JP4622873B2 - Ncプログラムの作成方法及びプログラム - Google Patents
Ncプログラムの作成方法及びプログラム Download PDFInfo
- Publication number
- JP4622873B2 JP4622873B2 JP2006018749A JP2006018749A JP4622873B2 JP 4622873 B2 JP4622873 B2 JP 4622873B2 JP 2006018749 A JP2006018749 A JP 2006018749A JP 2006018749 A JP2006018749 A JP 2006018749A JP 4622873 B2 JP4622873 B2 JP 4622873B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- tool
- angle
- depth
- machining surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine
- G05B19/40937—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine concerning programming of machining or material parameters, pocket machining
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49237—Depth, tool depth control
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
- Y10T409/303808—Process including infeeding
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Geometry (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Auxiliary Devices For Machine Tools (AREA)
- Numerical Control (AREA)
- Milling Processes (AREA)
- Automatic Control Of Machine Tools (AREA)
Description
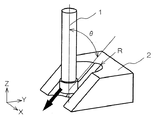
本発明の一実施例である傾斜切削時の切削自励振動における最大切込み量を算出する方法について、以下に図面を用いて詳細に説明する。
x0=0 ・・・(1)
y0=Rf−CR ・・・(2)

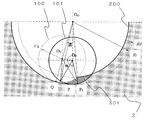
したがって、円弧100の中心Opの座標(xp、yp)は、次式(4)(5)で表される。
xp=(Rf−CR)・sinβ ・・・(4)
yp=(Rf−CR)・(1−cosβ) ・・・(5)
xi=−CR・sinαi ・・・(6)
yi=CR・cosαi ・・・(7)
αiは、包絡線101上の点Piの図4のY軸方向からの(反時計回りの)角度を示している。
[1]点Piが円弧200の外側にある
[2]なおかつ点Piが円弧100の外側にあり、
となるので、加工条件から上記により求められる点の座標を用いて、次式(8)(9)の両方を満たすときに、点Piが切削領域301にあると判定することができる。
[1]OoPi≧Rf−Rd ・・・(8)
[2]OoPi≧CR ・・・(9)
Rd=t・cosθ ・・・(10)
Ftj=Kt・l・h(φj) ・・・(11)
Frj=Kr・Ftj ・・・(12)
ここでFtjおよびFrjは正の値とし、切れ刃が受ける切削力の方向は図9の矢印で示した通りとする。また、Kt、およびKrは実験から求まる定数であり、ワークの材質や切れ刃の形状などにより決定される値である。またl(エル)は切削している切れ刃の長さである。これらをx、y方向に変換すると下記の式(13)(14)のようになる。Fxj、Fyjは、x軸およびy軸正方向の力の時に正の値とする。
Fxj=−Ftjcosφj−Frjsinφj ・・・(13)
Fyj=Ftjsinφj−Frjcosφj ・・・(14)
l=Rc・γ ・・・(26)
ここで、図3において幾何学的関係より、γは式(27)である。
101・・・現在の工具の位置において工具回転による切れ刃移動の包絡線
100・・・現在の工具の位置にピックフィードする前の位置において工具回転による切れ刃移動の包絡線
99・・・現在の工具の位置にピックフィードする2つ前の位置において工具回転による切れ刃移動の包絡線
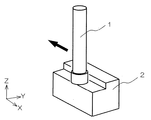
2・・・ワーク
200・・・ピックフィードしながら移動する一連の動作の前の動作による加工面
301・・・切れ刃の回転によって削りとられる領域
Claims (4)
- 加工面に垂直方向における加工具の最大切込み量を算出するためのNCプログラムの作成方法において、
(1)加工面の曲率半径、工具径、ピックフィード量、加工面と工具回転軸の傾斜角、工具の刃数及び刃先半径を入力値とし、
(2)該入力値と予め設定した加工面直角切込み量の初期値から工具の半径方向の切込み量を求め、
(3)該半径方向の切込み量と前記工具の回転中心の座標値を用いて工具の切れ刃の切削開始角と切削終了角とを求め、
(4)該切れ刃の切削開始角と切削終了角及び切削力データ並びに工具とワークの動剛性値を用いて安定限界切れ刃長さを算出し、
(5)該安定限界切れ刃長さと刃先半径から安定限界の加工面直角方向の工具切込み量を算出し、
該安定限界の加工面直角方向の工具切込み量から、前記ピックフィード量と前記工具径によって得られるスカロップ高さ及び前記加工面直角切込み量の初期値とを引いた値が所定の値以下になるまで前記加工面直角切込み量の初期値を修正して前記(2)から(5)までの計算を繰返すことにより切削自励振動の発生限界となる最大切込み量を算出する算出ステップを含むことを特徴とするNCプログラムの作成方法。 - 請求項1記載のNCプログラムの作成方法において、ピックフィードの繰り返しによって加工面を形成するときの切れ刃の切削開始角と切削終了角を求めるにあたり、切れ刃の回転面内において切れ刃が描く軌跡上の点の座標が、同一の工具回転内であって前記ピックフィードによる加工を行う前の加工面の円弧よりも外側にあり、なおかつ1回前の加工における切れ刃の軌跡の円弧よりも外側にある場合に、その点が切削状態にあると判別して切削開始角、切削終了角を求めることを特徴とするNCプログラムの作成方法。
- 請求項1記載のNCプログラムの作成方法において、
ピックフィードと、前記の安定限界の加工面直角切込み量の計算結果との関係をそれぞれX軸、Y軸としてグラフ表示することを特徴とするNCプログラムの作成方法。 - 加工面に垂直方向における加工具の最大切込み量を算出するためのNCプログラムであって、
(1)加工面の曲率半径、工具径、ピックフィード量、加工面と工具回転軸の傾斜角、工具の刃数及び刃先半径を入力する手段と、
(2)該入力値と予め設定した加工面直角切込み量の初期値から工具の半径方向の切込み量を求める手段と、
(3)該半径方向の切込み量と前記工具の回転中心の座標値を用いて工具の切れ刃の切削開始角と切削終了角とを求める手段と、
(4)該切れ刃の切削開始角と切削終了角及び切削力データ並びに工具とワークの動剛性値を用いて安定限界切れ刃長さを算出する手段と、
(5)該安定限界切れ刃長さと刃先半径から安定限界の加工面直角方向の工具切込み量を算出する手段と、
(6)該安定限界の加工面直角方向の工具切込み量から、前記ピックフィード量と前記工具径によって得られるスカロップ高さ及び前記加工面直角切込み量の初期値とを引いた値が所定の値以下になるまで前記加工面直角切込み量の初期値を修正して前記(2)から(5)までの計算を繰返すことにより切削自励振動の発生限界となる最大切込み量を算出する手段と、
(7)算出した最大加工面直角切込み量を出力する手段と、
して機能させるためのNCプログラム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006018749A JP4622873B2 (ja) | 2006-01-27 | 2006-01-27 | Ncプログラムの作成方法及びプログラム |
| US11/698,109 US7500812B2 (en) | 2006-01-27 | 2007-01-26 | Method and program for calculating maximum depth of cut without self-excited vibration of cutting tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006018749A JP4622873B2 (ja) | 2006-01-27 | 2006-01-27 | Ncプログラムの作成方法及びプログラム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007196331A JP2007196331A (ja) | 2007-08-09 |
| JP2007196331A5 JP2007196331A5 (ja) | 2008-10-16 |
| JP4622873B2 true JP4622873B2 (ja) | 2011-02-02 |
Family
ID=38323132
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006018749A Expired - Fee Related JP4622873B2 (ja) | 2006-01-27 | 2006-01-27 | Ncプログラムの作成方法及びプログラム |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7500812B2 (ja) |
| JP (1) | JP4622873B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140144342A (ko) * | 2013-06-10 | 2014-12-19 | 두산인프라코어 주식회사 | 회전 절삭공구의 초기 축방향 절삭 깊이 설정방법 및 제어장치 |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4434137B2 (ja) * | 2005-12-20 | 2010-03-17 | 株式会社日立製作所 | 傾斜面の切削加工における切削自励振動の安定限界軸方向切込み量の算出方法 |
| JP4835442B2 (ja) * | 2007-01-11 | 2011-12-14 | 株式会社日立製作所 | 回転工具を用いた肩削り加工における切削加工終了座標の算出方法 |
| TWI355313B (en) | 2007-07-19 | 2012-01-01 | Toshiba Machine Co Ltd | Microscopic geometry cutting device and microscopi |
| US8585332B2 (en) * | 2008-07-31 | 2013-11-19 | Lockheed Martin Corporation | Linear compensator tool for drill countersinking and seal groove machining |
| JP4995976B1 (ja) * | 2011-02-08 | 2012-08-08 | ファナック株式会社 | 回転軸のインポジションチェックを行う数値制御装置 |
| WO2012107594A1 (en) * | 2011-02-11 | 2012-08-16 | Ecole Polytechnique Federale De Lausanne (Epfl) | High speed pocket milling optimisation |
| US8489224B2 (en) | 2011-02-28 | 2013-07-16 | Solidcam Ltd. | Computerized tool path generation |
| US9690282B2 (en) * | 2011-02-28 | 2017-06-27 | Solidcam Ltd. | Computerized tool path generation |
| US9892215B2 (en) | 2013-09-23 | 2018-02-13 | Mitsubishi Electric Research Laboratories, Inc. | System and method for determining feedrates of machining tools |
| US20150127139A1 (en) * | 2013-11-07 | 2015-05-07 | The Boeing Company | Real-Time Numerical Control Tool Path Adaptation Using Force Feedback |
| WO2016009502A1 (ja) * | 2014-07-16 | 2016-01-21 | ヤマザキマザック 株式会社 | 旋削加工制御装置、および旋削加工支援プログラム |
| JP6847035B2 (ja) * | 2014-11-07 | 2021-03-24 | ヌオーヴォ ピニォーネ ソチエタ レスポンサビリタ リミタータNuovo Pignone S.R.L. | 機械加工プログラムを生成するための方法及びマシンツール |
| JP6378233B2 (ja) * | 2016-03-18 | 2018-08-22 | ファナック株式会社 | 固定サイクルにおける余りステップの順序変更もしくは再分配による高速化機能を備えた数値制御装置 |
| EP3602355A1 (en) * | 2017-03-20 | 2020-02-05 | Solidcam Ltd. | Computerized system and method for generating a chatter free milling cnc program for machining a workpiece |
| US20200061723A1 (en) * | 2017-10-25 | 2020-02-27 | Mitsubishi Heavy Industries, Ltd. | Endmill specification design method, cutting condition detecting method, and processing method |
| CN108563848B (zh) * | 2018-03-27 | 2020-07-10 | 华中科技大学 | 一种平底螺旋立铣刀的铣削力建模方法 |
| CN110032748B (zh) * | 2018-12-14 | 2023-03-31 | 河南理工大学 | 适用于纵扭超声铣削的有限元仿真建模方法 |
| CN110347963B (zh) * | 2019-07-10 | 2023-07-07 | 上海理工大学 | 微铣磨复合加工最少往复进给次数的计算方法 |
| CN111241707B (zh) * | 2020-02-14 | 2023-07-07 | 中国航空制造技术研究院 | 一种复杂曲面五轴数控加工全路径铣削力的计算方法 |
| CN113255076B (zh) * | 2021-05-26 | 2023-06-02 | 西安理工大学 | 一种球头铣刀垂直加工时刀-工切触区域的识别方法 |
| CN113722849B (zh) * | 2021-08-20 | 2024-04-19 | 陕西柴油机重工有限公司 | 一种基于切削机理的铣削过程数据增强方法 |
| CN113984207B (zh) * | 2021-10-22 | 2024-02-06 | 上海济物光电技术有限公司 | 一种像切分器的飞刀加工方法 |
| CN114065427B (zh) * | 2021-11-16 | 2024-08-27 | 哈尔滨工程大学 | 摆线铣削中基于切削力建模的摆线参数优化方法 |
| CN116140658A (zh) * | 2021-11-23 | 2023-05-23 | 济南大学 | 一种通过超声振动抑制车削中杆类零件自激振动的方法 |
| CN114580090B (zh) * | 2021-12-28 | 2025-08-29 | 哈尔滨理工大学 | 一种方肩铣刀刀齿副后刀面摩擦系数动态特性解算方法 |
| CN114429064B (zh) * | 2022-01-05 | 2024-10-15 | 哈尔滨理工大学 | 高能效铣刀刀齿后刀面摩擦边界分形特征的识别方法 |
| CN114970029B (zh) * | 2022-05-31 | 2026-04-17 | 重庆理工大学 | 一种螺旋锥齿轮铣齿加工进给速度优化方法 |
| CN115502981B (zh) * | 2022-10-25 | 2024-04-19 | 华中科技大学 | 一种基于动柔度分布的机器人铣削进给方向优化方法 |
| CN116150910B (zh) * | 2023-02-28 | 2023-10-20 | 哈尔滨理工大学 | 一种铣削钛合金球头铣刀微织构设计方法及参数预测方法 |
| CN117601188A (zh) * | 2023-11-22 | 2024-02-27 | 上海芯密科技有限公司 | 一种胶条自动切削装置及自动切削方法 |
| CN117403488B (zh) * | 2023-12-05 | 2026-01-23 | 云南农业大学 | 一种刨削修复轨廓缺陷的方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4584649A (en) * | 1984-06-15 | 1986-04-22 | General Electric Company | Method for selecting and implementing cutting conditions in machining a workpiece |
| JPS6215056A (ja) * | 1985-07-12 | 1987-01-23 | Mitsubishi Heavy Ind Ltd | 工作機械用数値制御装置 |
| CN1221500B (zh) * | 1996-06-06 | 2013-06-05 | 波音公司 | 改进精度的机床系统及其方法 |
| JPH10118889A (ja) * | 1996-10-21 | 1998-05-12 | Toyota Motor Corp | 切削条件決定方法 |
| US5876155A (en) * | 1997-05-15 | 1999-03-02 | Ford Global Technologies, Inc. | Method of eliminating chatter in plunge cutting with cutters at different diameters and depths |
| EP1614495B1 (en) * | 2003-04-09 | 2017-08-30 | Mitsubishi Denki Kabushiki Kaisha | Apparatus for processing screw rotor |
| JP2005074569A (ja) * | 2003-09-01 | 2005-03-24 | Mitsubishi Heavy Ind Ltd | プログラム、コンピュータ装置、多軸加工機、ncプログラムの生成方法、ワークの加工方法 |
-
2006
- 2006-01-27 JP JP2006018749A patent/JP4622873B2/ja not_active Expired - Fee Related
-
2007
- 2007-01-26 US US11/698,109 patent/US7500812B2/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140144342A (ko) * | 2013-06-10 | 2014-12-19 | 두산인프라코어 주식회사 | 회전 절삭공구의 초기 축방향 절삭 깊이 설정방법 및 제어장치 |
| KR102092968B1 (ko) | 2013-06-10 | 2020-03-24 | 두산공작기계 주식회사 | 회전 절삭공구의 초기 축방향 절삭 깊이 설정방법 및 제어장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070179661A1 (en) | 2007-08-02 |
| US7500812B2 (en) | 2009-03-10 |
| JP2007196331A (ja) | 2007-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4622873B2 (ja) | Ncプログラムの作成方法及びプログラム | |
| JP4835442B2 (ja) | 回転工具を用いた肩削り加工における切削加工終了座標の算出方法 | |
| JP5594685B2 (ja) | 工具軌跡生成装置、工具軌跡算出方法および工具軌跡生成プログラム | |
| JP4434137B2 (ja) | 傾斜面の切削加工における切削自励振動の安定限界軸方向切込み量の算出方法 | |
| CN112605479B (zh) | 机床的控制装置 | |
| JP5900907B2 (ja) | 工具軌跡生成装置、工具軌跡生成方法および工具軌跡生成プログラム | |
| JP5837031B2 (ja) | 凹円弧コーナ部の経路補正を行うワイヤ放電加工機およびワイヤ放電加工機の加工経路作成装置およびワイヤ放電加工機の加工方法 | |
| JP4732549B1 (ja) | 切削加工方法及び切削加工装置 | |
| JP2007196331A5 (ja) | ||
| JP6133995B2 (ja) | 工具経路評価方法、工具経路生成方法、及び工具経路生成装置 | |
| JP2012213830A5 (ja) | ||
| JP3000219B2 (ja) | 曲面加工用情報処理装置 | |
| US20190091778A1 (en) | End mill machining apparatus, cam apparatus, nc program, and machining method | |
| JP7645761B2 (ja) | ワークの旋削加工方法及び工作機械、加工プログラム | |
| US8042436B2 (en) | Method for preparing NC machining program and apparatus for preparing NC machining program | |
| CN116719272B (zh) | 一种球头刀五轴加工无颤振刀轴矢量生成方法 | |
| JP7412695B2 (ja) | 工作機械、数値制御装置および振動抑制方法 | |
| JP4495681B2 (ja) | 安定限界切込み量算出プログラム及び算出方法 | |
| JP2003170333A (ja) | 工具送り経路の作成方法 | |
| JP7075584B2 (ja) | ラジアスエンドミル及びこれを用いた工作機械、並びにラジアスエンドミルの設計方法及び加工方法 | |
| WO2024236777A1 (ja) | 振動シミュレーション装置及び加工形状シミュレーション装置 | |
| JP3666947B2 (ja) | Ncデータ作成装置及びその補正データ作成方法 | |
| JP2006007363A (ja) | Ncプログラム修正装置及びこれを備えたncプログラム生成装置 | |
| Kiselev et al. | Multi-variant simulation of milling of 3-D shaped detail considering changing of workpiece rigidity while cutting | |
| Tunc et al. | Optimization of 5-Axis milling processes based on the process models with application to airfoil machining |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080828 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080828 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101018 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131112 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |