JP4776367B2 - シート同士の結合方法 - Google Patents
シート同士の結合方法 Download PDFInfo
- Publication number
- JP4776367B2 JP4776367B2 JP2005363376A JP2005363376A JP4776367B2 JP 4776367 B2 JP4776367 B2 JP 4776367B2 JP 2005363376 A JP2005363376 A JP 2005363376A JP 2005363376 A JP2005363376 A JP 2005363376A JP 4776367 B2 JP4776367 B2 JP 4776367B2
- Authority
- JP
- Japan
- Prior art keywords
- sheets
- resin
- space
- edge portions
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/30—Landfill technologies aiming to mitigate methane emissions
Landscapes
- Processing Of Solid Wastes (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
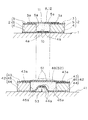
上記各下シート4,4の対向縁部4a,4a同士を熱溶着させるに際し、これら各対向縁部4a,4aに沿って延び、これら各対向縁部4a,4aの各上面に跨るように熱可塑性の樹脂テープ10を接合させ、上記熱溶着機9により、上記各対向縁部4a,4aと樹脂テープ10とを加熱溶融させると共にこれら4a,4a,10を上記地盤1側に押圧することにより、上記各対向縁部4a,4aと樹脂テープ10とを熱溶着させるようにしたものである。
上記各下シートの対向縁部同士を熱溶着させるに際し、これら各対向縁部に沿って延び、これら各対向縁部の各上面に跨るように熱可塑性の樹脂テープを接合させ、上記熱溶着機により、上記各対向縁部と樹脂テープとを加熱溶融させると共にこれらを上記地盤側に押圧することにより、上記各対向縁部と樹脂テープとを熱溶着させるようにしている。
2 シート
3 上シート
3a 対向縁部
4 下シート
4a 対向縁部
5 樹脂層
5a 対向縁部
8 空間
9 熱溶着機
10 樹脂テープ
11 カバーテープ
12 樹脂材
15 機枠
16 車輪
17 車輪
18 支持部
20 熱盤
21 ガイド体
A 往復移動
Claims (3)
- 地盤側の上面に複数のシートを並設し、これら各シートが、それぞれ上、下シートと、これら上、下シートの間に介設される樹脂層とを備え、隣り合う左右シートにおける各下シートの互いに対向する対向縁部同士を接近させる一方、上記左右シートにおける各樹脂層の互いに対向する対向縁部同士の間に空間が生じるようこれら両対向縁部を互いに離間させ、上記空間に挿入した熱溶着機により上記各下シートの対向縁部同士をこれらの長手方向に沿って順次熱溶着させ、次に、上記空間の上端開口をカバーテープで閉じ、上記空間に樹脂材を充填するようにしたシート同士の結合方法において、
上記各下シートの対向縁部同士を熱溶着させるに際し、これら各対向縁部に沿って延び、これら各対向縁部の各上面に跨るように熱可塑性の樹脂テープを接合させ、上記熱溶着機により、上記各対向縁部と樹脂テープとを加熱溶融させると共にこれらを上記地盤側に押圧することにより、上記各対向縁部と樹脂テープとを熱溶着させるようにしたことを特徴とするシート同士の結合方法。 - 上記各下シートの対向縁部と樹脂テープとが互いに熱溶着される面に対し、上記熱溶着機が備える熱盤をそれぞれ直接に接合させてこれら各面を加熱溶融させるようにしたことを特徴とする請求項1に記載のシート同士の結合方法。
- 上記各下シートの対向縁部と樹脂テープとが互いに熱溶着される面に上記熱盤を接合させた状態で、この熱盤を振動させるようにしたことを特徴とする請求項2に記載のシート同士の結合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005363376A JP4776367B2 (ja) | 2005-12-16 | 2005-12-16 | シート同士の結合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005363376A JP4776367B2 (ja) | 2005-12-16 | 2005-12-16 | シート同士の結合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007160855A JP2007160855A (ja) | 2007-06-28 |
| JP4776367B2 true JP4776367B2 (ja) | 2011-09-21 |
Family
ID=38244279
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005363376A Expired - Fee Related JP4776367B2 (ja) | 2005-12-16 | 2005-12-16 | シート同士の結合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4776367B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5244645B2 (ja) * | 2009-02-18 | 2013-07-24 | シーアイ化成株式会社 | シート接合装置およびシート接合体の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09234443A (ja) * | 1996-02-29 | 1997-09-09 | Bridgestone Corp | 遮水シート及びその敷設方法 |
| JP2001040640A (ja) * | 1999-07-29 | 2001-02-13 | Toyo Tire & Rubber Co Ltd | 防水構造物及び防水シートの接合方法 |
| JP2000257047A (ja) * | 2000-01-01 | 2000-09-19 | Bridgestone Corp | 漏水検出機能を有する防水シート及びその敷設方法 |
| JP2006026585A (ja) * | 2004-07-20 | 2006-02-02 | Okumura Corp | 遮水シート用連結部材及び二重遮水シートの連結構造と連結方法 |
-
2005
- 2005-12-16 JP JP2005363376A patent/JP4776367B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007160855A (ja) | 2007-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103732445B (zh) | 用于车辆的座椅靠背框架和其制造方法 | |
| JP5399206B2 (ja) | 金属部材の接合方法および金属接合体 | |
| CN104024089B (zh) | 机动车用副车架 | |
| JP5122556B2 (ja) | ブック様構造体 | |
| US4490199A (en) | Method and apparatus for splicing polymeric webs | |
| JP2003268663A (ja) | 繊維シートのヒートシール方法およびヒートシール装置 | |
| JP2008068620A (ja) | 封止用シート溶接機 | |
| WO2008099866A1 (ja) | 鋼板のレーザ溶接方法、およびレーザ溶接装置 | |
| JP3812652B2 (ja) | ファスナーテープに対する補強テープ片の超音波溶着方法及び溶着装置 | |
| JP4776367B2 (ja) | シート同士の結合方法 | |
| JP4475259B2 (ja) | 溶接シーム及びフォイル・バッグを製作するための装置及び方法 | |
| TW200936378A (en) | Weld structures of synthetic resin mesh, woven fabric, knitted fabric and nonwoven fabric, filter body for fuel, and method of welding | |
| JP5571959B2 (ja) | 自動車用途での構造接合用抵抗インプラント溶接 | |
| RU2497642C2 (ru) | Способ получения сварного узла сваркой внахлест и сварной узел, полученный сваркой внахлест | |
| JP2608856B2 (ja) | プラスチックシートの重ね継ぎジョイントの平滑化方法 | |
| JP4629618B2 (ja) | 電子写真撮像部材ベルト及びその製造方法 | |
| US6390168B1 (en) | Heating tool for welding thermoplastic sheets | |
| JP2014019076A (ja) | 部材の接続装置と接続方法 | |
| US20160052204A1 (en) | Resistive implant welding of thermoplastic material with butt joints | |
| JP6614204B2 (ja) | 金属部材と樹脂部材との接合方法およびその方法において使用される金属部材または樹脂部材 | |
| JP4244842B2 (ja) | 多孔性樹脂部材のレーザー溶着方法 | |
| JP7286200B2 (ja) | 製袋方法、および、溶着方法 | |
| JP2005306310A (ja) | 自動車用内装品の製造方法 | |
| JP3774813B2 (ja) | シート端部処理装置 | |
| JP3741325B2 (ja) | プラスチック段ボールの接合装置及び接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20081203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110527 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110531 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110628 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4776367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140708 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140708 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140708 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |