JP4542437B2 - 電子部品及びその製造方法 - Google Patents
電子部品及びその製造方法 Download PDFInfo
- Publication number
- JP4542437B2 JP4542437B2 JP2005008507A JP2005008507A JP4542437B2 JP 4542437 B2 JP4542437 B2 JP 4542437B2 JP 2005008507 A JP2005008507 A JP 2005008507A JP 2005008507 A JP2005008507 A JP 2005008507A JP 4542437 B2 JP4542437 B2 JP 4542437B2
- Authority
- JP
- Japan
- Prior art keywords
- metal lid
- package
- brazing material
- electronic component
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/0198—Manufacture or treatment batch processes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/724—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked insulating package substrate, interposer or RDL
Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Surface Acoustic Wave Elements And Circuit Networks Thereof (AREA)
Description
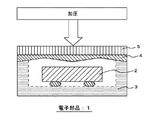
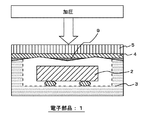
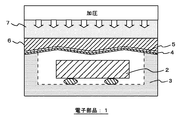
2 デバイスチップ
3 パッケージ
4 ロウ材
5 金属蓋
6 緩衝材
7 加圧板
8 ポリイミド樹脂
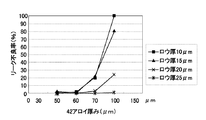
9 リークパス
Claims (9)
- デバイスチップと、
前記デバイスチップを内包するパッケージと、
前記デバイスチップを前記パッケージ内に封止する金属蓋と、
前記金属蓋を前記パッケージに接合するロウ材とを有し、
前記金属蓋及び前記ロウ材の厚みを、前記パッケージの前記金属蓋との接合面の凹凸に追従する厚みとし、
前記凹凸は、前記パッケージを形成する工程で生成され、
前記金属蓋の前記ロウ材側とは反対側の面に、樹脂層を配し、
前記樹脂層は、前記金属蓋と接する面において前記金属蓋の凹凸に追従する凹凸を有し、前記金属蓋と接する面とは反対側の面は、前記金属蓋と接する面よりも平坦であることを特徴とする電子部品。 - 前記パッケージはセラミックからなり、
前記凹凸は前記セラミックを焼成する工程で生成されることを特徴とする請求項1記載の電子部品。 - 前記金属蓋の厚みを60μm以下としたことを特徴とする請求項1又は2記載の電子部品。
- 前記ロウ材の厚みを10μm以下としたことを特徴とする請求項1から3のいずれか1項記載の電子部品。
- 所定の厚みのロウ材付き金属蓋を、デバイスチップを内包したパッケージ上に配置するステップと、
前記パッケージの前記金属蓋との接合面の凹凸に前記金属蓋及びロウ材が追従するように、前記金属蓋全体を略均一に加圧し、前記パッケージと前記金属蓋とを接合するステップと、を有し、
前記接合するステップは、前記金属蓋上に緩衝材を配し、前記緩衝材上から略均一に加圧するステップを含むことを特徴とする電子部品の製造方法。 - 所定の厚みのロウ材付き金属蓋を、デバイスチップを内包し複数連接されたパッケージ上に配置するステップと、
前記パッケージの前記金属蓋との接合面の凹凸に前記金属蓋及びロウ材が追従するように、前記金属蓋全体を略均一に加圧し、前記パッケージと前記金属蓋とを接合するステップと、
前記パッケージ及び前記ロウ材付きの金属蓋を切断し、個々の電子部品に切り分けるステップとを有し、
前記接合するステップは、前記金属蓋上に緩衝材を配し、前記緩衝材上から略均一に加圧するステップを含むことを特徴とする電子部品の製造方法。 - 前記緩衝材は耐熱性樹脂からなることを特徴とする請求項5又は6記載の電子部品の製造方法。
- 前記緩衝材は極細線上の金属からなることを特徴とする請求項5又は6記載の電子部品の製造方法。
- 前記緩衝材は熱可塑性樹脂からなることを特徴とする請求項5又は6記載の電子部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005008507A JP4542437B2 (ja) | 2005-01-17 | 2005-01-17 | 電子部品及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005008507A JP4542437B2 (ja) | 2005-01-17 | 2005-01-17 | 電子部品及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006196799A JP2006196799A (ja) | 2006-07-27 |
| JP2006196799A5 JP2006196799A5 (ja) | 2007-06-28 |
| JP4542437B2 true JP4542437B2 (ja) | 2010-09-15 |
Family
ID=36802610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005008507A Expired - Fee Related JP4542437B2 (ja) | 2005-01-17 | 2005-01-17 | 電子部品及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4542437B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2006326213B2 (en) | 2005-12-15 | 2010-06-03 | Kyndryl, Inc. | Method and systems using radio frequency identifier tags for comparing and authenticating items |
| JP6374675B2 (ja) * | 2014-03-05 | 2018-08-15 | 太陽誘電株式会社 | 電子デバイス及びその製造方法 |
| JP6869698B2 (ja) * | 2016-11-04 | 2021-05-12 | 太陽誘電株式会社 | 電子デバイス |
| JP7174242B2 (ja) * | 2018-06-15 | 2022-11-17 | 日亜化学工業株式会社 | 半導体装置の製造方法 |
| WO2026048374A1 (ja) * | 2024-08-30 | 2026-03-05 | 株式会社大真空 | リッド、デバイス、およびデバイスの製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0266962A (ja) * | 1988-08-31 | 1990-03-07 | Mitsui Petrochem Ind Ltd | 半導体装置の製造方法 |
| JP2001185986A (ja) * | 1999-12-22 | 2001-07-06 | Seiko Epson Corp | 圧電振動子及び圧電発振器とこれらの封止方法 |
| JP4710149B2 (ja) * | 2001-02-26 | 2011-06-29 | 株式会社村田製作所 | 電子部品パッケージおよびその製造方法 |
| JP2004297554A (ja) * | 2003-03-27 | 2004-10-21 | Seiko Epson Corp | 圧電発振器及び圧電発振器を利用した携帯電話装置および圧電発振器を利用した電子機器 |
-
2005
- 2005-01-17 JP JP2005008507A patent/JP4542437B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006196799A (ja) | 2006-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101529584B (zh) | 半导体元件的安装结构体及半导体元件的安装方法 | |
| US6173489B1 (en) | Organic substrate (PCB) slip plane “stress deflector” for flip chip devices | |
| CN100390949C (zh) | 制造电子部件的方法 | |
| US7486160B2 (en) | Electronic component and manufacturing method thereof | |
| JP4456503B2 (ja) | 電子部品の製造方法 | |
| JP2003188294A (ja) | 電子部品の製造方法 | |
| JP6433930B2 (ja) | 弾性波デバイス | |
| EP1458018B1 (en) | Electronic component device and manufacturing method therefor | |
| JP4542437B2 (ja) | 電子部品及びその製造方法 | |
| JP5264281B2 (ja) | 圧電部品の製造方法 | |
| CN104168004A (zh) | 电子元件及其制造方法 | |
| US7550902B2 (en) | Electronic component device | |
| JP3144345B2 (ja) | 弾性表面波チップの実装方法 | |
| JP2005353885A (ja) | 電子デバイスの製造方法 | |
| CN103814438B (zh) | 电子装置 | |
| JP2005286917A (ja) | 弾性表面波デバイスとその製造方法 | |
| JP2006005019A (ja) | 電子デバイスの製造方法 | |
| JP2006245994A5 (ja) | ||
| JP3387016B2 (ja) | 配線基板の製造方法、接着シート片付補強板及びその製造方法 | |
| JP5340983B2 (ja) | 電子部品およびその製造方法 | |
| JP3637438B2 (ja) | 配線基板の製造方法 | |
| JP2000174414A (ja) | 配線基板の製造方法 | |
| JP3826811B2 (ja) | 半導体装置の製造方法 | |
| JP5049676B2 (ja) | 圧電部品及びその製造方法 | |
| JPH0330344A (ja) | 半導体装置及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100413 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100622 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100625 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4542437 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130702 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130702 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130702 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |