JP4497247B2 - 積層型セラミック電子部品の製造方法 - Google Patents
積層型セラミック電子部品の製造方法 Download PDFInfo
- Publication number
- JP4497247B2 JP4497247B2 JP2009539565A JP2009539565A JP4497247B2 JP 4497247 B2 JP4497247 B2 JP 4497247B2 JP 2009539565 A JP2009539565 A JP 2009539565A JP 2009539565 A JP2009539565 A JP 2009539565A JP 4497247 B2 JP4497247 B2 JP 4497247B2
- Authority
- JP
- Japan
- Prior art keywords
- ceramic
- base material
- layer
- material layer
- multilayer ceramic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/018—Dielectrics
- H01G4/06—Solid dielectrics
- H01G4/08—Inorganic dielectrics
- H01G4/12—Ceramic dielectrics
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/228—Terminals
- H01G4/232—Terminals electrically connecting two or more layers of a stacked or rolled capacitor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/30—Stacked capacitors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4611—Manufacturing multilayer circuits by laminating two or more circuit boards
- H05K3/4614—Manufacturing multilayer circuits by laminating two or more circuit boards the electrical connections between the circuit boards being made during lamination
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4611—Manufacturing multilayer circuits by laminating two or more circuit boards
- H05K3/4626—Manufacturing multilayer circuits by laminating two or more circuit boards characterised by the insulating layers or materials
- H05K3/4629—Manufacturing multilayer circuits by laminating two or more circuit boards characterised by the insulating layers or materials laminating inorganic sheets comprising printed circuits, e.g. green ceramic sheets
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0306—Inorganic insulating substrates, e.g. ceramic, glass
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/30—Details of processes not otherwise provided for in H05K2203/01 - H05K2203/17
- H05K2203/308—Sacrificial means, e.g. for temporarily filling a space for making a via or a cavity or for making rigid-flexible PCBs
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4688—Composite multilayer circuits, i.e. comprising insulating layers having different properties
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/60—Insulating or insulated package substrates; Interposers; Redistribution layers
- H10W70/62—Insulating or insulated package substrates; Interposers; Redistribution layers characterised by their interconnections
- H10W70/63—Vias, e.g. via plugs
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/724—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked insulating package substrate, interposer or RDL
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
Description
(1)低温焼結性セラミック粉末を含む未焼結セラミック積層体を作製する、第1の工程と、
(2)低温焼結性セラミック粉末が焼結する温度では実質的に焼結しない難焼結性セラミック粉末を含む拘束層を、未焼結セラミック積層体の少なくとも一方主面上に配置する、第2の工程と、
(3)拘束層が配置された未焼結セラミック積層体を、低温焼結性セラミック粉末が焼結する温度で焼成し、それによって、積層型セラミック電子部品を得る、第3の工程と、
(4)次いで、拘束層を積層型セラミック電子部品から除去する、第4の工程と、
を備える、積層型セラミック電子部品の製造方法に向けられるものであって、上述した技術的課題を解決するため、次のような構成を備えることを特徴としている。
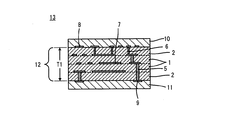
2a 第2基材層用グリーンシート
1 第1基材層
2 第2基材層
5,6 層間接続導体(導体パターン)
7〜9 面内導体(導体パターン)
10a,11a 拘束層用グリーンシート
10,11 拘束層
12 未焼結セラミック積層体、
13 複合積層体
14 多層セラミック基板(積層型セラミック電子部品)
15,16 表面実装型電子部品

Claims (3)
- Agを主成分として含む第1の導体パターンを有するとともに、第1の低温焼結性セラミック粉末を含む、第1基材層と、Agを主成分として含む第2の導体パターンを有するとともに、第2の低温焼結性セラミック粉末を含み、かつ焼成時において前記第1基材層よりも前記Agが拡散しやすい組成とされる、第2基材層とを備え、前記第2基材層が少なくとも一方主面に沿って配置された、未焼結セラミック積層体を作製する、第1の工程と、
前記第1および第2の低温焼結性セラミック粉末が焼結する温度では実質的に焼結しない難焼結性セラミック粉末を含む拘束層を、前記未焼結セラミック積層体の前記第2基材層に接するように配置する、第2の工程と、
前記拘束層が配置された前記未焼結セラミック積層体を、前記第1および第2の低温焼結性セラミック粉末が焼結する温度で焼成し、それによって、積層型セラミック電子部品を得る、第3の工程と、
次いで、前記拘束層を前記積層型セラミック電子部品から除去する、第4の工程と
を備え、
前記未焼結セラミック積層体において、前記第1および第2の低温焼結性セラミック粉末は、それぞれ、第1および第2のガラス粉末を含み、前記第1の工程において、前記第2基材層を前記第1基材層よりも前記Agが拡散しやすい組成とするため、前記第2のガラス粉末におけるB 2 O 3 の量を前記第1のガラス粉末におけるB 2 O 3 の量よりも多くすることが行なわれる、
積層型セラミック電子部品の製造方法。 - 前記未焼結セラミック積層体において、前記第1の低温焼結性セラミック粉末と前記第2の低温焼結性セラミック粉末とは、構成元素を共通にしている、請求項1に記載の積層型セラミック電子部品の製造方法。
- 前記第4の工程の後、前記積層型セラミック電子部品上に表面実装型電子部品を搭載する工程をさらに備える、請求項1または2に記載の積層型セラミック電子部品の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008037646 | 2008-02-19 | ||
| JP2008037646 | 2008-02-19 | ||
| PCT/JP2009/052726 WO2009104619A1 (ja) | 2008-02-19 | 2009-02-18 | 積層型セラミック電子部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4497247B2 true JP4497247B2 (ja) | 2010-07-07 |
| JPWO2009104619A1 JPWO2009104619A1 (ja) | 2011-06-23 |
Family
ID=40985497
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009539565A Expired - Fee Related JP4497247B2 (ja) | 2008-02-19 | 2009-02-18 | 積層型セラミック電子部品の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20100038013A1 (ja) |
| EP (1) | EP2120522A4 (ja) |
| JP (1) | JP4497247B2 (ja) |
| KR (1) | KR101175412B1 (ja) |
| CN (1) | CN101683010B (ja) |
| WO (1) | WO2009104619A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103295914B (zh) * | 2012-02-29 | 2018-01-16 | 深圳光启高等理工研究院 | 一种基于陶瓷基板的超材料及其制备方法 |
| US10432152B2 (en) * | 2015-05-22 | 2019-10-01 | Nxp Usa, Inc. | RF amplifier output circuit device with integrated current path, and methods of manufacture thereof |
| TW201825438A (zh) * | 2016-08-26 | 2018-07-16 | 美商薩比克環球應用科技公司 | 陶瓷複合物裝置及方法 |
| JP6996138B2 (ja) * | 2017-07-10 | 2022-01-17 | 日本電気硝子株式会社 | 焼結体の製造方法及び焼結体の製造装置 |
| CN111540604B (zh) * | 2020-05-07 | 2022-05-31 | 无锡太湖学院 | 一种多层片状陶瓷电子元器件的制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001284816A (ja) * | 2000-04-03 | 2001-10-12 | Murata Mfg Co Ltd | 多層回路基板およびその製造方法 |
| JP2002198647A (ja) * | 2000-12-26 | 2002-07-12 | Kyocera Corp | 低温焼成セラミック配線基板の製造方法 |
| JP2007129048A (ja) * | 2005-11-02 | 2007-05-24 | Tdk Corp | 多層セラミックス基板及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01169989A (ja) * | 1987-12-24 | 1989-07-05 | Ngk Insulators Ltd | セラミックグリーンシート |
| US5254191A (en) * | 1990-10-04 | 1993-10-19 | E. I. Du Pont De Nemours And Company | Method for reducing shrinkage during firing of ceramic bodies |
| DE69530651T2 (de) * | 1994-10-31 | 2004-03-25 | Tdk Corp. | Herstellungsverfahren von keramischen elektronischen Komponenten und Vorrichtung zur Herstellung |
| JPH11171645A (ja) * | 1997-12-09 | 1999-06-29 | Hitachi Metals Ltd | 電子部品 |
| JP3275818B2 (ja) * | 1998-02-12 | 2002-04-22 | 株式会社村田製作所 | 積層コンデンサ |
| JP2002226259A (ja) * | 2000-11-29 | 2002-08-14 | Murata Mfg Co Ltd | セラミック電子部品の基体用組成物、セラミック電子部品および積層型セラミック電子部品の製造方法 |
| JP2002368420A (ja) * | 2001-06-05 | 2002-12-20 | Murata Mfg Co Ltd | ガラスセラミック多層基板の製造方法およびガラスセラミック多層基板 |
| US7687137B2 (en) * | 2005-02-28 | 2010-03-30 | Kyocera Corporation | Insulating substrate and manufacturing method therefor, and multilayer wiring board and manufacturing method therefor |
| JP4994052B2 (ja) * | 2006-03-28 | 2012-08-08 | 京セラ株式会社 | 基板およびこれを用いた回路基板 |
| ATE491327T1 (de) * | 2006-05-29 | 2010-12-15 | Murata Manufacturing Co | Verfahren zur herstellung eines keramischen, mehrschichtsubstrats |
-
2009
- 2009-02-18 KR KR1020097023634A patent/KR101175412B1/ko not_active Expired - Fee Related
- 2009-02-18 CN CN2009800003204A patent/CN101683010B/zh not_active Expired - Fee Related
- 2009-02-18 WO PCT/JP2009/052726 patent/WO2009104619A1/ja not_active Ceased
- 2009-02-18 EP EP09712697A patent/EP2120522A4/en not_active Withdrawn
- 2009-02-18 JP JP2009539565A patent/JP4497247B2/ja not_active Expired - Fee Related
- 2009-10-27 US US12/606,332 patent/US20100038013A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001284816A (ja) * | 2000-04-03 | 2001-10-12 | Murata Mfg Co Ltd | 多層回路基板およびその製造方法 |
| JP2002198647A (ja) * | 2000-12-26 | 2002-07-12 | Kyocera Corp | 低温焼成セラミック配線基板の製造方法 |
| JP2007129048A (ja) * | 2005-11-02 | 2007-05-24 | Tdk Corp | 多層セラミックス基板及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2120522A1 (en) | 2009-11-18 |
| US20100038013A1 (en) | 2010-02-18 |
| KR20090127440A (ko) | 2009-12-11 |
| JPWO2009104619A1 (ja) | 2011-06-23 |
| CN101683010B (zh) | 2012-05-09 |
| KR101175412B1 (ko) | 2012-08-20 |
| EP2120522A4 (en) | 2011-01-26 |
| WO2009104619A1 (ja) | 2009-08-27 |
| CN101683010A (zh) | 2010-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5029699B2 (ja) | セラミック複合多層基板及びその製造方法並びに電子部品 | |
| JP3687484B2 (ja) | セラミック基板の製造方法および未焼成セラミック基板 | |
| JP2011040604A (ja) | 積層型セラミック電子部品およびその製造方法 | |
| JP2001358247A (ja) | 多層配線基板の製造方法 | |
| KR100905423B1 (ko) | 세라믹 전자 부품 및 그 제조 방법 | |
| JP4497247B2 (ja) | 積層型セラミック電子部品の製造方法 | |
| KR100462499B1 (ko) | 다층 세라믹 기판 및 그 제조방법, 미소결 세라믹 적층체및 전자 장치 | |
| JP6128209B2 (ja) | 多層配線基板及びその製造方法並びにプローブカード用基板 | |
| JP4826356B2 (ja) | セラミック基板の製造方法 | |
| JP3646587B2 (ja) | 多層セラミック基板およびその製造方法 | |
| JP3591437B2 (ja) | 多層セラミック基板およびその製造方法ならびに電子装置 | |
| JP4565383B2 (ja) | キャビティを備えた多層セラミック基板およびその製造方法 | |
| JP2006108483A (ja) | キャビティを備えた多層セラミック基板およびその製造方法 | |
| JP4089356B2 (ja) | 多層セラミック基板の製造方法 | |
| JP4048974B2 (ja) | 多層セラミック基板を備える電子部品の製造方法 | |
| JP4900227B2 (ja) | 多層セラミック基板の製造方法及び多層セラミック基板、これを用いた電子部品 | |
| KR100956212B1 (ko) | 다층 세라믹 기판의 제조 방법 | |
| JP4038616B2 (ja) | 多層セラミック基板の製造方法 | |
| JP4110536B2 (ja) | 多層セラミック集合基板および多層セラミック集合基板の製造方法 | |
| JP2004165247A (ja) | 多層セラミック基板、その製造方法、通信用デバイスおよびそれを用いた通信機器 | |
| JP4645962B2 (ja) | 多層セラミック基板 | |
| JPWO2009151006A1 (ja) | セラミック成形体の製造方法 | |
| JP4826348B2 (ja) | 突起状電極付き多層セラミック電子部品の製造方法 | |
| JP4569265B2 (ja) | セラミック多層基板及びその製造方法 | |
| KR20000045202A (ko) | 저온동시소성세라믹의 내장 커패시터 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100323 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100405 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4497247 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140423 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |