JP4471908B2 - 防振装置及びその製造方法 - Google Patents
防振装置及びその製造方法 Download PDFInfo
- Publication number
- JP4471908B2 JP4471908B2 JP2005265681A JP2005265681A JP4471908B2 JP 4471908 B2 JP4471908 B2 JP 4471908B2 JP 2005265681 A JP2005265681 A JP 2005265681A JP 2005265681 A JP2005265681 A JP 2005265681A JP 4471908 B2 JP4471908 B2 JP 4471908B2
- Authority
- JP
- Japan
- Prior art keywords
- cylinder
- rubber
- rubber elastic
- elastic body
- vibration isolator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Landscapes
- Vibration Prevention Devices (AREA)
- Springs (AREA)
Description
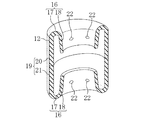
図1は本発明の実施形態1に係る防振装置10の平面図であり、図2は図1のII−II線の断面図である。防振装置10は、自動車のサスペンション用ブッシュとして用いられている。防振装置10は、中空円筒状の金属製の内筒体11と、その内筒体11の外周囲に内筒体11と同軸に配設された中空円筒状の外筒体12と、それら両筒体11,12の間に配設されて、両筒体11,12を互いに連結するゴム弾性体13とを備えている。
以下、図3を参照しながら、本実施形態の防振装置10の製造方法について説明する。
以上により、本実施形態によれば、2つの分割体20,21を成形した後、内筒体11及び各分割体20,21をゴム射出成形用金型のキャビティにセットして、その状態でそのキャビティにゴムを射出・充填して、ゴム射出成形用金型を加熱することによって、ゴム弾性体13を射出成形する。このとき、2つの分割体20,21を成形した後、ゴム弾性体13を射出成形するので、ゴム弾性体13は、樹脂の射出成形圧で筒軸直交方向に予備圧縮されない。そのため、ゴム弾性体13の形状の安定性を向上させることができる。
本実施形態は、樹脂体19に、その厚み方向に貫通する複数の貫通孔22,…を配設している点が実施形態1と異なるものである。以下、その相違点について説明する。
以上により、本実施形態によれば、樹脂体19に、その厚み方向に貫通する複数の貫通孔22,…を設けているので、ゴム弾性体13の射出成形時に、それら貫通孔22,…を、ゴムを樹脂体19内に射出するためのゴム射出注入孔として用いたり、ゴムが不足しているかを確認するためのゴム不足確認孔として用いたりすることができる。
図6に示すように、本実施形態は、第1分割体20の外筒体12の筒軸方向内側端面には、筒軸方向に窪んだ凹部23が筒周方向の全周に亘って連続して設けられており、第2分割体21の外筒体12の筒軸方向内側端面におけるその凹部23に対応する部分には、筒軸方向に突起した凸部24が筒周方向の全周に亘って連続して設けられており、凸部24は、凹部23に嵌合しているものである。その他の点に関しては、実施形態1とほぼ同様の構成である。
以下、本実施形態の防振装置10の製造方法について説明する。
以上により、本実施形態によれば、第1及び第2分割体20,21のうち一方の分割体20の外筒体12の筒軸方向内側端面に、凹部23を筒周方向の全周に亘って設けており、他方の分割体21の外筒体12の筒軸方向内側端面におけるその凹部23に対応する部分に、凸部24を筒周方向の全周に亘って設けているので、それら凹部23及び凸部24を互いに嵌め合わすことができる。そのため、第1及び第2分割体20,21をゴム射出成形用金型のキャビティにセットする前に、その嵌合を行うことによって、第1及び第2分割体20,21を予め組み合わせた状態でそのキャビティにセットできる。したがって、第1及び第2分割体20,21をそのキャビティに容易にセットできる。
本実施形態は、ゴム弾性体13の筒軸方向両端部に、ストッパーゴム弾性体25をそれぞれ設けている点等が実施形態1と異なるものである。以下、その相違点について説明する。
以下、本実施形態の防振装置10の製造方法について説明する。
以上により、本実施形態によれば、ゴム弾性体13の筒軸方向両端部に、そのゴム弾性体13と一体に成形されたストッパーゴム弾性体25を筒軸方向外側に突出するようにそれぞれ設けているので、そのストッパーゴム弾性体25によって、両筒体11,12の筒軸方向の相対移動を規制できる。
本実施形態は、ゴム射出成形用金型26の構成等が実施形態1と相違するものである。以下、その相違点について説明する。
以下、図8を参照しながら、本実施形態の防振装置10の製造方法について説明する。
以上により、本実施形態によれば、ゴム射出成形用金型26は、上型26aと、下型26bと、ゴム弾性体13の射出成形時に、それら両型26a,26bの間に内周部が第1及び第2分割体20,21の外筒体12の筒軸方向内側端面の間に挟まれるように配置される中型26cとを有するので、ゴム弾性体13の射出成形時に、ゴム射出成形用金型26のキャビティに射出・充填されたゴムと中型26cとを互いに接した状態にすることができる。そのため、熱を中型26cを介してそのキャビティに射出・充填されたゴムに十分に伝えることができる。したがって、そのキャビティに射出・充填されたゴムへの熱伝導性を向上させることができる。
上記各実施形態では、防振装置10は、自動車のサスペンション用ブッシュとして用いられているが、これに限らず、自動車のサスペンション用以外にも、軸直剛性を高くしたいという要求があれば、どのようなブッシュにも適用できる。
11 内筒体
12 外筒体
13 ゴム弾性体
14 サスペンションリンクの筒部
15 すぐり部(孔部)
16 ばね体
17 蓋部
18 埋設部
19 樹脂体
20 第1分割体
21 第2分割体
22 貫通孔
23 凹部
24 凸部
25 ストッパーゴム弾性体
26 ゴム射出成形用金型
26a 上型
26b 下型
26c 中型
Claims (9)
- 内筒体と、該内筒体の外周囲に内筒体と同軸に設けられた樹脂製の外筒体と、該両筒体の間に設けられ、上記両筒体を互いに連結するゴム弾性体とを備えた防振装置であって、
上記ゴム弾性体の筒軸方向両端部には、少なくとも1つの孔部が筒周方向の少なくとも一部に亘ってそれぞれ設けられており、
上記ゴム弾性体の筒軸方向各端部の少なくとも1つの孔部には、上記外筒体と一体に成形された少なくとも1つの樹脂製のばね体が筒周方向の少なくとも一部に亘って設けられており、
少なくとも上記外筒体及び上記各ばね体が樹脂体を構成しており、
上記樹脂体は、筒軸方向に複数に分割されていて、該複数の分割体からなることを特徴とする防振装置。 - 請求項1記載の防振装置において、
上記樹脂体は、筒軸方向に2分割されていて、第1及び第2分割体からなることを特徴とする防振装置。 - 請求項2記載の防振装置において、
上記第1及び第2分割体のうち一方の分割体の外筒体の筒軸方向内側端面には、凹部が筒周方向の全周に亘って設けられており、
他方の分割体の外筒体の筒軸方向内側端面における該凹部に対応する部分には、凸部が筒周方向の全周に亘って設けられていることを特徴とする防振装置。 - 請求項2記載の防振装置において、
上記第1及び第2分割体の外筒体の筒軸方向内側端面の間には、所定の間隔があいていることを特徴とする防振装置。 - 請求項1〜4のいずれか1つに記載の防振装置において、
上記孔部は、上記ゴム弾性体の筒軸方向各端部に筒周方向の全周に亘って設けられた1つの孔部で構成されており、
上記ばね体は、上記ゴム弾性体の筒軸方向各端部の孔部に筒周方向の全周に亘って設けられた1つのばね体で構成されていることを特徴とする防振装置。 - 請求項1〜5のいずれか1つに記載の防振装置において、
上記樹脂体には、その厚み方向に貫通する少なくとも1つの貫通孔が設けられていることを特徴とする防振装置。 - 請求項1〜6のいずれか1つに記載の防振装置において、
上記ゴム弾性体の筒軸方向両端部のうち少なくとも一方の端部には、該ゴム弾性体と一体に成形されたストッパーゴム弾性体が筒軸方向外側に突出するように設けられていることを特徴とする防振装置。 - 請求項1記載の防振装置の製造方法であって、
上記複数の分割体を成形する工程と、
上記内筒体及び上記各分割体をゴム射出成形用金型のキャビティにセットして、その状態で該キャビティにゴムを射出・充填して、上記ゴム射出成形用金型を加熱することによって、上記ゴム弾性体を射出成形する工程とを備えたことを特徴とする防振装置の製造方法。 - 請求項8記載の防振装置の製造方法において、
上記樹脂体は、筒軸方向に2分割されていて、第1及び第2分割体からなっており、
上記ゴム射出成形用金型は、上型と、下型と、上記ゴム弾性体の射出成形時に、該両型の間に内周部が上記第1及び第2分割体の外筒体の筒軸方向内側端面の間に挟まれるように配置される中型とを有することを特徴とする防振装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005265681A JP4471908B2 (ja) | 2005-09-13 | 2005-09-13 | 防振装置及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005265681A JP4471908B2 (ja) | 2005-09-13 | 2005-09-13 | 防振装置及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007078050A JP2007078050A (ja) | 2007-03-29 |
| JP4471908B2 true JP4471908B2 (ja) | 2010-06-02 |
Family
ID=37938590
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005265681A Expired - Lifetime JP4471908B2 (ja) | 2005-09-13 | 2005-09-13 | 防振装置及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4471908B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8967599B2 (en) | 2011-03-31 | 2015-03-03 | Honda Motor Co., Ltd. | Torque arm for automobile |
| CN113864391B (zh) * | 2021-09-28 | 2023-04-07 | 深圳市火乐科技发展有限公司 | 弹性支撑件、减振设计方法及投影设备 |
-
2005
- 2005-09-13 JP JP2005265681A patent/JP4471908B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007078050A (ja) | 2007-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5476247B2 (ja) | 重ね板ばね用サイレンサ | |
| JP4046093B2 (ja) | 樹脂トルクロッドの製造方法 | |
| JP4833128B2 (ja) | 防振ブッシュ及びその製造方法 | |
| JP6381450B2 (ja) | 自動車用燃料タンクの内蔵部品の取付構造 | |
| JP4794004B2 (ja) | 防振ブッシュ | |
| JP2009503416A (ja) | 摩擦プレート及びその様々な製造方法 | |
| JP4471908B2 (ja) | 防振装置及びその製造方法 | |
| JP2018132133A (ja) | トルクロッド及びその製造方法 | |
| CN110325757A (zh) | 弹性支承 | |
| JP4511438B2 (ja) | 防振装置及びその製造方法 | |
| JP5968043B2 (ja) | 防振装置およびその製造方法 | |
| JP4032537B2 (ja) | 樹脂製燃料デリバリパイプ | |
| JP5358323B2 (ja) | 防振装置の製造方法 | |
| JP5391114B2 (ja) | 防振装置セット及びその製造方法 | |
| JP4471909B2 (ja) | 防振装置 | |
| JP2008519945A (ja) | エラストマベアリングを製造するための方法ならびにこれにより製造されたスリーブベアリングならびに製造するための装置 | |
| JP4413028B2 (ja) | 防振装置及びその製造方法 | |
| JP2003247593A (ja) | ダイナミックダンパの製法 | |
| JP2012197910A (ja) | ダイナミックダンパ | |
| JP2008163986A (ja) | 防振ブッシュ | |
| KR101536687B1 (ko) | 자동차용 필로우 볼 조인트 제조 방법 | |
| JP2002276712A (ja) | ブッシュ | |
| JP3454588B2 (ja) | 防振装置の製造方法 | |
| JP6534608B2 (ja) | 防振装置 | |
| JP2007040394A (ja) | バンパーラバーおよびバンパーラバーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080714 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100216 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100302 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130312 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |