JP4772736B2 - パイプ先端加工具 - Google Patents
パイプ先端加工具 Download PDFInfo
- Publication number
- JP4772736B2 JP4772736B2 JP2007111741A JP2007111741A JP4772736B2 JP 4772736 B2 JP4772736 B2 JP 4772736B2 JP 2007111741 A JP2007111741 A JP 2007111741A JP 2007111741 A JP2007111741 A JP 2007111741A JP 4772736 B2 JP4772736 B2 JP 4772736B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- shaft portion
- tip
- insertion shaft
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Turning (AREA)
Description
そこで、従来の、パイプ先端を面取り状に加工する工具は、刃部を備え、その刃部をパイプに挿入し、パイプの内周角部に当接させ、押し込みながら回転させることで、パイプの内端縁を切削加工で面取りするものであった。(例えば、特許文献1参照)。
図1は本発明に関係の深いパイプ先端加工具の第1参考例と被加工パイプの斜視図である。また、図2は、その要部拡大説明図である。また、図3は、使用状態を示す断面図であり、(a)は、その一部平面断面図であり、(b)は、そのA−A側面断面図である。
10は、本発明に係るパイプ先端加工具の使用の主たる対象となる被加工用パイプである。被加工用パイプ10は、給水・給湯の配管に用いられる金属・プラスチック複合管(又は、金属強化樹脂管と言う)であって、壁部を3層から構成している。内径側に樹脂の第1層13を、外径側に樹脂の第3層15を有し、第1層13と第3層15の間に薄い金属の第2層14を有する。
そして、軸部2の基端には、被加工用パイプ10の外径よりも大きい外鍔部5を形成している。さらに、軸部2の基端には、被加工用パイプ10に軸部2を挿入して、パイプ10の端面16が外鍔部5の先端面5aを当接した際に、パイプ10の最先端11の内周角部12を圧潰して面取り状に成形可能な圧潰用突起部3を有している。この突起部3は、図3(b)のA−A断面図に示すように軸部2と外鍔部5の隅部に一体形成され、傾斜状の圧接面3aを有している。
第4参考例は、図7と図8に示すように突起部3と抑圧片4は、各軸部2の軸心方向から見て、突起部3と抑圧片4を約5°〜45°、好ましくは10°〜30°の中心角度差をもって、配設するのが良い。このように突起部3に対して抑圧片4の配設位置をずらせることにより、適切なラジアル内方向への抑圧力を抑圧片4が被加工用パイプ10の外周面に付与することができて、美しく面取り状に内周角部を圧潰できる。さらに、図7や図8のように、突起部3の形状は、図1〜図6のものよりも、丸み(アール)を付与した丸山型断面形状としている。また、軸部2の先端の面取りを2段として、パイプ10への挿入を容易としている。
次に、本発明の実施の形態は、図9と図10のように、突起部3と抑圧片4の一方の(突起部3近傍側の)側壁面4bを約0°〜30°、好ましくは2°〜10°の中心角度差をもって、配設するのが良い。このように突起部3に対して抑圧片4の配設位置をずらせることにより、適切なラジアル内方向への抑圧力を抑圧片4が被加工用パイプ10の外周面に付与することができて、美しく面取り状に内周角部を圧潰できる。さらに、図9や図10のように、軸部2の逃がし部8を4箇所形成して、パイプ10への挿入を容易としている。
また、突起部3の圧接面3aを斜面ではなく凹曲面状に形成して、パイプ10の内周角部12をR曲面状に圧潰しても良い。また、軸部2の基端に操作用のハンドル部を設けても良い。また、図示省略するが、異なる径の被加工パイプ10に各々対応した4つの軸部2,2,2,2の外鍔部5,5,5,5の裏面5b,5b,5b,5bに連結軸部7,7,7,7を設け、連結軸部7,7,7,7を十字状(放射枝状)に一体結合して形成しても良い。(言い換えれば、十字状の円柱体の各々(4箇所の)端部に軸部2を突出して設けた形状としても良い。)
まず、給湯・給水配管施工の際に、被加工パイプ10を切断する。すると、パイプ10の端面16(切断面)は、切断による力を受けて変形して、真円でなくなる。そのため、パイプの内径を継手等への挿入に適した形状及び寸法にする必要がある。また、継手等に挿入するためにパイプ10の内周角部12を面取り状にする必要がある。
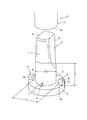
図4に於て、パイプ最先端11の内径は、端面16から軸部2のストレート部6の長さであるH寸法だけ、軸部2の外径寸法と同様のD寸法に塑性変形されている。そして、パイプ10の最先端11の外径寸法は、抑圧片4の対面距離寸法と同様のT寸法に抑制され、形状も、継手の挿入に適した(極端な偏平や縮径・拡径でない)形状となっている。さらに、パイプ10の最先端11の内周角部12は面取り状に圧潰(塑性変形)されている。
また、3本乃至4本の挿入軸部2,2,2を、放射枝状に配設して成るので、異なる径の被加工パイプ10の加工を1つの工具で対応できる。また、使用しない軸部2,2を回転用の操作ハンドルとして使用できる。
2 軸部
3 突起部
4 抑圧片
5 外鍔部
5a 先端面
8 逃がし部
10 パイプ
11 最先端
12 内周角部
Claims (1)
- 先端縮径テーパ部(1)を有して被加工用パイプ(10)に挿入して塑性変形によって該パイプ(10)の内径を拡大して真円状に矯正するための拡径変形用挿入軸部(2)と、該挿入軸部(2)の基端に形成される外鍔部(5)と、を、備え、かつ、該挿入軸部(2)の基端と上記外鍔部(5)の先端面(5a)の隅部に、上記挿入軸部(2)の円周方向の回転にて上記パイプ(10)の最先端(11)の内周角部(12)を圧潰して面取り状とするための圧潰用突起部(3)を2つ有し、
上記外鍔部(5)の上記先端面(5a)に、上記パイプ(10)の上記最先端(11)の外周面に摺接して、上記突起部(3)によって上記最先端(11)が拡径方向へ逃げるのを抑制するための、上記挿入軸部(2)の円周方向に沿った円弧状の外周面抑圧片(4)を突出状に2つ配設し、
上記外周面抑圧片(4)を、上記挿入軸部(2)を挟んで対面状に設け、該挿入軸部(2)の軸心方向から見て、上記外周面抑圧片(4)を上記突起部(3)に対して上記挿入軸部(2)の円周方向に位置をずらして配設し、
さらに、上記挿入軸部(2)に、平面をもって形成した逃がし部(8)を複数設け、
各々異なる内径の被加工パイプ(10)に、夫々、対応する3本乃至4本の上記挿入軸部(2)を、放射枝状に配設して成ると共に、上記挿入軸部(2)の各々に、上記外鍔部(5)と上記突起部(3)と上記外周面抑圧片(4)とを、配設したことを特徴とするパイプ先端加工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007111741A JP4772736B2 (ja) | 2007-04-20 | 2007-04-20 | パイプ先端加工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007111741A JP4772736B2 (ja) | 2007-04-20 | 2007-04-20 | パイプ先端加工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008264835A JP2008264835A (ja) | 2008-11-06 |
| JP4772736B2 true JP4772736B2 (ja) | 2011-09-14 |
Family
ID=40045080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007111741A Active JP4772736B2 (ja) | 2007-04-20 | 2007-04-20 | パイプ先端加工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4772736B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017039366A1 (ko) * | 2015-09-02 | 2017-03-09 | 정구왕 | 파이프 확관 펀치 |
| CN111842676A (zh) * | 2020-09-07 | 2020-10-30 | 江阴市液压油管有限公司 | 一种扩口管的加工设备 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5541221A (en) * | 1978-09-19 | 1980-03-24 | Toyo Electric Mfg Co Ltd | Automatic feeder of pencil lead |
| JPS6096336A (ja) * | 1983-10-31 | 1985-05-29 | Nippon Steel Corp | 断熱複層管の管端加工方法 |
| JPS60131223A (ja) * | 1983-12-21 | 1985-07-12 | Fuji Heavy Ind Ltd | 熱可塑性ホ−スの拡径方法 |
| JPS6292121A (ja) * | 1985-10-17 | 1987-04-27 | Hitachi Maxell Ltd | 磁気記録媒体 |
| JPS632602A (ja) * | 1986-06-20 | 1988-01-07 | Toshiba Corp | パイプ端末加工用工具 |
| JP3047502B2 (ja) * | 1991-04-17 | 2000-05-29 | オイレス工業株式会社 | 軸受装置及びその製造方法 |
| DE10056610A1 (de) * | 2000-11-15 | 2002-05-23 | Schuler Hydroforming Gmbh & Co | Vorrichtung zur Innenhochdruck-Umformung von Hohlkörpern |
| JP2003145347A (ja) * | 2001-11-20 | 2003-05-20 | Sekisui Chem Co Ltd | 管端部修正治具 |
-
2007
- 2007-04-20 JP JP2007111741A patent/JP4772736B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008264835A (ja) | 2008-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4256899B2 (ja) | 管継手 | |
| JP4776791B2 (ja) | 二重管端末加工方法 | |
| WO2008118944A2 (en) | Sealing fitting for stainless steel tubing | |
| JP4772736B2 (ja) | パイプ先端加工具 | |
| JP5210807B2 (ja) | 摩擦撹拌接合用ツールと摩擦撹拌接合による二部材の接合方法 | |
| TW200946808A (en) | Method for manufacturing a pipe joint | |
| WO2020262318A1 (ja) | 管継手 | |
| JP2009168075A (ja) | 管継手構造及び管接続方法 | |
| JP7126209B2 (ja) | 管継手 | |
| JP2009142877A (ja) | 管端修正具 | |
| JP2015124862A (ja) | パイプの分岐部および分岐管ユニットとそれらの製造方法 | |
| CN105073336A (zh) | 拉钉耦合用卡盘及其制造方法 | |
| JP2009101485A (ja) | 太径雌ねじ加工用盛上げタップ | |
| JP2010221294A (ja) | パイプ端部矯正具 | |
| JP6924538B1 (ja) | 管継手構造 | |
| US20040130148A1 (en) | Conventionally formed double O-ring coupling | |
| JP2003145333A (ja) | ポートの形成方法およびこの方法に用いる切削具 | |
| JP2010094797A (ja) | 管端部の内径補正および内角縁部分の面取り工具 | |
| JP2017040311A (ja) | 管継手構造 | |
| JP4428621B2 (ja) | インコア | |
| JP4935444B2 (ja) | 食い込み式管継手、冷凍装置及び温水装置 | |
| JP4476263B2 (ja) | 管継手 | |
| JP4998029B2 (ja) | 食い込み式管継手、冷凍装置及び温水装置 | |
| TW200905113A (en) | Flared coupling structure | |
| JP6531478B2 (ja) | 金属管管端部の旋削加工方法及び金属管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110607 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110622 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4772736 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |