2005
- 2005-05-12 JP JP2005139533A patent/JP4380588B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006315270A (ja) | 2006-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6363606B2 (ja) | 部品実装装置 | |
| JP4888582B2 (ja) | ロボット装置及び加工システム並びに加工品の製造方法 | |
| CN105519250A (zh) | 供料器 | |
| CN101450518B (zh) | 载带制作装置及元件供应装置 | |
| CN100355158C (zh) | 复式压接装置及端子供给组件 | |
| CN110125643B (zh) | 全自动色带组装机 | |
| CN104770077A (zh) | 具有元件自动暴露装置的载带的自动供给设备 | |
| JP5448887B2 (ja) | スプライシングされたキャリアテープ、そのキャリアテープに適用される検出用マーク、そのキャリアテープを送る方法および部品供給装置 | |
| CN111542477A (zh) | 用于将标签施加到香烟包装件上的方法和设备 | |
| JP4380588B2 (ja) | 成形金型における部材搬送供給方法およびその装置 | |
| KR102163191B1 (ko) | 용기 상단 라벨 부착 장치 | |
| TWI527531B (zh) | 拉鏈組裝機中的拉片供給裝置及其拉片定位部 | |
| JP6434500B2 (ja) | キャリアテープ検出装置および検知方法 | |
| JP5416825B2 (ja) | 電子部品の実装装置及び実装方法 | |
| KR101871377B1 (ko) | 렌즈배럴용 레이저 마킹장치 | |
| CN107926147A (zh) | 料带处理方法及料带修复构件 | |
| JP5160819B2 (ja) | 電子部品の実装装置及び実装方法 | |
| CN110911333A (zh) | 带粘贴装置 | |
| CN113561396A (zh) | 树脂模塑装置 | |
| JP2006326813A (ja) | 薄肉部品積層体の自動組立装置および薄肉部品を備えた荷姿構造 | |
| US20240196583A1 (en) | Feeder and component mounting apparatus | |
| CN119566817B (zh) | 自动组装磁铁线体及其控制方法 | |
| JP6543750B2 (ja) | 部品実装装置 | |
| JPH11245093A (ja) | 打ち抜き方法およびこの方法に用いる打ち抜き装置 | |
| KR100568667B1 (ko) | 플렉시블 기판용 가이드 제거장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070226 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20070313 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090526 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090901 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090914 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |