JP4393155B2 - 圧力容器 - Google Patents
圧力容器 Download PDFInfo
- Publication number
- JP4393155B2 JP4393155B2 JP2003371070A JP2003371070A JP4393155B2 JP 4393155 B2 JP4393155 B2 JP 4393155B2 JP 2003371070 A JP2003371070 A JP 2003371070A JP 2003371070 A JP2003371070 A JP 2003371070A JP 4393155 B2 JP4393155 B2 JP 4393155B2
- Authority
- JP
- Japan
- Prior art keywords
- valve
- liner
- tank
- pressure vessel
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/32—Hydrogen storage
Landscapes
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Description
以下、本発明を圧力容器としての水素貯蔵タンク(以下、単に水素タンクと称す)に具体化した第1の実施形態を図1及び図2に従って説明する。図1は、水素タンクの模式断面図、図2はレーベル巻を示す模式図である。
水素タンク11は、例えば燃料電池自動車の燃料電池の水素源として使用される。水素タンク11は図示しない配管がインタンクバルブ14の挿通部14bに連結された状態で使用され、水素ガスの充填時には充填用の配管から水素ガスが水素タンク11に充填される。水素タンク11内には例えば数十MPaの圧力になるように水素ガスが充填される。
(1) ガスバリア性を有するライナ12と、その外側を覆う繊維強化樹脂層13とを有し、かつインタンクバルブ14を備えた圧力容器において、インタンクバルブ14は、ライナ12のバルブ取付け部(口金部16)に、バルブ本体14aがライナ12の内側に配置される状態で取り付けられている。従って、ライナ12の外側を覆う繊維強化樹脂層13を構成する強化繊維を軸方向への強度を増す状態に配向された状態でライナ12に巻き付けることができ、従来のものに比較して同じ重量で圧力容器の強度低下を抑制することができる。従って、耐圧が同じであれば、軽量にできる。
次に第2の実施形態を図3に従って説明する。この実施形態は、ライナ12全体が金属製である点と、インタンクバルブ14のライナ12に対する固定にナットが使用されている点とが前記第1の実施形態と異なっている。前記第1の実施形態と同様な部分は同一符号を付して詳しい説明を省略する。
(8) ライナ12は全体がアルミニウム合金で形成されている。従って、バルブ取付け部(口金部21)と他の部分(筒状部20)とを別の材質で形成したものに比較して、製造が容易になる。
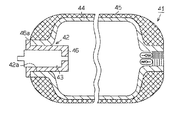
○ インタンクバルブ14の形状は、バルブ本体14aとして、オン/オフ電磁弁、圧力調整弁(減圧弁)、安全弁、逆止め弁等が全て一つのハウジングに収容された形状に限らず、例えば、図4に示すように、複数の弁25(バルブ)がそれぞれ独立して支持された形状であってもよい。バルブ本体14aが口金部16の内側に配置されるため、バルブ本体14aは必ずしもコンパクトにまとめる必要はない。この場合、各弁25を一つのハウジング内に収容する構成に比較して弁の配置の自由度が高くなる。
○ インタンクバルブ14は、オン/オフ電磁弁、圧力調整弁(減圧弁)、安全弁、逆止め弁等を全て備えている必要はない。しかし、少なくとも減圧弁を備えているのが好ましい。例えば埋栓19に代えて逆止め弁を固定し、ガスの充填はインタンクバルブ14の配置された側と反対側から行うようにしてもよい。
○ 繊維強化樹脂の強化繊維は炭素繊維に限らず、ガラス繊維や炭化ケイ素系セラミック繊維やアラミド繊維、超高分子量ポリエチレン繊維等の一般に高弾性・高強度といわれるその他の繊維を強化繊維として使用してもよい。
(1) 前記口金部又はバルブ取付け部と、樹脂製の残りの部分とがインサート成形により一体に形成されている。
Claims (4)
- 円筒部の両端にドーム部を有する形状に形成され、ガスバリア性を有するライナと、その外側を覆う繊維強化複合材製の外殻とを有し、かつインタンクバルブを備えた圧力容器であって、
前記インタンクバルブは、前記ライナのバルブ取付け部に、バルブ本体が前記ライナの内側に配置される状態で取り付けられており、
前記インタンクバルブは、前記バルブ取付け部に形成された孔を貫通可能で先端に雄ねじ部が形成された挿通部を備え、前記雄ねじ部が前記孔から突出する状態で前記挿通部が前記孔に挿通されるとともに、前記雄ねじ部に螺合されるナットで前記バルブ取付け部に固定されている圧力容器。 - 前記ライナは少なくとも前記バルブ取付け部が設けられた側で分割されたものが密閉状態で接合又は嵌合シールされたものである請求項1に記載の圧力容器。
- 前記ライナは全体がアルミニウム又はアルミニウム合金で形成されている請求項1又は請求項2に記載の圧力容器。
- 前記ライナは口金部又は前記バルブ取付け部がステンレス、アルミニウム又はアルミニウム合金で形成され、残りの部分が樹脂製で、かつ分割されたものが接合されたものである請求項1又は請求項2に記載の圧力容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003371070A JP4393155B2 (ja) | 2003-10-30 | 2003-10-30 | 圧力容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003371070A JP4393155B2 (ja) | 2003-10-30 | 2003-10-30 | 圧力容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005133847A JP2005133847A (ja) | 2005-05-26 |
| JP4393155B2 true JP4393155B2 (ja) | 2010-01-06 |
Family
ID=34647876
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003371070A Expired - Fee Related JP4393155B2 (ja) | 2003-10-30 | 2003-10-30 | 圧力容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4393155B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190049718A (ko) * | 2016-09-13 | 2019-05-09 | 도레이 카부시키가이샤 | 중공 성형품 및 중공 성형품의 제조 방법 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007016807A (ja) * | 2005-07-05 | 2007-01-25 | Showa Denko Kk | 圧力容器用ライナ |
| EP1850058A1 (en) * | 2006-04-25 | 2007-10-31 | Inergy Automotive Systems Research (SA) | Storage tank |
| JP5083176B2 (ja) * | 2008-11-05 | 2012-11-28 | トヨタ自動車株式会社 | ライナの製造方法及び分割ライナ |
| ES2671457T3 (es) | 2011-04-21 | 2018-06-06 | Sergei Vladimirovich Lukyanets | Cilindro de alta presión de materiales compuestos |
| JP6500604B2 (ja) * | 2015-05-28 | 2019-04-17 | 横浜ゴム株式会社 | 空気式防舷材のオーバーフロー取り除き治具 |
| JP6468174B2 (ja) * | 2015-12-09 | 2019-02-13 | トヨタ自動車株式会社 | 高圧タンク |
| JP6844465B2 (ja) * | 2017-08-08 | 2021-03-17 | トヨタ自動車株式会社 | 高圧容器 |
| JP7034045B2 (ja) * | 2018-10-03 | 2022-03-11 | 本田技研工業株式会社 | 高圧タンク用ライナの製造装置及び製造方法 |
| CN111256025A (zh) * | 2020-03-31 | 2020-06-09 | 东风(十堰)底盘部件有限公司 | 一种复合材料贮气筒内胆 |
| CN115667780B (zh) * | 2020-05-21 | 2023-05-26 | 八千代工业株式会社 | 燃料箱 |
| EP4354012B1 (en) * | 2021-06-09 | 2025-12-24 | Yachiyo Industry Co., Ltd. | Pressure vessel liner and method for manufacturing pressure vessel liner |
| JP7420774B2 (ja) | 2021-08-30 | 2024-01-23 | 株式会社豊田中央研究所 | 高圧タンク |
| CN114198633B (zh) * | 2021-12-14 | 2023-04-25 | 江阴市富仁高科股份有限公司 | 一种真空绝热深冷储氢压力容器及其制作工艺 |
| CN115930101A (zh) * | 2022-12-28 | 2023-04-07 | 江苏集萃复合材料装备研究所有限公司 | 一种高压复合材料氢气瓶接口增强密封结构 |
-
2003
- 2003-10-30 JP JP2003371070A patent/JP4393155B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190049718A (ko) * | 2016-09-13 | 2019-05-09 | 도레이 카부시키가이샤 | 중공 성형품 및 중공 성형품의 제조 방법 |
| KR102279328B1 (ko) | 2016-09-13 | 2021-07-21 | 도레이 카부시키가이샤 | 중공 성형품 및 중공 성형품의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005133847A (ja) | 2005-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4393155B2 (ja) | 圧力容器 | |
| US7637285B2 (en) | Hydraulic accumulator | |
| JP7027439B2 (ja) | 圧力容器用の圧力ポート要素を備えるポールキャップ | |
| JP4599380B2 (ja) | 高圧容器のシール構造 | |
| US20200248874A1 (en) | Low profile cylinder mount | |
| US11421825B2 (en) | Pressure vessel | |
| US7959027B2 (en) | Pressurized container | |
| US11371659B2 (en) | Boss with internal bearing | |
| CN115127016B (zh) | 高压气体储罐及其制造方法 | |
| JPH10332084A (ja) | 耐圧容器 | |
| CN115614659B (zh) | 高压罐单元 | |
| JPH1144399A (ja) | 耐圧容器 | |
| JPH10332085A (ja) | 耐圧容器 | |
| JPH10332083A (ja) | 耐圧容器 | |
| JP7433589B2 (ja) | タンク集合装置 | |
| KR102322371B1 (ko) | 실린더부가 보강된 압력 용기 | |
| CN113566107A (zh) | 一种带有金属复合气口的复合气瓶及其制造方法 | |
| US12203596B2 (en) | High-pressure tank and method for manufacturing high-pressure tank | |
| CN108131555B (zh) | 一种设置有密封结构的高压复合容器 | |
| CN110145682A (zh) | 塑料壳体及高压复合容器 | |
| KR20220160148A (ko) | 고압 저장 용기 및 그 제조 방법 | |
| JP2014222081A (ja) | 高圧ガス容器 | |
| JP2009121652A (ja) | 圧力容器 | |
| CN213746108U (zh) | 瓶口密封结构及高压复合容器 | |
| US12331882B2 (en) | Tank |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090728 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090909 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091006 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091013 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121023 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |