JP4644568B2 - ドリル - Google Patents
ドリル Download PDFInfo
- Publication number
- JP4644568B2 JP4644568B2 JP2005255049A JP2005255049A JP4644568B2 JP 4644568 B2 JP4644568 B2 JP 4644568B2 JP 2005255049 A JP2005255049 A JP 2005255049A JP 2005255049 A JP2005255049 A JP 2005255049A JP 4644568 B2 JP4644568 B2 JP 4644568B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- blade portion
- drill
- guide pad
- attached
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Drilling Tools (AREA)
Description
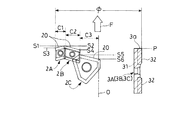
1a 切削ヘッド部
10 先端面
11 シャンク部 2A 外側刃部
2B 中間刃部
2C 内側刃部
20 切刃
3A〜3C ガイドパッド
4A,4B 切屑排出溝
F 穿孔方向
G 環状溝部
H 切削孔
O 軸心
Q 径方向
W 被削材
Claims (6)
- 切削ヘッド部に、切削孔の最外周領域の切削を担う外側刃部と、この外側刃部とは略径方向反対側に配置して外側から2番目の領域の切削を担う中間刃部と、これら外側刃部及び中間刃部と略同じ径方向に沿って配置して中間刃部よりも内側領域の切削を担う少なくとも一つの内側刃部とを備え、外周面に切屑排出溝が形成されたドリルにおいて、
前記内側刃部が外側刃部及び中間刃部よりも穿孔方向の後位に位置し、
全面切削状態にある外側刃部/中間刃部の切屑除去量比が49/51〜51/49の範囲内にあり、全刃部の全面切削状態における刃部配置径線上の片側半径領域と他側半径領域の切屑除去量比が前記範囲外にあり、
切削ヘッド部外周の少なくとも内側刃部による切削反力の作用部位に、切削孔内周に摺接するガイドパッドが取り付けられ、
該ガイドパッドは、内側刃部による切削開始前に、外側刃部にて切削された環状溝部内に前端部が嵌入するように位置設定されてなることを特徴とするドリル。 - 外側刃部及び中間刃部と内側刃部が、切削ヘッド部に対して着脱可能なスローアウェイチップにて構成されてなる請求項1記載のドリル。
- 最大穿孔深さ/切削孔径の比が4以上である請求項1又は2に記載のドリル。
- 前記の内側刃部による切削反力の作用部位に取り付けられるガイドパッドが、前記内側刃部からドリル回転方向後方側60〜90°の角度範囲の切削ヘッド部外周に位置してなる請求項1〜3のいずれかに記載のドリル。
- 前記の内側刃部による切削反力の作用部位に取り付けられるガイドパッドに加え、その略径方向反対側にもガイドパッドが取付けられてなる請求項1〜4のいずれかに記載のドリル。
- 前記の内側刃部による切削反力の作用部位とその略径方向反対側に取り付けられるガイドパッドに加え、中間刃部側の切削ヘッド部外周位置にもガイドパッドが取付けられてなる請求項5記載のドリル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005255049A JP4644568B2 (ja) | 2005-09-02 | 2005-09-02 | ドリル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005255049A JP4644568B2 (ja) | 2005-09-02 | 2005-09-02 | ドリル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007061999A JP2007061999A (ja) | 2007-03-15 |
| JP4644568B2 true JP4644568B2 (ja) | 2011-03-02 |
Family
ID=37924790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005255049A Expired - Fee Related JP4644568B2 (ja) | 2005-09-02 | 2005-09-02 | ドリル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4644568B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE381592B (sv) * | 1975-01-20 | 1975-12-15 | Sandvik Ab | Borrverktyg |
| JPS5973215A (ja) * | 1982-10-18 | 1984-04-25 | Nippon Yakin:Kk | ドリル、特に深孔穿設用ドリル |
| JPS63267108A (ja) * | 1987-04-21 | 1988-11-04 | Mitsubishi Metal Corp | 深穴加工用ドリル |
| JPH0219418U (ja) * | 1988-07-26 | 1990-02-08 | ||
| JPH069813U (ja) * | 1992-05-01 | 1994-02-08 | 住友電気工業株式会社 | ドリル |
| JP2594251Y2 (ja) * | 1993-03-10 | 1999-04-26 | 東芝タンガロイ株式会社 | スローアウェイ式ドリル |
| JP4047703B2 (ja) * | 2002-11-15 | 2008-02-13 | ユニタック株式会社 | 深穴切削具 |
-
2005
- 2005-09-02 JP JP2005255049A patent/JP4644568B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007061999A (ja) | 2007-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5365298B2 (ja) | ドリル用インサートおよびインサートドリル | |
| JP5491505B2 (ja) | フライスおよびそのための切削チップ | |
| JP5941618B2 (ja) | 旋削インサート、工具部品、金属切削加工方法及び工作機械 | |
| JP2009262277A (ja) | 深穴切削用スローアウェイチップ及び深穴切削用ドリルヘッド | |
| KR20110127675A (ko) | 회전 공구 | |
| JP2010505635A (ja) | モジュール式穴あけ工具およびその製作方法 | |
| CN102105251B (zh) | 具有支承元件的旋转式刀具 | |
| JP4944192B2 (ja) | シート部材およびそれを用いた回転工具並びにそれを用いた切削方法 | |
| JP2757744B2 (ja) | スローアウェイ式穴明け工具およびスローアウェイチップ | |
| JP2009255202A (ja) | 深穴切削用ドリルヘッド | |
| JP4644568B2 (ja) | ドリル | |
| JP2009050994A (ja) | 穴加工工具 | |
| EP2532461A1 (en) | Cutting insert having a plurality of cutting elements thereon and cutting tool therefor | |
| JP4380365B2 (ja) | リーマ | |
| WO2010079374A1 (en) | Milling tool for simultaneous roughing and finishing operations | |
| JP2006192553A (ja) | ガンドリル用インサート、ガンドリル用ホルダ及びインサート式ガンドリル | |
| JP2008155310A (ja) | ノンコアドリル及びノンコアドリルを用いた研削方法 | |
| JP2007260788A (ja) | 切削インサート及び切削工具 | |
| JP2011194479A (ja) | 深穴切削用ドリルヘッド | |
| JP4483200B2 (ja) | スローアウェイ式リーマ | |
| JP4449895B2 (ja) | スローアウェイチップおよびスローアウェイ式切削工具 | |
| JP4622410B2 (ja) | スローアウェイ式ドリル | |
| JP4666282B2 (ja) | ドリル | |
| JP4910648B2 (ja) | 穴加工工具及び穴加工工具の製造方法 | |
| JP2004306180A (ja) | チップブレーカを備えたドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070416 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101206 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |