JP4382302B2 - シート送出装置 - Google Patents
シート送出装置 Download PDFInfo
- Publication number
- JP4382302B2 JP4382302B2 JP2001134823A JP2001134823A JP4382302B2 JP 4382302 B2 JP4382302 B2 JP 4382302B2 JP 2001134823 A JP2001134823 A JP 2001134823A JP 2001134823 A JP2001134823 A JP 2001134823A JP 4382302 B2 JP4382302 B2 JP 4382302B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- belt
- sheet roll
- feeding
- roll group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 238000001514 detection method Methods 0.000 description 10
- 238000002372 labelling Methods 0.000 description 9
- 238000012840 feeding operation Methods 0.000 description 8
- 230000007423 decrease Effects 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 238000007562 laser obscuration time method Methods 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
Images













Landscapes
- Controlling Sheets Or Webs (AREA)
- Replacement Of Web Rolls (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
Description
【発明の属する技術分野】
この発明は、長尺の帯状シートが巻回された複数のシートロールから帯状シートを連続的に送出するシート送出装置に関する。
【0002】
【従来の技術】
容器等に装着されるシュリンクラベル等の筒状のラベルは、多数のラベルが繋がった状態でシート状に折り畳まれた長尺帯状のラベル形成基材を、ラベリング装置において順次切断することで個別のラベルを形成しながら容器等に装着するのが一般的であり、こういった長尺帯状のラベル形成基材のような帯状シートは、通常、ロール状に巻回されたシートロールとして供給されるため、ラベリング装置には、複数のシートロールから帯状シートを円滑かつ連続的に繰り出すことができるように、複数のシートロールを相互に接続した状態で多段に積み重ねたシートロール群から積極的に帯状シートを送出するシート送出装置が並設されている。
【0003】
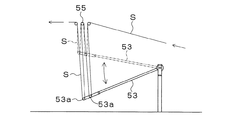
こういったシート送出装置としては、例えば、図11及び図12に示すようなものがある。このシート送出装置50は、図13に示すように、長尺の帯状シートSが巻回された複数のシートロールSRを相互に接続した状態で多段に積み重ねたシートロール群RGを回転可能に装着するシートロール装着台51と、このシートロール装着台51に装着されたシートロール群RGを回転させる駆動モータ52と、先端部が上下方向に揺動するように基端部が軸支された揺動アーム53とを備えており、シートロール群RGから送出された帯状シートSは、複数のターンバー54a〜54eを介して順次案内され、揺動アーム53の先端部の上方に固定設置された複数の固定ローラ55と、揺動アーム53の先端部に取り付けられた複数の可動ローラ53aとに交互に掛け渡された状態で、ラベリング装置等の帯状シートの繰出装置に導かれている。
【0004】
このシート送出装置50は、シートロール群RGを回転させることによって、帯状シートSを各シートロールSRから順次送出するようになっているが、帯状シートSを送出しているシートロールSRは、帯状シートSを送出するに従って徐々に小径になっていくので、一定の回転数でシートロール群RGを回転させると、帯状シートSの送出速度が徐々に小さくなっていき、一定の速度で帯状シートSを繰り出そうとしている繰出装置側における帯状シートSの繰出速度と、シート送出装置50側における帯状シートSの送出速度とがバランスしなくなり、シートロール群RGから円滑に帯状シートSを繰り出すことができなくなる。
【0005】
このように、繰出装置側における帯状シートSの繰出速度と、シート送出装置50側における帯状シートSの送出速度とがバランスしなくなると、揺動アーム53が揺動し始めるので、このシート送出装置50では、揺動アーム53が所定状態に保持されるように、シートロール群RGの回転数、即ち、シートロール群RGを回転させている駆動モータ52の回転数を制御することで、各シートロールSRの径変化に影響を受けることなく、常時、繰出装置側における帯状シートSの繰出速度とシート送出装置50側における帯状シートSの送出速度とがバランスするように、シートロール群RGから帯状シートSを連続的に送出することができるようになっている。
【0006】
【発明が解決しようとする課題】
従って、上述したように、揺動アーム53が所定状態に保持されるように、シートロール群RGの回転数を制御するシート送出装置50では、帯状シートSを送出しているシートロールSRが次の段のシートロールSRに移行する時点では、シートロールSRの径が最小径から最大径に変化することになるので、シートロール群RGの回転数も、最大回転数から最小回転数に変化させなければならないが、駆動モータ52の回転数を瞬時に最大回転数から最小回転数に変化させることはできないので、次の段のシートロールSRに移行した直後は、シート送出装置50側における帯状シートSの送出速度が、繰出装置側における帯状シートSの繰出速度より大きくなり、一時的にシート送出装置50から余分に帯状シートSが送出されることになる。
【0007】
このように、シートロールSRの移行直後に送出された帯状シートSの余剰分は、図14に示すように、揺動アーム53が下方側に回動することによって吸収することになるが、例えば、繰出装置側が高速のラベリング装置のように、帯状シートSの繰出速度が大きくなると、シートロール群RGの最大回転時における帯状シートSの送出量と最小回転時における帯状シートSの送出量との差が、低速のラベリング装置に比べて格段に大きくなり、シートロールSRの移行直後に発生する帯状シートSの余剰分もかなり大きくなる。
【0008】
従って、繰出装置側における帯状シートSの繰出速度が大きい場合は、上述した揺動アーム53の回動だけでは、シートロールSRの移行直後に送出された帯状シートSの余剰分を吸収することができなくなり、送出された帯状シートSに弛みが発生することによって、帯状シートSがその移動経路の周辺部位に引っかかって繰出不能となったり、その後、急激にテンションがかかって帯状シートSが損傷し易くなるといった問題がある。
【0009】
そこで、この発明の課題は、繰出装置側における帯状シートの繰出速度が大きい場合であっても、シートロール群から送出された帯状シートに弛みが発生することがなく、繰出装置側が円滑に帯状シートを繰り出すことのできるシート送出装置を提供することにある。
【0010】
【課題を解決するための手段及びその効果】
上記の課題を解決するため、請求項1に係る発明は、長尺の帯状シートが巻回された複数のシートロールから前記帯状シートを連続的に送出することができるように、複数の前記シートロールを相互に接続した状態で多段に積み重ねたシートロール群を回転可能に装着するシートロール装着台と、前記シートロール装着台に装着された前記シートロール群を回転させる回転駆動手段と、前記シートロール群から前記帯状シートを繰り出そうとしている繰出装置側における前記帯状シートの繰出速度と、前記シートロール群からの前記帯状シートの送出速度とが略一致するように、前記シートロール群の回転数を制御する制御手段と、前記帯状シートを送出している前記シートロールにおける前記帯状シートの残量を検出する残量検出手段と、前記繰出装置との間に設置された前記帯状シートの貯留手段とを備え、前記残量検出手段によって検出された、前記帯状シートを送出している前記シートロールにおける前記帯状シートの残量が残り僅かになった時点で、前記シートロール群の回転数を予め設定されている基準回転数まで強制的に落とし、次の段の前記シートロールから前記帯状シートが送出されるようになった後に、前記制御手段による前記シートロール群の回転数制御が再開されるようになっており、前記貯留手段は、前記シートロール群から送出された前記帯状シートが交互に掛け渡される、上方に固定設置された複数の固定ローラ及びこの固定ローラの下方側で昇降する一または複数の可動ローラと、一または複数の前記可動ローラを所定の高さ位置に保持する保持機構とを有し、一または複数の前記可動ローラは、前記シートロール群の回転数制御が行われているときには前記保持機構によって所定の高さ位置に保持されており、前記シートロール群が基準回転数で回転しているときには前記保持機構による保持が解除されて昇降可能な状態となっていることを特徴とするシート送出装置を提供するものである。
【0011】
以上のように、このシート送出装置では、残量検出手段によって検出された、帯状シートを送出しているシートロールにおける帯状シートの残量が残り僅かになった時点で、シートロール群の回転数を基準回転数まで落とすようにしているので、シートロールの移行直前では、帯状シートの送出速度が繰出装置側における帯状シートの繰出速度より小さくなって、必要量の帯状シートをシートロールから送出することができなくなるが、その不足分は、繰出装置との間に設置された貯留手段に貯留された帯状シートが送出されることによって補われるので、全体的に帯状シートの繰出と送出とのバランスが崩れることがない。
【0012】
また、次の段のシートロールから帯状シートが送出されるようになった後に、制御手段によるシートロール群の回転数制御が再開されるようになっているが、次の段のシートロールに移行した時点では、既に、シートロール群の回転数が基準回転数まで落とされているので、大きな変動を与えることなく、帯状シートの繰出と送出とがバランスした定常状態に速やかに移行させることができる。
【0013】
従って、このシート送出装置では、繰出装置側における帯状シートの繰出速度が大きくなっても、貯留手段における帯状シートの貯留量を適宜調整することによって、シートロールの移行時においても弛みを発生させることなく、円滑に帯状シートを送出することが可能となる。
【0014】
また、このシート送出装置では、貯留手段が、シートロール群から送出された帯状シートが交互に掛け渡される、上方に固定設置された複数の固定ローラ及びこの固定ローラの下方側で昇降する一または複数の可動ローラと、一または複数の可動ローラを所定の高さ位置に保持する保持機構とを有し、一または複数の可動ローラは、シートロール群の回転数制御が行われているときには保持機構によって所定の高さ位置に保持されており、シートロール群が基準回転数で回転しているときには保持機構による保持が解除されて昇降可能な状態になっているので、シートロール群の回転数制御が行われている定常状態においては、この貯留手段に貯留された帯状シートが送出されることはなく、シートロールの移行時に発生する帯状シートの不足分を補うためにだけ、貯留手段に貯留された帯状シートを確実に使用することができる。
【0015】
また、請求項2に係る発明のシート送出装置のように、前記貯留手段の上流側に、先端部が上下方向に揺動するように基端部が軸支された揺動アームを設置し、前記シートロール群から繰り出された前記帯状シートを、前記揺動アームの先端部の上方に固定設置された複数の固定ローラと、前記揺動アームの先端部に取り付けられた一または複数の可動ローラとに交互に掛け渡した状態で、前記貯留手段に導き、前記揺動アームが所定状態に保持されるように、前記制御手段が前記シートロール群の回転数を制御するようにしたものにあっては、簡単な機構で、繰出装置側における帯状シートの繰出速度とシートロール群からの帯状シートの送出速度とが略一致するように、シートロール群の回転速度を制御することができると共に、何らかの原因で繰出装置側における帯状シートの繰出速度とシートロール群からの帯状シートの送出速度とのバランスが多少崩れても、揺動アームが上下方向に揺動することによって即座に吸収することができる。
【0017】
また、請求項3に係る発明のシート送出装置のように、前記貯留手段が、前記シートロール群から送出された前記帯状シートが交互に掛け渡される、上方に固定設置された複数の固定ローラ及びこの固定ローラの下方側で昇降する一または複数の可動ローラを備え、一または複数の前記可動ローラを含む可動部分における前記可動ローラ1個当りの重量が、前記揺動アームの先端部における前記可動ローラ1個あたりの重量より大きくなるように設定されているものにあっては、貯留手段から帯状シートが送出され始めた後、貯留手段に帯状シートが補充されるまでの間は、重量の小さい揺動アームの先端部が上方に持ち上がった状態に保持されるので、次の段のシートロールから帯状シートが送出されるようになった時点で即座に初期の回転数制御に戻すことにより、貯留手段から送出された帯状シートが自動的に補充される。なお、ここにいう「一または複数の可動ローラを含む可動部分における可動ローラ1個当りの重量」とは、可動部分の全重量をその可動ローラの数で除した重量という意味であり、「揺動アームの先端部における可動ローラ1個あたりの重量」とは、可動ローラを含む揺動アームの先端部の全重量をその可動ローラの数で除した重量という意味である。
【0018】
【発明の実施の形態】
以下、実施の形態について図面を参照して説明する。図1〜図3に示すように、このシート送出装置1は、長尺の帯状シートSが巻回された複数のシートロールSRを多段に積み重ねたシートロール群RGを回転させることによって、各シートロールSRから帯状シートSを送出するシート送出部10と、このシート送出部10から送出された帯状シートSを所定の移動経路に沿って案内するシート案内部20とを備えている。
【0019】
前記シートロール群RGを構成しているシートロールSRは、図13に示すように、相互に回転しないように、周り止めされた状態で多段に積み重ねることができるリールRにそれぞれ装着されており、各シートロールSRは、上段のシートロールSRにおける帯状シートSの巻始部分を隣接する下段のシートロールSRにおける帯状シートSの巻終部分に接続するといった具合に、順次接続されており、多段に積み重ねられた複数のシートロールSR間にわたって帯状シートSを連続的に繰り出すことができるようになっている。
【0020】
前記シート送出部10は、シートロール群RGを回転可能に装着するシートロール装着台11と、このシートロール装着台11に装着されたシートロール群RGを回転させる駆動モータ12とから構成されており、駆動モータ12には、その回転数を変化させることができるように、インバータが付設されている。なお、シートロール装着台11には、フロア上を水平移動させるためのキャスタ13が取り付けられている。
【0021】
前記シート案内部20は、シートロール装着台11に装着されたシートロール群RGを構成している各シートロールSRにおける帯状シートSの残量をそれぞれ検出する残量検出手段としての複数の超音波センサ21と、シート送出部10から送出された帯状シートSを方向転換させる5本のターンバー23a〜23eと、先端部が上下方向に揺動するように基端部が軸支された揺動アーム24と、シート送出部10から送出された帯状シートSを貯留する貯留手段28とを備えており、シート送出部10によってシートロール群RGから送出された帯状シートSは、5本のターンバー23a〜23eによって順次方向転換しながら揺動アーム24まで案内され、揺動アーム24の先端部の上方に固定設置された3個の固定ローラ26と、揺動アーム24の先端部に取り付けられた2個の可動ローラ25とに交互に掛け渡された状態で貯留手段28に導かれている。なお、5本のターンバー23a〜23eのうち、中間のターンバー23cを介して相互に離れた位置に設けられている2本のターンバー23b、23dについては、帯状シートSがその幅方向の全長にわたって略均一に接触するように、下方側を湾曲させてある。
【0022】
前記揺動アーム24の回動軸には、揺動アーム24の角度を検出するポテンションメータ27が取り付けられており、このポテンションメータ27によって検出された揺動アーム24の角度信号が図示しない制御手段に入力され、この制御手段によって、揺動アーム24が所定の角度に保持されるように、駆動モータ12の回転数がフィードバック制御されるようになっている。これによって、各シートロールSRの径変化に影響を受けることなく、下流側に設置されるラベリング装置等の繰出装置側における帯状シートSの繰出速度とシートロール群RGからの帯状シートSの送出速度とがバランスし、繰出装置がシートロール群RGから帯状シートSを円滑に繰り出すことができるようになっている。
【0023】
前記超音波センサ21は、シートロールSRの外周面までの距離を測定することによって、そのシートロールSRにおける帯状シートSの残量を検出するようになっており、図1及び図3に示すように、隣接する上下のシートロールSRの残量を検出している超音波センサ21同士が相互干渉しないように、一定間隔を開けて立設された2本の支持レール22に、8つの超音波センサ21がそれぞれ1段毎に交互に取り付けられている。
【0024】
各超音波センサ21から出力される残量検出信号は、上述した制御手段にそれぞれ入力されるようになっており、この制御手段は、入力された残量検出信号に基づいて、その時点で帯状シートSを送出しているシートロールSRを認識すると共に、そのシートロールSRにおける帯状シートSの残量が残り僅かになった時点で、シートロール群RGの回転数を、シートロールSRが最大径の時に揺動アーム24を所定の角度に保持するための回転数(最小回転数)よりも10〜20%程度高めに設定された基準回転数で強制的に定速回転させるようになっている。
【0025】
前記貯留手段28は、図1、図2及び図4に示すように、上方に固定設置された6個の固定ローラ29及びこの固定ローラ29の下方側で昇降するプレート30に取り付けられた5個の可動ローラ31と、プレート30を所定の高さ位置に保持する保持機構32と、所定の高さ位置まで降下しているプレート30を検出する検出センサ33とを備えており、6個の固定ローラ29と、所定の高さ位置に保持された状態の5個の可動ローラ31とに帯状シートSを交互に掛け渡すことによって、所定長さの帯状シートSが貯留されるようになっている(図2参照)。
【0026】
前記保持機構32は、図4(a)、(b)に示すように、プレート30に固着された係止片32aと、ベース部材28aに固定設置されたシリンダ32bとから構成されており、進退するシリンダ32bのピストンロッドが、プレート30に固着された係止片32aを係止することで、プレート30、即ち、5個の可動ローラ31が所定位置に保持されるようになっている。
【0027】
この保持機構32によるプレート30の保持は、シートロール群RGを基準回転数で強制的に定速回転させるようになった時点で制御手段から出力される解除信号に従って解除され、プレート30に取り付けられた5個の可動ローラ31が昇降可能な状態となる。そして、一旦上昇したプレート30が降下し、検出センサ33によって検出されると、この保持機構32によってプレート30が再度保持されるようになっている。
【0028】
また、プレート30及び可動ローラ31を含む可動部分における可動ローラ31の1個あたりの重量(可動部分の全重量を可動ローラ31の数で除した重量)が、揺動アーム24の先端部における可動ローラ25の1個あたりの重量(揺動アーム24の先端部の全重量を可動ローラ25の数で除した重量)より小さくなるように設定されており、保持機構32によるプレート30の保持が解除された状態では、揺動アーム24の先端部が上方に持ち上がる前にプレート30及び可動ローラ31が上昇するようになっている。
【0029】
なお、シート送出部10とシート案内部20とは、図1及び図5(a)、(b)に示すように、シート案内部20に上下方向にスライド自在に取り付けられたレバー付きのロック棒20aを押し下げて、シートロール装着台11に取り付けられたブロック10aのロック穴に挿入することによって相互に連結され、シートロール装着台11に装着されたシートロール群RGを回転駆動させる際に発生する振動によって、シート送出部10がシート案内部20に対して位置ずれしないようになっている。
【0030】
以上のように構成されたシート送出装置1における帯状シートSの送出動作について、図6及び図7を参照しながら説明する。駆動モータ12を回転させることによって、最上段のシートロールSRから帯状シートSが送出され始めると、図6(a)、(b)に示すように、そのシートロールSRの残量が徐々に少なくなっていくことに伴って、そのシートロールSRの径が徐々に小さくなっていくが、上述したように、このシート送出装置1では、揺動アーム24が所定の角度に保持されるように、駆動モータ12の回転数が制御されるので、そのシートロールSRの径変化に影響を受けることなく、図7(a)に示すように、下流側に設置されるラベリング装置等の繰出装置側における帯状シートSの繰出速度V1とシートロール群RGからの帯状シートSの送出速度V2とがバランスした状態で、繰出装置によってシートロール群RGから帯状シートSが円滑に繰り出される。
【0031】
このようにして、最上段のシートロールSRから帯状シートSが連続的に送出されていくが、図6(a)、(c)に示すように、最上段のシートロールSRにおける帯状シートSの残量が残り僅かになった時点(T1)において、シートロール群RGの回転数を最小回転数より10〜20%程度高く設定された基準回転数に落として定速で回転させると共に、貯留手段28における保持機構32によるプレート30の保持を解除して可動ローラ31を昇降可能な状態にする(図4(b)参照)。このとき、シートロール群RGの回転数は最大回転数に近づいているので、シートロール群RGの回転数を瞬時に基準回転数まで落とすことはできず、シートロール群RGの回転数が基準回転数まで低下するのに若干の時間を要することになる。
【0032】
このように、最上段のシートロールSRにおける帯状シートSの残量が残り僅かになった時点でシートロール群RGの回転数を基準回転数まで落とすと、図7(b)に示すように、シートロール群RGから送出される帯状シートSの送出速度V2が、繰出装置側における帯状シートSの繰出速度V1に比べて小さくなるので、必要な帯状シートSをシートロール群RGから送出することができなくなるが、その不足分は、可動ローラ31が上昇することにより、貯留手段28に貯留されている帯状シートSが送出されることで補われる(図6(d)参照)。なお、シートロール群RGが基準回転数で定速回転を始める初期段階では、主として貯留手段28から帯状シートSが送出されることになるので、揺動アーム24はゆっくりと下方側に回動し始める(図7(b)参照)。
【0033】
その後、最上段のシートロールSRにおける帯状シートSを使い切って、次の段のシートロールSRから帯状シートSが送出されるようになると、図6(b)、(c)に示すように、帯状シートSを送出しているシートロールSRの径は最小径から最大径に変化するが、シートロール群RGの回転数は、最小回転数より高い基準回転数に維持されているので、図7(c)に示すように、シートロール群RGから送出される帯状シートSの送出速度V2が、繰出装置側における帯状シートSの繰出速度V1に比べて大きくなる。このため、繰出装置側における帯状シートSの繰出量より多くの帯状シートSがシートロール群RGから送出されることになるが、その余剰分は、可動ローラ31が降下することによって貯留手段28に貯留されはじめる(図6(d)参照)。
【0034】
そして、可動ローラ31を支持しているプレート30が初期の高さ位置まで降下すると、即ち、図6(d)に示すように、貯留手段28に所定量の帯状シートSが貯留されると(T2)、検出センサ33によってプレート30が検出されるので、検出センサ33からの検出信号を受信した制御手段が保持機構32のシリンダ32bを作動させることによって、プレート31を再び初期の高さ位置に保持すると共に(図4(a)参照)、シートロール群RGを基準回転数で定速回転させていた状態から、揺動アーム24が所定状態に保持されるように、シートロール群RGの回転数を制御する初期の回転数制御に切り替える。
【0035】
これによって、繰出装置側における帯状シートSの繰出速度V1とシートロール群RGから送出される帯状シートSの送出速度V2とがバランスし、図7(a)に示すような定常状態に移行する。なお、図6(c)に示すように、駆動モータ12を回転数制御に切り替える直前のシートロール群RGの回転数(基準回転数)と、駆動モータ12を回転数制御に切り替えた直後に要求されるシートロール群RGの回転数とは大きく異なっていないので、短時間でスムーズに定常状態に移行することになる。
【0036】
以後、同様の動作を繰返すことによって、上段のシートロールSRから下段のシートロールSRへと順次移行しながら、シートロール群RGから帯状シートSが連続的に送出されることになる。
【0037】
以上のように、このシート送出装置1では、帯状シートSを送出しているシートロールSRにおける帯状シートSの残量が残り僅かになった時点で、シートロール群RGの回転数を基準回転数まで落とし、帯状シートSの不足分を貯留手段28から送出するようにしているので、高速のラベリング装置のように、繰出装置側における帯状シートSの繰出速度が大きくなっても、貯留手段28における帯状シートSの貯留量を適宜調整することによって、シートロールSRの移行時においても弛みを発生させることなく、円滑に帯状シートSを送出することができる。
【0038】
また、従来のシート送出装置では、各シートロールSRにおける帯状シートSの巻き数を多くすると、最大径と最小径との差が大きくなり、シートロールSRの移行時におけるシートロール群RGの回転数の変化量が大きくなるので、繰出装置側における帯状シートSの繰出速度が大きくなった場合と同様の問題が発生することになるが、このシート送出装置1では、こういった巻き数の多いシートロールSRを使用した場合でも、弛みを発生させることなく、円滑に帯状シートSを送出することができるので、連続的に繰り出すことができる帯状シートSの長さを長くすることができるという効果も得られる。
【0039】
また、上述したように、このシート送出装置1では、シートロール群RGの回転数制御が行われている定常状態においては可動ローラ31を所定の高さ位置に保持し、シートロールSRの移行段階において可動ローラ31を昇降させることができるようにしたので、定常状態においては貯留手段28に貯留された帯状シートSが送出されることはなく、シートロールSRの移行時に発生する帯状シートSの不足分を補うためにだけ、貯留手段28に貯留された帯状シートSを確実に使用することができる。
【0040】
また、上述したように、シートロール群RGを定速回転させる際の基準回転数を、シートロールSRが最大径のときに要求される最小回転数よりも10〜20%程度高めに設定することによって、シートロールSRの移行直前に貯留手段28から送出された帯状シートSを、シートロールSRの移行後に自動的に補充するようにしたため、貯留手段28には、シートロールSRの1回の移行に必要な貯留容量を確保しておけばよく、貯留手段28の設置スペースを最小限に抑えることができる。
【0041】
また、このシート送出装置1では、従来のシート送出装置に比べて、湾曲した2本のターンバー23b、23dの間隔を大きくしたため、下段側のシートロールSRから送出される帯状シートSの走行ラインの角度が緩やかになり(図2及び図12参照)、安定した状態で円滑に帯状シートSを送出することができる。
【0042】
図8〜図10は、他の実施形態であるシート送出装置における帯状シートの送出動作を説明するための動作説明図である。このシート送出装置は、上述したシート送出装置1とは異なり、プレート30及び可動ローラ31を含む可動部分における可動ローラ31の1個あたりの重量(可動部分の全重量を可動ローラ31の数で除した重量)が、揺動アーム24の先端部における可動ローラ25の1個あたりの重量(揺動アーム24の先端部の全重量を可動ローラ25の数で除した重量)より大きくなるように設定されていると共に、シートロール群RGを定速で回転させる基準回転数が最小回転数に設定されており、以下のようにして、シートロールSRの移行時における制御が行われる。
【0043】
図8(a)に示すように、下流側に設置されるラベリング装置等の繰出装置側における帯状シートSの繰出速度V1とシートロール群RGからの帯状シートSの送出速度V2とがバランスした状態で、繰出装置によってシートロール群RGから帯状シートSが連続的に送出されていき、図10に示すように、シートロールSRにおける帯状シートSの残量が残り僅かになった時点(T1)で、シートロール群RGの回転数を基準回転数(最小回転数)まで落とすと、シートロール群RGから送出される帯状シートSの送出速度V2が、繰出装置側における帯状シートSの繰出速度V1に比べて小さくなるので、必要な帯状シートSをシートロール群RGから送出することができなくなるが、その不足分は、図8(b)に示すように、まず、可動ローラ1個当りの重量が小さい揺動アーム24の先端部が上方側に持ち上がることで、固定ローラ26と可動ローラ25との間に貯留されている帯状シートSが送出された後、同図(c)に示すように、可動ローラ1個あたりの重量が大きい貯留手段28の可動部分(プレート30、可動ローラ31)が上昇することで、貯留手段28に貯留されている帯状シートSが送出されることによって補われる。
【0044】
続いて、次の段のシートロールSRから帯状シートSが送出されるようになると、シートロール群RGを基準回転数で定速回転させていた状態から、揺動アーム24が所定状態に保持されるように、シートロール群RGの回転数を制御する初期の回転数制御に切り替える。具体的には、各シートロールSR間における帯状シートSの接続部分に貼着されているアルミニウムテープが、帯状シートSの走行ライン上における所定の検出位置で検出された時点で初期の回転数制御に切り替えることになる。
【0045】
このとき、揺動アーム24は、その先端部が上方に持ち上がった状態に保持されているので、この揺動アーム24を所定状態に戻すために、シートロール群RGの回転数が上昇し(図10参照)、シートロール群RGから送出される帯状シートSの送出速度V2が、繰出装置側における帯状シートSの繰出速度V1に比べて大きくなって、繰出装置側における帯状シートSの繰出量より多くの帯状シートSがシートロール群RGから送出されることになるが、その余剰分は、図9(a)に示すように、可動ローラ1個あたりの重量が大きい貯留手段28の可動部分(プレート30、可動ローラ31)が降下することによって貯留手段28に貯留されるので、可動ローラ1個あたりの重量が小さい揺動アーム24の先端部は、依然として、上方に持ち上がった状態に保持されている。
【0046】
このようにして、貯留手段28の可動部分(プレート30、可動ローラ31)が初期の高さ位置まで降下することによって、貯留手段28に所定量の帯状シートSが貯留されると、同図(b)に示すように、揺動アーム24の先端部が降下し始め、短時間で揺動アーム24が所定状態に保持された、図8(a)に示すような定常状態に移行することになる。
【0047】
以上のように、このシート送出装置では、貯留手段28の可動ローラ31及びプレート30の重量(可動ローラ31の1個あたりの重量)を、揺動アーム24の先端部の重量(可動ローラ25の1個あたりの重量)より大きくすることによって、貯留手段28から帯状シートSが送出され始めた後、貯留手段28に帯状シートSが補充されるまでの間は、揺動アーム24の先端部が上方に持ち上がった状態に保持されるようにしたので、次の段のシートロールSRから帯状シートSが送出されるようになった時点で即座に初期の回転数制御に戻すことにより、貯留手段28から送出された帯状シートSが自動的に補充され、シート送出装置1のように、次の段のシートロールSRから帯状シートSが送出されるようになった後も、引き続き最小回転数より高い回転数に設定された基準回転数でシートロール群RGを強制的に定速回転させる必要がない。
【0048】
なお、上述した各実施形態では、揺動アーム24が所定の状態に保持されるように、シートロール群RGの回転数を制御することで、繰出装置側における帯状シートの繰出速度とシートロール群RGから送出される帯状シートSの送出速度とをバランスさせるようにしているが、これに限定されるものではなく、例えば、貯留手段28と同様に、固定ローラ26の下方側に自由に昇降する可動ローラを設けると共に固定ローラ26と可動ローラとに帯状シートを掛け渡し、可動ローラが所定の高さ位置に保持されるように、シートロール群RGの回転数を制御することも可能である。
【0049】
また、上述した各実施形態では、各シートロールSRにおける帯状シートSの残量を超音波センサ21によって検出するようにしているが、これに限定されるものではなく、例えば、シートロール群RGの回転数が所定の回転数まで上昇すると、シートロールSRにおける帯状シートSの残量が残りわずかであると判断して、シートロール群RGを強制的に基準回転数で定速回転させることも可能である。ただし、超音波センサを使用すると、精度よく帯状シートの残量検出を行うことができるので、残量検出手段としては超音波センサを使用するのが望ましい。
【0050】
また、上述した第2の実施形態では、帯状シートSの接続部に貼着されたアルミニウムテープを帯状シートSの走行ライン上で検出したタイミングで、定速回転から回転数制御へ切り替えるようにしているが、これに限定されるものではなく、帯状シートSの残量を検出する複数の超音波センサ21によって、その切換タイミングを検知することも可能である。
【図面の簡単な説明】
【図1】この発明にかかるシート送出装置の一実施形態を示す平面図である。
【図2】同上のシート送出装置を示す側面図である。
【図3】同上のシート送出装置を示す正面図である。
【図4】(a)、(b)は同上のシート送出装置における貯留手段に使用されている保持機構を示す詳細図である。
【図5】(a)、(b)は同上のシート送出装置におけるシート送出部とシート案内部の連結機構を示す詳細図である。
【図6】(a)〜(d)は同上のシート送出装置における帯状シートの送出動作を説明するための動作説明図である。
【図7】(a)〜(c)は同上のシート送出装置における帯状シートの送出動作を説明するための動作説明図である。
【図8】(a)〜(c)は他の実施形態であるシート送出装置における帯状シートの送出動作を説明するための動作説明図である。
【図9】(a)、(b)は同上のシート送出装置における帯状シートの送出動作を説明するための動作説明図である。
【図10】同上のシート送出装置における帯状シートの送出動作を説明するための動作説明図である。
【図11】従来のシート送出装置を示す平面図である。
【図12】同上のシート送出装置を示す側面図である。
【図13】シート送出装置に装着されるシートロール群を示す斜視図である。
【図14】従来のシート送出装置における帯状シートの送出動作を説明するための動作説明図である。
【符号の説明】
1 シート送出装置
10 シート送出部
11 シートロール装着台
12 駆動モータ(回転駆動手段)
20 シート案内部
21 超音波センサ(残量検出手段)
24 揺動アーム
25 可動ローラ
26 固定ローラ
28 貯留手段
29 固定ローラ
31 可動ローラ
32 保持機構
S 帯状シート
SR シートロール
RG シートロール群
Claims (3)
- 長尺の帯状シートが巻回された複数のシートロールから前記帯状シートを連続的に送出することができるように、複数の前記シートロールを相互に接続した状態で多段に積み重ねたシートロール群を回転可能に装着するシートロール装着台と、
前記シートロール装着台に装着された前記シートロール群を回転させる回転駆動手段と、
前記シートロール群から前記帯状シートを繰り出そうとしている繰出装置側における前記帯状シートの繰出速度と、前記シートロール群からの前記帯状シートの送出速度とが略一致するように、前記シートロール群の回転数を制御する制御手段と、
前記帯状シートを送出している前記シートロールにおける前記帯状シートの残量を検出する残量検出手段と、
前記繰出装置との間に設置された前記帯状シートの貯留手段とを備え、
前記残量検出手段によって検出された、前記帯状シートを送出している前記シートロールにおける前記帯状シートの残量が残り僅かになった時点で、前記シートロール群の回転数を予め設定されている基準回転数まで強制的に落とし、次の段の前記シートロールから前記帯状シートが送出されるようになった後に、前記制御手段による前記シートロール群の回転数制御が再開されるようになっており、
前記貯留手段は、前記シートロール群から送出された前記帯状シートが交互に掛け渡される、上方に固定設置された複数の固定ローラ及びこの固定ローラの下方側で昇降する一または複数の可動ローラと、
一または複数の前記可動ローラを所定の高さ位置に保持する保持機構とを有し、
一または複数の前記可動ローラは、前記シートロール群の回転数制御が行われているときには前記保持機構によって所定の高さ位置に保持されており、前記シートロール群が基準回転数で回転しているときには前記保持機構による保持が解除されて昇降可能な状態となっていることを特徴とするシート送出装置。 - 前記貯留手段の上流側には、先端部が上下方向に揺動するように基端部が軸支された揺動アームが設置されており、
前記シートロール群から繰り出された前記帯状シートは、前記揺動アームの先端部の上方に固定設置された複数の固定ローラと、前記揺動アームの先端部に取り付けられた一または複数の可動ローラとに交互に掛け渡された状態で、前記貯留手段に導かれており、
前記制御手段は、前記揺動アームが所定状態に保持されるように、前記シートロール群の回転数を制御している請求項1に記載のシート送出装置。 - 前記貯留手段は、前記シートロール群から送出された前記帯状シートが交互に掛け渡される、上方に固定設置された複数の固定ローラ及びこの固定ローラの下方側で昇降する一または複数の可動ローラを備え、
一または複数の前記可動ローラを含む可動部分における前記可動ローラ1個当りの重量が、前記揺動アームの先端部における前記可動ローラ1個当りの重量より大きくなるように設定されている請求項2に記載のシート送出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001134823A JP4382302B2 (ja) | 2001-05-02 | 2001-05-02 | シート送出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001134823A JP4382302B2 (ja) | 2001-05-02 | 2001-05-02 | シート送出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002326746A JP2002326746A (ja) | 2002-11-12 |
| JP4382302B2 true JP4382302B2 (ja) | 2009-12-09 |
Family
ID=18982422
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001134823A Expired - Fee Related JP4382302B2 (ja) | 2001-05-02 | 2001-05-02 | シート送出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4382302B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8500617B2 (en) | 2008-05-20 | 2013-08-06 | Tsubakimoto Kogyo Co., Ltd. | Method for manufacturing extraction bag sheet |
| MX2018004353A (es) * | 2015-10-16 | 2018-05-22 | Avent Inc | Metodo y sistema para empalmar tiras metalicas adaptables en un proceso de fabricacion de mascarillas. |
-
2001
- 2001-05-02 JP JP2001134823A patent/JP4382302B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002326746A (ja) | 2002-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2335446C2 (ru) | Автоматическое разматывающее устройство непрерывного действия для подачи материала в виде ленты с катушек | |
| CN1064923C (zh) | 具有送进速度调节装置的存放半成品的贮存设备 | |
| US20180345521A1 (en) | Interleaver system for high speed slicing machine having brake for web supply | |
| JP2718776B2 (ja) | 材料分配装置 | |
| SE507509C2 (sv) | Rullstol med dubbla sekundärenheter för upprullning av en löpande bana i en pappersmaskin | |
| JPH07277561A (ja) | ループ領域における加工されるシート材の支承および案内のための装置 | |
| JP4382302B2 (ja) | シート送出装置 | |
| SE509107C2 (sv) | Rullstol med dubbla sekundärenheter | |
| EP0145981B1 (en) | Handling of conical thread packages | |
| JP2001508750A (ja) | 連続的に供給される糸を巻き取るための方法および装置 | |
| CN112319927A (zh) | 一种储膜机构及送膜机 | |
| JP3298664B2 (ja) | うろこ状繰出し形式印刷物の緩衝方法とその装置 | |
| JP2002087661A (ja) | 連続巻出装置及びウェブの連続巻出方法 | |
| JP4704150B2 (ja) | アキューム装置 | |
| JP4068411B2 (ja) | シート繰出装置 | |
| KR100650130B1 (ko) | 권취릴과 그것을 가지는 베니어시트의 권취장치와 합판의 제조방법 | |
| CN114057032A (zh) | 积退丝放线自动转换装置 | |
| JP3275189B2 (ja) | 高伸度糸条の巻取方法ならびに装置 | |
| JP4477866B2 (ja) | 線状物の巻取り方法及び巻取り装置 | |
| JP2002284344A (ja) | 物品移載装置 | |
| JP2849581B2 (ja) | ワインダにおける巻取り用コアの供給装置 | |
| JP2004059239A (ja) | 鉄筋搬送装置 | |
| JP2002335096A (ja) | 薄板状材料の姿勢起伏変更機 | |
| JP2541407B2 (ja) | 解舒補助装置を有する自動ワインダへの給糸ボビン供給方法 | |
| JP2007161409A (ja) | アキューム装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080411 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090616 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090807 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090915 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090917 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| R255 | Notification of exclusion from application |
Free format text: JAPANESE INTERMEDIATE CODE: R2525 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |