JP4705287B2 - 高い吸収エネルギーを有する薄手高強度鋼板の非水冷型製造方法 - Google Patents
高い吸収エネルギーを有する薄手高強度鋼板の非水冷型製造方法 Download PDFInfo
- Publication number
- JP4705287B2 JP4705287B2 JP2001286184A JP2001286184A JP4705287B2 JP 4705287 B2 JP4705287 B2 JP 4705287B2 JP 2001286184 A JP2001286184 A JP 2001286184A JP 2001286184 A JP2001286184 A JP 2001286184A JP 4705287 B2 JP4705287 B2 JP 4705287B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- absorbed energy
- water
- strength
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Heat Treatment Of Steel (AREA)
Description
【発明の属する技術分野】
本発明は、延性破壊時に高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板を高い生産性のもとで製造するための技術である。鉄鋼業では厚板製造工程に適用される。本発明によって製造される鋼板は主に原油や天然ガス等の輸送用ラインパイプに使用される。このほかにも、延性破壊特性が重視される各種の鋼構造物に適用することが可能である。
【0002】
【従来の技術】
ラインパイプを現地溶接する際に、溶接能率の観点から溶接パス数が少なくてすむ薄手化の要求がある。一方で、輸送効率の観点からラインパイプの操業圧力を高めるために高強度化の要求がある。加えて近年では、ラインパイプの安全性の観点から不安定延性破壊に対する抵抗力を高める要求がある。
【0003】
制御圧延後、加速冷却技術を適用(TMCP)して製造することにより高強度と高吸収エネルギーを兼ね備えた鋼板が製造可能であるが、板厚15mm以下のような薄手材について、TMCPを用いて製造した場合、鋼板形状の劣化が問題となる。また再熱焼入れ焼戻しによる製造では生産性に劣るという問題がある。このため薄手ラインパイプ材では非水冷圧延ままでの製造されることが多い。このとき強度と低温での高い延性破面率を満足させるため低温CRでの製造となるが、このときセパレーションと呼ばれる破面に垂直なワレが発生し、高い吸収エネルギーがえられない。このような背景のもと、非水冷圧延ままで高吸収エネルギーを満足する新たな製造技術(非水冷型製造技術)が求められている。
【0004】
【発明が解決しようとする課題】
本発明は、高強度とセパレーションの発生しない高吸収エネルギーを兼ね備えた薄手鋼板を、非水冷圧延ままで製造する方法(非水冷型製造技術)を提供することを課題とする。
【0005】
【課題を解決するための手段】
本発明は適正な圧延条件を付与することにより、高強度とセパレーションの発生しない高吸収エネルギーを兼ね備えた薄手鋼板を非水冷圧延ままで製造する方法である。
即ち、本発明の要旨は、次の通りである。
(1) 質量%で、C:0.03〜0.1%、Mn:1.0〜2.0%、Nb:0.01〜0.1%、P:≦0.01%、S:≦0.003%、O:≦0.005%を含有し、さらにSi:0.05〜0.5%、Al:0.001〜0.05%、Ti:0.005〜0.05%の1種または2種以上を含有し、残部が鉄および不可避的不純物である化学成分の鋼片を、1000℃以上に加熱して熱間圧延を行うにあたって、(Ar 3 +80)〜950℃の温度範囲の中で累積圧下量が50%以上となるように圧延を実施し、引き続きAr 3 〜(Ar 3 −30℃)の温度範囲の中で累積圧下量が10〜30%となるよう圧延を終了し、その後空冷することを特徴とする、セパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。
(2) 鋼片の化学成分が、更に質量%で、Cu:≦1.0%、Ni:≦1.0%、Cr:≦1.0%、Mo:≦0.5%、V:≦0.1%、B:≦0.005%の1種または2種以上を含有することを特徴とする、上記(1)に記載のセパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。
(3) 鋼片の化学成分が、更に質量%で、Ca:≦0.005%、Mg:≦0.005%、REM:≦0.01%、Zr:≦0.01%の1種または2種以上を含有することを特徴とする、上記(1)又は上記(2)に記載のセパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。
これにより、例えば板厚が15mm以下で、X70級の強度を有し、250J以上のvE-20を有する薄手鋼板を非水冷圧延ままで製造することができる。
【0006】
まず、高い吸収エネルギーをえるには延性破面率100%とすることが必要条件となる。0℃以下の低温においても延性破面率100%を確保するため、Nbを0.01%以上添加し、鋼片を1000℃以上に加熱し、950℃以下の温度域で50%以上の累積圧下量を確保しなくてはならない。Nb添加量が0.01%未満又は、鋼片加熱温度を1000℃未満とすると、γ中に固溶するNbが不足するために十分な組織の微細化がえられない。また、950℃以下の未再結晶温度域での累積圧下量が50%未満となった場合、γの加工度が不足するため、やはり微細な組織はえられない。
【0007】
延性破面率100%であってもセパレーションと呼ばれる破面に垂直で圧延面に平行なワレが発生すると吸収エネルギーが低下することが知られている。セパレーションの発生原因として、例えば「鉄と鋼、68(1982)、435」に記載されているように、圧延集合組織の関与が広く知られている。本発明者らは圧延温度と圧延集合組織の関係について調査し、図2に示すようにAr3変態点+80℃より高い高温では圧下を加えても圧延集合組織がほとんど発達しないことを見出した。そのため、セパレーション発生を抑制し高い吸収エネルギーをえるためには、Ar3+80℃以上から950℃以下の温度域で50%以上の累積圧下量を確保することにより、金属組織の細粒化を行わなくてはならない。Ar3+80℃より低い温度域で過度の変形を加えるとセパレーションが発生し吸収エネルギーが低下する。
【0008】
しかしながら、かかる高温で圧延を終了すると十分な強度がえられない。本発明者らは種々の圧延条件の検討により、Ar3+80℃以上の高温での圧延の後、暫く空冷させ、Ar3〜Ar3−30℃の温度域で累積圧下量を10〜30%とすることにより、圧延集合組織を発達させることなく、加工フェライトを利用し高強度化を実現することが可能であることが分かった。Ar3より高い温度で圧延すると加工フェライトによる強度上昇が享受できないため、十分な強度上昇はえられない。Ar3−30℃より低い温度で変形を加えると軽い圧下でもセパレーションが発生し吸収エネルギーが低下する。Ar3〜Ar3−30℃の温度域であっても、30%を超える累積圧下量を加えるとやはりセパレーションが発生し吸収エネルギーが低下する。
【0009】
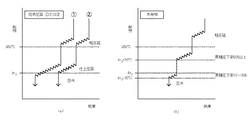
上記に述べた本発明で想定する圧延条件と従来の圧延条件の模式図を図1(b)及び図1(a)に示す。図1に示すように950℃以下からAr3−30℃までの温度域での圧延条件が本発明と従来圧延とでは異なっている。
【0010】
つまり、本発明の特徴は、次の通りである。
▲1▼ 0.01%以上のNbを添加し、1000℃以上に加熱する
▲2▼ Ar3+80℃以上、950℃以下の温度域で50%以上の圧下を加える
▲3▼ Ar3+80℃以上の高温での圧延の後、引き続きAr3〜Ar3−30℃の温度域で10以上30%以下の圧下を加える
とすることにより、薄手、高強度、高吸収エネルギー鋼板の非水冷圧延ままでの製造が可能となった。本発明により、例えば板厚12mm、X70級強度(API規格)、vE-20 ℃≧250Jを満足する鋼板も製造可能である。
【0011】
次に各化学成分の限定理由について説明する。
【0012】
Cは強度を確保するためには0.03%以上必要である。しかし、セメンタイト粒子やパーライト相の体積率が増加し、これらが延性破壊におけるボイド発生の芽となって破壊を促し、吸収エネルギーが低下する。また、Cが高くなるとセパレーションが発生し易くなり吸収エネルギーが低下する。さらに、Cが多くなると中心偏析が助長されて、これに起因する深いセパレーションが発生して吸収エネルギーが低下する。以上から、Cの上限を0.1%としなければならない。
【0013】
Mnは強度、靭性の確保に不可欠な元素であり、特に強度の観点から本発明の低いCに代替して積極的に添加する必要がある。X70級の強度を低いCのもとで確保するために1.0%以上のMnを添加する必要がある。Mnが2.0%を超えると中心偏析が助長されて、これに起因する深いセパレーションが発生して吸収エネルギーが低下する。従って、Mnの上限を2.0%とする。
【0014】
Nbは本発明で重要な元素である。Nbは圧延によるγ組織の微細化を促して変態組織を微細化する。その結果、破面遷移温度の低下と強度の増加をもたらす。析出硬化によっても強度を増加させる。これらのためには0.01%以上のNbが必要である。Nbが0.1%を超えると中心偏析が助長されて、これに起因する深いセパレーションが発生して吸収エネルギーが低下する。従って、Nbの上限を0.1%とする。
【0015】
Pは本発明では好ましくない元素である。Pは中心偏析を助長したり粒界偏析することで靭性の著しい劣化を引き起こす。高い吸収エネルギーをえるためには、Pを0.01%以下にしなければならない。
【0016】
SとOは本発明で好ましくない元素である。これらは非金属介在物を形成してボイドの発生を促し、吸収エネルギーを低下させる。Sは0.003%以下、Oは0.005%以下にしなければならない。
【0017】
Si、Al、Tiは脱酸元素として作用する。Oを0.005%以下にするためには、これらの1種以上を添加する必要がある。このために、Siは0.05%以上、Alは0.001%以上、Tiは0.005%以上が必要である。これらの脱酸元素が多すぎると酸化物が粗大化して破壊の起点として悪影響を及ぼすため、Siは0.5%、Alは0.05%、Tiは0.05%を上限とする。
【0018】
Cu、Ni、V、Bは強度の増加に有効である。これらの添加量が多すぎるとHAZ靭性が損なわれるので、Cuは1.0%、Niは1.0%、Vは0.1%、Bは0.005%を上限とする。
【0019】
Cr、Moは強度の増加に有効な元素である。Crが1.0%、Moが0.5%を超えると焼入れ性が過剰となってMA(Martensite austenite constituent)と呼ばれる硬化相が増えて吸収エネルギーが低下する。従って、Crの上限を1.0%Moの上限を0.5%とする。
【0020】
Ca、Mg、REM、ZrはMnに優先して硫化物を形成し、圧延で延伸化しにくい球状介在物をつくる。その結果、セパレーションとボイドが発生しにくくなって吸収エネルギーが向上する。これらの脱硫元素が多すぎると硫化物が粗大化して破壊の起点として悪影響を及ぼすため、Caは0.005%、Mgは0.005%、REMは0.01%、Zrは0.01%を上限とする。
【0021】
【実施例】
表1に示す化学成分を有する連続鋳造鋼片を素材として、板厚15mm以下の鋼板を非水冷圧延ままで製造した。その製造条件およびそのときの機械的性質を表2に示す。
【0022】
【表1】

【表2】
鋼1〜6は本発明鋼であり、適正な化学成分に調整し、未再結晶温度域での圧延条件を狭い範囲で最適化することによりX70の強度と250Jを超える高いvE-20、vE-40を同時に満足している。一方、鋼7〜18は従来鋼であり、化学成分あるいは製造条件が最適な範囲から外れるため、十分な強度あるいはvEを達成することができない。鋼7はCが少ないために強度が不足している。鋼8はCが多いため十分な吸収エネルギーがえられない。鋼9はMnが多いため吸収エネルギーが不足している。鋼10はPが多いため延性破面率が劣化して吸収エネルギーも不足している。鋼11はSが多いため吸収エネルギーが不足している。鋼12はNbが少ないため、強度、延性破面率、吸収エネルギーいずれも劣化している。鋼13はNbが多いため吸収エネルギーが不足している。鋼14は加熱温度が低いため、強度、延性破面率、吸収エネルギーが劣化している。鋼15はAr3+80℃〜950℃の温度域での累積圧下量が少ないため強度、延性破面率、吸収エネルギーが劣化する。鋼16はAr3〜Ar3−30℃の温度域での累積圧下量が少ないため十分な強度がえられない。鋼17はAr3〜Ar3−30℃の温度域での累積圧下量が多いためセパレーションが発生し吸収エネルギーが劣化する。鋼18は圧延終了温度が低いためセパレーションが発生し吸収エネルギーが劣化する。
【0025】
【発明の効果】
本発明により、高吸収エネルギー有する高強度鋼板が非水冷圧延ままで製造可能となった。例えば、板厚が12mm、X70級の強度を有し、vE-20≧250Jを有する鋼板が非水冷圧延ままで製造可能である。その結果、鋼板製造者は製造コストを低く抑え、製造納期を短縮することが可能となった。本発明によって製造された鋼板は、原油や天然ガス等の輸送用ラインパイプをはじめ、延性破壊特性が重視される各種の鋼構造物に適用され、鋼構造物の安全性を高めることに貢献する。
【図面の簡単な説明】
【図1】本発明が規定する圧延条件の模式図である。
【図2】ある一定温度で50%歪を加えたときの圧延温度とセパレーションを誘発する圧延集合組織との関係を示すグラフである。図中のlog[I/I0{100}xI/I0{111}]はセパレーションを誘発する圧延集合組織の発達度を示すパラメータである。そしてI{hkl}はX線回折によりえられるフェライトの格子面{hkl}のピーク高さであり、I0はランダム方位試料のピーク高さである。
Claims (3)
- 質量%で、
C :0.03〜0.1%、
Mn:1.0〜2.0%、
Nb:0.01〜0.1%、
P :≦0.01%、
S :≦0.003%、
O :≦0.005%
を含有し、さらに
Si:0.05〜0.5%、
Al:0.001〜0.05%、
Ti:0.005〜0.05%
の1種または2種以上を含有し、残部が鉄および不可避的不純物である化学成分の鋼片を、1000℃以上に加熱して熱間圧延を行うにあたって、(Ar3+80)〜950℃の温度範囲の中で累積圧下量が50%以上となるように圧延を実施し、引き続きAr3〜(Ar3−30℃)の温度範囲の中で累積圧下量が10〜30%となるよう圧延を終了し、その後空冷することを特徴とする、セパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。 - 鋼片の化学成分が、更に質量%で、
Cu:≦1.0%、
Ni:≦1.0%、
Cr:≦1.0%、
Mo:≦0.5%、
V:≦0.1%、
B:≦0.005%
の1種または2種以上を含有することを特徴とする、請求項1に記載のセパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。 - 鋼片の化学成分が、更に質量%で、
Ca:≦0.005%、
Mg:≦0.005%、
REM:≦0.01%、
Zr:≦0.01%
の1種または2種以上を含有することを特徴とする、請求項1又は請求項2に記載のセパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001286184A JP4705287B2 (ja) | 2001-09-20 | 2001-09-20 | 高い吸収エネルギーを有する薄手高強度鋼板の非水冷型製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001286184A JP4705287B2 (ja) | 2001-09-20 | 2001-09-20 | 高い吸収エネルギーを有する薄手高強度鋼板の非水冷型製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003096517A JP2003096517A (ja) | 2003-04-03 |
| JP4705287B2 true JP4705287B2 (ja) | 2011-06-22 |
Family
ID=19109215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001286184A Expired - Fee Related JP4705287B2 (ja) | 2001-09-20 | 2001-09-20 | 高い吸収エネルギーを有する薄手高強度鋼板の非水冷型製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4705287B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006106591A1 (ja) * | 2005-04-04 | 2006-10-12 | Nippon Steel Corporation | 延性破壊特性に優れた高強度鋼板及び高強度溶接鋼管並びにそれらの製造方法 |
| JP6343472B2 (ja) | 2014-03-28 | 2018-06-13 | 株式会社神戸製鋼所 | 低温靭性に優れた高強度ラインパイプ用鋼板および高強度ラインパイプ用鋼管 |
| JP6123972B2 (ja) | 2015-03-31 | 2017-05-10 | Jfeスチール株式会社 | 高強度・高靭性鋼板およびその製造方法 |
| US10640841B2 (en) | 2015-03-31 | 2020-05-05 | Jfe Steel Corporation | High-strength, high-toughness steel plate and method for producing the same |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58100625A (ja) * | 1981-12-11 | 1983-06-15 | Kawasaki Steel Corp | 溶接性の優れた高靭性高張力鋼板の製造方法 |
| JPS60181229A (ja) * | 1984-02-25 | 1985-09-14 | Sumitomo Metal Ind Ltd | 低降伏比高張力厚鋼板の製造法 |
| JPH01176026A (ja) * | 1987-12-28 | 1989-07-12 | Kawasaki Steel Corp | 非調質高張力鋼板の製造方法 |
| JPH0841536A (ja) * | 1994-07-29 | 1996-02-13 | Kawasaki Steel Corp | 板厚方向の硬度むらが少なくdwtt特性の優れた高張力鋼板の製造方法 |
-
2001
- 2001-09-20 JP JP2001286184A patent/JP4705287B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003096517A (ja) | 2003-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5776860B1 (ja) | 耐サワー性、耐圧潰特性及び低温靭性に優れた厚肉高強度ラインパイプ用鋼板とラインパイプ | |
| JP5392441B1 (ja) | 耐水素誘起割れ性に優れた高強度ラインパイプ用鋼管及びこれに用いる高強度ラインパイプ用鋼板、並びにこれらの製造方法 | |
| JP4844687B2 (ja) | 低降伏比高強度高靭性鋼板及びその製造方法 | |
| JP5516784B2 (ja) | 低降伏比高強度鋼板およびその製造方法並びにそれを用いた高強度溶接鋼管 | |
| JP5348386B2 (ja) | 低降伏比かつ耐脆性亀裂発生特性に優れた厚肉高張力鋼板およびその製造方法 | |
| CN102741443B (zh) | 高强度焊接钢管及其制造方法 | |
| CN107406946B (zh) | 结构管用厚壁钢板、结构管用厚壁钢板的制造方法和结构管 | |
| JP5532800B2 (ja) | 耐歪時効特性に優れた低降伏比高強度高一様伸び鋼板及びその製造方法 | |
| CN102549186B (zh) | 高强度钢管、高强度钢管用钢板及它们的制造方法 | |
| WO2013145771A1 (ja) | 耐歪時効特性に優れた低降伏比高強度鋼板およびその製造方法並びにそれを用いた高強度溶接鋼管 | |
| JP5092498B2 (ja) | 低降伏比高強度高靱性鋼板及びその製造方法 | |
| CN101622370A (zh) | 厚壁高强度钢板及其制造方法 | |
| WO2011040622A1 (ja) | 低降伏比、高強度および高一様伸びを有した鋼板及びその製造方法 | |
| CN111542621B (zh) | 高强度高韧性的热轧钢板及其制造方法 | |
| JP2017197787A (ja) | 延性に優れた高張力厚鋼板及びその製造方法 | |
| JP4507708B2 (ja) | 低降伏比高強度高靱性鋼板の製造方法 | |
| JP2015189984A (ja) | 低降伏比高強度高靭性鋼板、低降伏比高強度高靭性鋼板の製造方法および鋼管 | |
| JP4119706B2 (ja) | 溶接部靱性に優れた高強度溶接鋼管およびその製造方法 | |
| JP4719313B2 (ja) | 耐サワー性に優れた鋼板及びラインパイプ用鋼管 | |
| JP5157072B2 (ja) | 耐切断割れ性に優れた引張強度900MPa以上の高強度・高靭性厚鋼板の製造方法 | |
| JP4705287B2 (ja) | 高い吸収エネルギーを有する薄手高強度鋼板の非水冷型製造方法 | |
| JP4116817B2 (ja) | 低温靭性と変形能に優れた高強度鋼管および鋼管用鋼板の製造法 | |
| JP2017057483A (ja) | H形鋼及びその製造方法 | |
| JP4660034B2 (ja) | 高い衝撃吸収エネルギーを有する板厚15mm以下のX70級鋼板の非水冷型製造方法。 | |
| JP2010222681A (ja) | 厚肉高靭性鋼管素材およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080307 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101221 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110311 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4705287 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140318 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |