JP4389251B2 - 押出し複合異形材及び同時に押出された2つの個別管を巻取り装置により別々に巻取る方法 - Google Patents
押出し複合異形材及び同時に押出された2つの個別管を巻取り装置により別々に巻取る方法 Download PDFInfo
- Publication number
- JP4389251B2 JP4389251B2 JP2004542295A JP2004542295A JP4389251B2 JP 4389251 B2 JP4389251 B2 JP 4389251B2 JP 2004542295 A JP2004542295 A JP 2004542295A JP 2004542295 A JP2004542295 A JP 2004542295A JP 4389251 B2 JP4389251 B2 JP 4389251B2
- Authority
- JP
- Japan
- Prior art keywords
- continuum
- individual
- composite profile
- winding
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/151—Making tubes with multiple passages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/08—Making wire, rods or tubes
- B21C23/085—Making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C31/00—Control devices for metal extruding, e.g. for regulating the pressing speed or temperature of metal; Measuring devices, e.g. for temperature of metal, combined with or specially adapted for use in connection with extrusion presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C35/00—Removing work or waste from extruding presses; Drawing-off extruded work; Cleaning dies, ducts, containers, or mandrels for metal extruding
- B21C35/02—Removing or drawing-off work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/006—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only winding-up or winding-off several parallel metal bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F3/00—Severing by means other than cutting; Apparatus therefor
- B26F3/002—Precutting and tensioning or breaking
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Extrusion Of Metal (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Description
20,20′ 個別管
21 長辺
22 長辺
23 短辺
24 短辺
25 通路
26 通路壁
27 丸み先端
30,30′ 個別管
31 長辺
32 長辺
33 短辺
34 短辺
35 通路
36 通路壁
37 丸み先端
40,40′ 結合個所
41 段部
42 所定破断個所
43 所定破断個所
50 案内ローラ
51 案内ローラ
53 案内ローラ
54 案内ローラ
A 押出しプレス
B 表面被覆
C 乾燥/冷却
D 速度調整装置
E 分離装置
F ローラ
G ローラ
H 変位腕
K 楔
M 結合個所40の中心
R ローラ
S 巻取り装置
S1 巻き枠
S2 巻き枠
b 40の幅
w2 23,24の壁厚
w3 33,34の壁厚
w4 40の壁厚
v1 10の押出し進出速度
v2 Dの後の連続体速度
v3 巻取り速度
α 最大曲げ角
β 最大曲げ角
Claims (11)
- 同時に押出される少なくとも2つの個別管(20,30)を製造しかつ巻取り装置により別々に巻取る方法であって、
同じか又は異なる外側形状及び内側形状の少なくとも2つの個別管(20,30)から構成され並列に設けられる個別管(20,30)が最小幅の結合個所(40)を介して互いに結合されている、複合異形材(10)の連続体が、押出され、
押出しプレス(A)から押出し進出速度(v1)で出る複合異形材(10)の連続体が、速度調整装置(D)へ送られ、そこで複合異形材(10)の連続体が1つの速度(v2)に設定され、
複合異形材(10)の連続体が分離装置(E)へ送られる前に、連続体が結合個所(40)において曲げ硬化による材料硬化を受け、
続いて個別管(20,30)の別々の連続体を得るため、分離装置(E)において、複合異形材(10)の連続体の結合個所(40)が、複合異形材(10)の縦方向に分離され、
それから個別管(20,30)の連続体が、不変な速度(v2)で別々に巻取り装置(S)へ送られ、そこで個別管(20,30)の連続体が、それぞれ1つの巻き枠(S1,S2)へ別々に巻取られ、その際巻取り装置(S)の両方の巻き枠(S1,S2)が、共通な駆動装置を介して、速度(v2)に相当する巻取り速度(v3)で駆動される
ことを特徴とする、方法。 - 押出しプレス(A)から出る複合異形材(10)の連続体が、続く乾燥/硬化及び冷却(C)を伴う表面被覆部署(B)を通り、それから連続体が速度調整装置(D)へ送られ、表面被覆(B)が亜鉛めっき及び/又はろう被覆及び/又は溶剤被覆であることを特徴とする、請求項1に記載の方法。
- 押出しプレス(A)から出る複合異形材(10)の連続体、又は被覆されかつ/又は冷却された連続体がその間に巻き枠に巻取られ、後の時間又は別の場所で巻戻されて、分離装置(E)へ送られることを特徴とする、請求項1又は2に記載の方法。
- 速度調整装置(D)がダンサ装置又はトルク調整装置であることを特徴とする、請求項1〜3の1つに記載の方法。
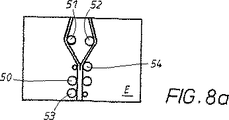
- 分離装置(E)において、並列に設けられる個別管(20,30)の連続体の結合を結合個所(40)で、水平に開くか又は垂直に開くことにより、一片の複合異形材(10)の連続体の裂開が行われることを特徴とする、請求項1〜4の1つに記載の方法。
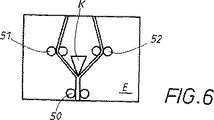
- 分離装置(E)において、並列に設けられる個別管(20,30)の連続体を結合個所(40)の中心(M)の周りに曲げることにより、一片の複合異形材(10)の連続体の破開が行われることを特徴とする、請求項1〜4の1つに記載の方法。
- 成形ローラ(R)による複数回の曲げにより連続体の破開が行われ、その際曲げが最大曲げ角(α,β)に限定されることを特徴とする、請求項6に記載の方法。
- 分離装置(E)において、楔状工具(K)により連続体の分離が行われることを特徴とする、請求項1〜7の1つに記載の方法。
- 個別管連続体(20,30)が、ローラ(F,G)及び変位腕(H)を介して、別々に不変な速度(v2)で塑性変形なしに巻取り装置(S)へ送られることを特徴とする、請求項1に記載の方法。
- 個別管連続体(20,30)が、別々に不変な速度(v2)でそれぞれ1つの巻き枠(S1,S2)上へ巻取られ、巻取り装置(S)の両辺の巻き枠(S1,S2)が並んで又は重なって設けられていることを特徴とする、請求項1に記載の方法。
- 複合異形材(10)の連続体の分離により個別管連続体(20,30)に生じる分離継ぎ目が、ローラ又は滑り片又はかき取り刃により滑らかにされることを特徴とする、請求項1〜10の1つに記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10243725 | 2002-09-20 | ||
| PCT/EP2003/008734 WO2004033122A1 (de) | 2002-09-20 | 2003-08-07 | Stranggepresstes verbundprofil und verfahren zum separaten aufspulen von zwei zeitgleich stranggepressten einzelrohren mittels ei ner spuleinrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006500226A JP2006500226A (ja) | 2006-01-05 |
| JP4389251B2 true JP4389251B2 (ja) | 2009-12-24 |
Family
ID=32086833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004542295A Expired - Lifetime JP4389251B2 (ja) | 2002-09-20 | 2003-08-07 | 押出し複合異形材及び同時に押出された2つの個別管を巻取り装置により別々に巻取る方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7143622B2 (ja) |
| EP (1) | EP1539389B1 (ja) |
| JP (1) | JP4389251B2 (ja) |
| AU (1) | AU2003300090A1 (ja) |
| DK (1) | DK1539389T3 (ja) |
| WO (1) | WO2004033122A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009155949A1 (en) * | 2008-06-26 | 2009-12-30 | H. Folke Sandelin Ab | Metal extrusion of product comprising parts designed to be post-extrusion disconnected from each other |
| JP2013071176A (ja) * | 2011-09-29 | 2013-04-22 | Mitsubishi Alum Co Ltd | アルミニウム製細管の製造方法 |
| CN110202019A (zh) * | 2019-07-03 | 2019-09-06 | 安徽澳德矿山机械设备科技股份有限公司 | 一种双金属管坯的制备方法及其制备模具 |
| KR20240050934A (ko) * | 2022-10-12 | 2024-04-19 | 삼성전자주식회사 | 모세관의 제조 방법 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3477126A (en) * | 1967-11-17 | 1969-11-11 | Reynolds Metals Co | Method of making strip conductor material |
| US3862557A (en) * | 1972-02-07 | 1975-01-28 | Alexander Zeitlin | Apparatus and method for hydrostatic extrusion |
| US4203311A (en) * | 1978-03-27 | 1980-05-20 | Peerless Of America, Inc. | Tubular articles of manufacture and method of making same |
| DE3131155C2 (de) * | 1981-08-06 | 1987-05-07 | Julius & August Erbslöh GmbH + Co, 5620 Velbert | Mehrfach-Strangpreßling aus Leichtmetall |
| JPS60197555A (ja) * | 1984-03-19 | 1985-10-07 | Fuji Photo Film Co Ltd | ウエブ巻取装置のユニツト構造 |
| DE3602128A1 (de) * | 1986-01-24 | 1987-07-30 | Teves Gmbh Alfred | Schlupfgeregeltes bremsensystem fuer kraftfahrzeuge |
| US5186244A (en) | 1992-04-08 | 1993-02-16 | General Motors Corporation | Tube design for integral radiator/condenser |
| CA2141924C (en) | 1994-03-02 | 2003-08-19 | Michael J. Sinn | Method of making pressure sensitive adhesive tape rolls with a transparent to the core appearance |
| AU9766098A (en) * | 1998-10-20 | 2000-05-08 | Reynolds Aluminium Holland B.V. | Method for the production of multi-channel tubes; multi-channel tubes obtained in this way; and an extrusion die and installation for carrying out the method |
| DE10058276A1 (de) * | 2000-11-23 | 2002-05-29 | Sms Demag Ag | Einrichtung zum Trennen von Spaltband |
| US20020121120A1 (en) * | 2001-01-03 | 2002-09-05 | Kraft Frank F. | Method and apparatus for manufacturing extruded parts |
-
2003
- 2003-08-07 AU AU2003300090A patent/AU2003300090A1/en not_active Abandoned
- 2003-08-07 US US10/528,325 patent/US7143622B2/en not_active Expired - Lifetime
- 2003-08-07 DK DK03807781.4T patent/DK1539389T3/da active
- 2003-08-07 JP JP2004542295A patent/JP4389251B2/ja not_active Expired - Lifetime
- 2003-08-07 WO PCT/EP2003/008734 patent/WO2004033122A1/de not_active Ceased
- 2003-08-07 EP EP03807781A patent/EP1539389B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1539389B1 (de) | 2012-01-11 |
| WO2004033122A1 (de) | 2004-04-22 |
| AU2003300090A1 (en) | 2004-05-04 |
| US20050217340A1 (en) | 2005-10-06 |
| DK1539389T3 (da) | 2012-03-19 |
| JP2006500226A (ja) | 2006-01-05 |
| EP1539389A1 (de) | 2005-06-15 |
| US7143622B2 (en) | 2006-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| HUT59852A (en) | Method and apparatus for producing continuously extruded spout of dropping | |
| JP2009513354A (ja) | 縦方向にスロットを有し、そして、異なる断面を有するいくつかの縦方向セグメントを備えている中空形材を、金属シートから製造する方法 | |
| US20080222869A1 (en) | Machine to produce expanded metal spirally lock-seamed tubing from solid coil stock | |
| US20110107805A1 (en) | Method for Forming an U-shaped Metal Frame | |
| JP4389251B2 (ja) | 押出し複合異形材及び同時に押出された2つの個別管を巻取り装置により別々に巻取る方法 | |
| US20050015959A1 (en) | Method for manufacturing tubes and profiles | |
| US3858421A (en) | Helical ducting means and method for forming the same | |
| US4603807A (en) | Mill for roll forming a fluted tube | |
| US6952942B2 (en) | Discharge device of an extruding installation | |
| JPH07121413B2 (ja) | 円管成形機 | |
| JP2002301515A (ja) | 縦方向に溶接された管を製造するための方法 | |
| JP5515423B2 (ja) | 電縫鋼管用大型コイルの製造装置 | |
| JP2000343134A (ja) | 溶接鋼管製造装置 | |
| JP6358720B2 (ja) | 内面螺旋溝付管の製造方法および製造装置 | |
| JP2000153310A (ja) | 金属中空体曲げ加工装置及び金属中空体曲げ加工システム | |
| JPH11218268A (ja) | ダブルフラット管の製造方法 | |
| US20110018176A1 (en) | Method and device for producing a double-walled thermoplastic corrugated pipe having a connecting sleeve | |
| RU2090276C1 (ru) | Способ непрерывного производства холоднокатаной полосы и устройство для его осуществления | |
| RU2287390C1 (ru) | Способ изготовления металлической трубы | |
| JP5867071B2 (ja) | 厚肉電縫鋼管の製造方法 | |
| JP2001047124A (ja) | 回転ホイール式アルミニウム管押出機 | |
| CN118616532A (zh) | 小规格方矩形管的成型方法及成型装置 | |
| JPS63303625A (ja) | 薄肉管の製造方法とその装置 | |
| JP2002292431A (ja) | 薄板バネ材によるパイプ材の製造方法 | |
| JPH0332420A (ja) | 電縫管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080808 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080819 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090702 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090908 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090925 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4389251 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131016 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |