JP4702201B2 - 樹脂加工用部材 - Google Patents
樹脂加工用部材 Download PDFInfo
- Publication number
- JP4702201B2 JP4702201B2 JP2006178643A JP2006178643A JP4702201B2 JP 4702201 B2 JP4702201 B2 JP 4702201B2 JP 2006178643 A JP2006178643 A JP 2006178643A JP 2006178643 A JP2006178643 A JP 2006178643A JP 4702201 B2 JP4702201 B2 JP 4702201B2
- Authority
- JP
- Japan
- Prior art keywords
- fluorine
- resin
- layer
- plasma
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
(1)前記含フッ素原子層では、CF2結合及び/またはCF3結合が存在していること、
(2)前記含フッ素原子層は、フッ素原子(F)と炭素原子(C)との原子比(F/C)が1.0以上であること、
(3)前記金属製基材の表面に炭素イオンが注入されていること、
(4)前記金属製基材がアルミニウム製であること、
(5)容器用プリフォームの成形金型であること、
が好適である。
Δq=tan−1(Δy/Δx)
で示される傾斜角Δq(正接値)の二乗平均平方根である(JIS B0601:2001)。即ち、表面粗さを示すパラメータとして一般に使用されている平均表面粗さRaや最大粗さRmaxは、中心線を基準としての深さを示しているのに対し、二乗平均傾斜Δqは、断面曲線の傾斜角度を示している点で全く異なっている。
即ち、フッ素プラズマ処理による含フッ素原子層は、フッ素樹脂のコーティング層に比して高い熱伝導性を示し、このような熱伝導性の差が、耐表面汚染性の差となって現れているものと考えられる。例えば、高温に加熱保持された樹脂が樹脂加工用部材の表面に接触すると、フッ素樹脂のコーティング層が形成されているときには、熱伝導性が低いため、高温に加熱された樹脂は、高温に保持されたままの状態で長時間、その表面に接触していることとなり、この結果、樹脂に含まれるオリゴマー成分や添加剤成分の表面付着を生じ易い。一方、含フッ素原子層が形成されている場合には、熱伝導性が高いため、該樹脂は速やかに冷却され、樹脂が高温状態で表面に接触している時間は極めて短く、この結果、樹脂中に含まれているオリゴマー成分や各種添加剤成分の表面付着を生じ難く、耐表面汚染性が高められていることとなるのである。
尚、以下の実験例で採用した各種特性の測定方法は、以下の通りである。
表面粗さは、表面粗さ測定計(東洋精密(株)製サーフコム)を使用して測定した。測定場所は1つのサンプルにつき任意の3点とし、走査距離4mmとしてΔqおよびRaを測定し、それぞれの平均を算出した。
(オリゴマー付着実験)
サンプル基板(アルミA−7075材、100mmx100mmx6mm)を用意し、当該サンプル基板を斜め60度に傾けた状態でサンプルホルダーに固定する。冷却水を当該サンプルホルダー内部に流し、サンプル基材の表面温度を常に20℃に保つようにする。溶融PET樹脂を二軸押出機からストランド状で流し、当該斜め60度に設置したサンプル上に落下させ、そのまま40分間流す。PET樹脂には日本ユニペット製RT543CTHPを使用し、当該樹脂は二軸押出機投入直前まで、150℃で4時間以上乾燥させた。押出中の樹脂温度は280℃としている。押出機の出口には、直径5mmの穴が3箇所存在し、当該3穴から均等に溶融樹脂が流れ出る構造である。吐出量は、当該3穴合計で12kg/hとした。なおサンプル基板は、当該樹脂を流している間、常に振動させており、溶融樹脂が付着して堆積しても直ぐに振り落とされるシステムになっている。
前記オリゴマー付着実験で使用したサンプル基板において、表面に付着した樹脂成分を定性・定量分析した。分析に際し、当該実験後のサンプル基板から分析用調整液を作製する。その作製方法を以下に説明する。まずヘキサフルオロイソプロパノール(キシダ゛化学製)とHPLC用クロロホルム(キシダ化学製)とを、重量比で1:1に混合したもの(混合溶剤)を準備する。当該混合溶剤をサンプル基板表面(1条件につき2枚)に流し、サンプル上に付着したオリゴマーを溶解洗浄する。当該洗浄液は、捨てずに100mlビーカー等に収集する。当該洗浄液を50mlナスフラスコ等に移し、エバポレーターを用いて当該洗浄液が乾固するまで蒸留する。乾固が終了すると、ナスフラスコ内壁に樹脂成分が付着した状態になっている。当該ナスフラスコ内にジメチルホルムアミド(キシダ化学製)を約2ml加え、軽く振り混ぜた後24時間放置し、乾固した樹脂成分を完全に溶解する。溶解させた樹脂成分を2.5mlメスフラスコに移し、さらにジメチルホルムアミドを加え全体量を2.5mlとし、これを分析用調整液とした。分析には東ソ−(株)製高速液体クロマトグラフを使用し、前記作製した分析用調整液に含まれる低分子量物質を定性定量分析する。当該分析において、PET樹脂の代表的オリゴマーであるテレフタル酸(TA)、ビス−2−ヒドロキシエチルテレフタレート(BHET)、モノヒドロキシエチルテレフタレート(MHET)、サイクリックトリマー(環状三量体)の4種類を定量し、その合計量を総オリゴマー量とした。
水接触角と溶融樹脂接触角を測定した。水接触角は、表面改質したサンプル基板を水平に置き(サンプルの大きさに制限はないが、本実験には30mmx30mmx3mmサイズのアルミ板(アルミ材質A−7075材)を使用した)、当該基板上に、蒸留水をマイクロピペットで2μlのせ、水滴を作製する。当該水滴を真横から写真撮影し、その拡大写真から接触角を測定した。溶融樹脂接触角については、前記同様サイズの表面改質したサンプル基板を、ホットプレート上に水平に置き基板の温度を235℃に加熱する。加熱された後、当該基板上に固形のビス−2−ヒドロキシエチルテレフタレート(BHET樹脂;10mg乃至20mg)をのせ、完全に融解したところで形成される液滴を真横から写真撮影し、接触角を測定した。
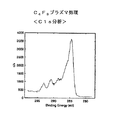
フッ素プラズマ処理後のサンプル基板の表面状態をXPS(アルバック・ファイ社QUANTUM2000)により分析した。分析はフッ素原子F1s(結合エネルギー:680〜700eV)と炭素原子C1s(結合エネルギー:280〜300eV)について行い、それぞれのピーク強度の比を算出し、当該比を最表面におけるフッ素原子数と炭素原子数の比(F/C)とした。またC1sピークは通常285eVに現れるが、フッ素原子が結合すると高エネルギー側にシフトする。カーボン原子にフッ素原子が2つ結合したCF2結合は292eVに、フッ素原子が3つ結合したCF3結合は294eVにそれぞれ現れる。それぞれのピーク強度の比(CF2/CおよびCF3/C)を算出し、それぞれの結合量の比とした。
アルミニウム製の基板(10cm×10cm)の表面を、イエプコ処理し、種々の二乗平均傾斜Δqを有する粗面を有するプラズマ未処理サンプル基板を作製した。このように粗面化されたプラズマ未処理サンプル基板に次の条件で炭素イオンを注入し、さらにDLC層(厚み0.1μm)及び含フッ素原子層(厚み5nm)を形成し、フッ素プラズマ処理されたサンプル基板を作製した。(尚、プラズマ未処理サンプル基板の二乗平均傾斜Δqと、フッ素プラズマ処理基板の含フッ素原子層の二乗平均傾斜Δqとは同一であった。)

実験例1で作製された二乗平均傾斜Δqが7度のプラズマ処理基板について、XPSにより、表面の含フッ素原子層についてC1s及びF1s分析を行い、そのチャートを、図6及び図7に示した。図6から、CF2結合及びCF3結合が生成していることが判る。
3:ダイヤモンド状カーボン(DLC)層
5:含フッ素原子層
Claims (6)
- 金属製基材の表面にダイヤモンド状カーボン層が形成され、該ダイヤモンド状カーボン層の上にフッ素プラズマ処理による含フッ素原子層が形成されており、該含フッ素原子層表面の二乗平均傾斜Δqが6度より大であることを特徴とする樹脂加工用部材。
- 前記含フッ素原子層では、CF2結合及び/またはCF3結合が存在している請求項1に記載の樹脂加工用部材。
- 前記含フッ素原子層は、フッ素原子(F)と炭素原子(C)との原子比(F/C)が1.0以上である請求項2に記載の樹脂加工用部材。
- 前記金属製基材の表面に炭素イオンが注入されている請求項1乃至3の何れかに記載の樹脂加工用部材。
- 前記金属製基材がアルミニウム製である請求項1乃至4の何れかに記載の樹脂加工用部材。
- 容器用プリフォームの成形金型である請求項1乃至5の何れかに記載の樹脂加工用部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006178643A JP4702201B2 (ja) | 2006-06-28 | 2006-06-28 | 樹脂加工用部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006178643A JP4702201B2 (ja) | 2006-06-28 | 2006-06-28 | 樹脂加工用部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008006659A JP2008006659A (ja) | 2008-01-17 |
| JP4702201B2 true JP4702201B2 (ja) | 2011-06-15 |
Family
ID=39065306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006178643A Expired - Fee Related JP4702201B2 (ja) | 2006-06-28 | 2006-06-28 | 樹脂加工用部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4702201B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5211819B2 (ja) * | 2008-04-14 | 2013-06-12 | トヨタ紡織株式会社 | 植物性繊維成形体の製造方法 |
| JP4858507B2 (ja) * | 2008-07-31 | 2012-01-18 | トーカロ株式会社 | 被研磨物保持用キャリア |
| JP6044144B2 (ja) * | 2012-07-11 | 2016-12-14 | 凸版印刷株式会社 | プリフォーム射出成形金型の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01138611A (ja) * | 1987-11-26 | 1989-05-31 | Nec Corp | 磁気ディスク |
| CA2184206C (en) * | 1995-08-29 | 2002-10-08 | Yasuaki Sakamoto | Molded glass plate produced by mold with modified surface |
| JPH09300428A (ja) * | 1996-05-20 | 1997-11-25 | Toray Ind Inc | 口 金 |
| JP3888683B2 (ja) * | 2002-10-23 | 2007-03-07 | 株式会社不二製作所 | 硬度判定方法及び硬度判定システム |
| JP2006032423A (ja) * | 2004-07-12 | 2006-02-02 | Toshiba Corp | インプリント加工用スタンパーおよびその製造方法 |
| US8043677B2 (en) * | 2004-09-30 | 2011-10-25 | Toyo Seikan Kaisha, Ltd. | Fluropolymer resin coated member, a metal mold for forming polyester resin container made thereof and reproducing method of said metal mold |
| JP2007266384A (ja) * | 2006-03-29 | 2007-10-11 | Toppan Printing Co Ltd | インプリント用モールド及びその製造方法 |
-
2006
- 2006-06-28 JP JP2006178643A patent/JP4702201B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008006659A (ja) | 2008-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Koivuluoto | A review of thermally sprayed polymer coatings | |
| US20020014325A1 (en) | Metal substrate with a corrosion-resistant coating produced by means of plasma polymerisation | |
| CN1274730C (zh) | 氟共聚物 | |
| EP0363103A2 (en) | Method of conducting electrostatic coating of crystalline thermoplastic resin molding and coated plastic molding | |
| JP5149069B2 (ja) | 金型組立体及び射出成形方法 | |
| WO2001011612A1 (en) | Tray for conveying magnetic head for magnetic disk | |
| CN107208254B (zh) | 溅射用氟类高分子复合靶 | |
| CN112779533B (zh) | 一种在不锈钢表面制备金属基复合涂层的方法 | |
| KR101455142B1 (ko) | 내식성이 우수한 피복 물품의 제조 방법 및 피복 물품 | |
| JP4844788B2 (ja) | 含フッ素共重合体 | |
| JP4702201B2 (ja) | 樹脂加工用部材 | |
| JP5075411B2 (ja) | ポリエステル容器成形用フッ素樹脂コート金型及びその再生方法 | |
| CN1604822A (zh) | 用于喷涂非熔融聚合物的高速氧气燃料方法和装置 | |
| Šadl et al. | Protective alumina coatings prepared by aerosol deposition on magnetocaloric gadolinium elements | |
| TWI711720B (zh) | 金屬模具成型面之表面材料及金屬模具成型面之表面處理方法 | |
| CN1604823A (zh) | 用非熔融聚合物喷涂的制品 | |
| US9169550B2 (en) | Surface treatment method for coating layer | |
| TWI568870B (zh) | 包含保護裝置的管狀靶 | |
| EP3724376B1 (fr) | Outillage de galvanoplastie | |
| JP4617678B2 (ja) | 溶融紡糸口金およびその製造方法ならびにそれを用いた溶融紡糸方法 | |
| KR100977378B1 (ko) | 압출 성형기 다이 내면의 코팅방법 및 그 방법으로 코팅된압출 성형기 다이 | |
| JP4442201B2 (ja) | フッ素樹脂コート部材の製造方法 | |
| KR102317383B1 (ko) | 피복부재 및 그 제조 방법 | |
| JP4494913B2 (ja) | 光学素子の製造方法 | |
| CH665488A5 (fr) | Procede pour realiser un composant optique et composant obtenu par ce procede. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110221 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4702201 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140318 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140318 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140318 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |