JP4821048B2 - 電動機 - Google Patents
電動機 Download PDFInfo
- Publication number
- JP4821048B2 JP4821048B2 JP2001027903A JP2001027903A JP4821048B2 JP 4821048 B2 JP4821048 B2 JP 4821048B2 JP 2001027903 A JP2001027903 A JP 2001027903A JP 2001027903 A JP2001027903 A JP 2001027903A JP 4821048 B2 JP4821048 B2 JP 4821048B2
- Authority
- JP
- Japan
- Prior art keywords
- insulator
- resin
- core
- stator
- electric motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Main Body Construction Of Washing Machines And Laundry Dryers (AREA)
- Air Conditioning Control Device (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Description
【発明の属する技術分野】
本発明はエアコン、洗濯機等に使用される電動機に関する。
【0002】
【従来の技術】
従来の技術について図8、図9を用いて説明する。
【0003】
図8は、従来使用されていた電動機のステータコアにインシュレータを装着したものの断面図である。
【0004】
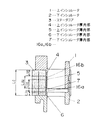
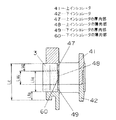
図9は、図8の従来使用されていた電動機のステータコアにインシュレータを装着したものの斜視図であり、41は上インシュレータ、42は下インシュレータ、47は上インシュレータ厚肉部、48は上インシュレータ薄肉部、49は下インシュレータ厚肉部、60は下インシュレータ薄肉部である。
【0005】
近年、エアコン等に使用される電動機のステータにおいて、ステータコアは図3に示すように、巻線の占積率を向上させるために分割されており、次に図4に示すようにインシュレータが装着され、次に図5のように巻線が施され、次に図6のように分割された単位ステータ巻線品を連結し、丸めることによりステータ巻線品となり、次に樹脂によりモールドされ図7に示すような電動機を構成するステータとなる。
【0006】
また、ステータが樹脂でモールドされる従来の電動機において、ステータコアと巻線を絶縁するために用いられるインシュレータは、図8に示すようにステータコアに装着し易くするために、厚肉部47が巻線と密着している上インシュレータ41、および厚肉部49がコアと密着している下インシュレータ42の2つに分割されており、スロット内で互いに重なり合わない上下インシュレータ厚肉部47、49(上下インシュレータ厚肉部47、49は同一厚み)、およびスロット内部で互いに重なり合う上下インシュレータ薄肉部48、60を有する構造となっている。上下インシュレータ薄肉部48、60は重なり合うことにより、上下インシュレータ厚肉部47、49と略同一の厚さとなる。
【0007】
図8に示す従来使用されていた電動機のステータコアにインシュレータを装着したものにおいて、ステータコア3の軸方向長さをLc、上インシュレータ41のスロット内壁に軸方向に沿いかつコアと接触する上インシュレータ厚肉部47の長さをLua、上インシュレータの軸方向の上インシュレータ薄肉部48の長さをLuu、下インシュレータ42のスロット内壁に軸方向に沿いかつコアと接触する下インシュレータ厚肉部49の長さをLla、下インシュレータの軸方向の下インシュレータ薄肉部60の長さをLluとしたときに、Lc=Lua+Luu+Llu=Lua+Luu+Llaであり、または、上インシュレータ薄肉部48と下インシュレータ薄肉部60は、寸法公差を吸収する程度の隙間しかなかった。
【0008】
また、特に永久磁石を用いたブラシレスモータにおいて、回転速度やトルクを変化させるためには、電動機に印加される電圧を変化させる必要がある。電動機に印加される電圧を変化させる方法として、通常、数kHz〜20kHz程度のキャリア周波数で電圧をON/OFFさせる、PWM方式が採られる。このようなPWMインバータを用いた場合、特に、低電圧の場合、デューティー比が低くなり、キャリア周波数およびその側帯波の加振力が発生し、高い周波数の音が大きくなる場合がある。これは、ステータコアをモールドした場合であっても、巻線の振動やステータコアの振動がステータ全体に伝達し、共振し、音となるためである。特に、インシュレータ同士、または、インシュレータとステータコア、インシュレータと巻線の間に微少な隙間がある場合、その音は増加する傾向にある。
【0009】
【発明が解決しようとする課題】
以上のような従来のインシュレータを使用し、ステータ巻線品が樹脂でモールドされる電動機においては、2つのインシュレータのスロット内部で互いに重なり合っている部分には樹脂が入り込まず、電動機の運転時に、巻線から発生する電磁振動が原因で、前記重なり合っている部分が振動し騒音を発生しており、騒音の低減が強く求められている。
【0010】
本発明はこのような課題に鑑み発明されたものであり、騒音が小さい電動機を提供することを目的とする。
【0011】
【課題を解決するための手段】
この課題を解決するために本発明は、ステータとロータからなる電動機において、ステータコアと、ステータコアにほどこされた巻線と、ステータコアと巻線とを絶縁するインシュレータとからなるステータ巻線品を樹脂でモールドしてなるステータにおいては、前記インシュレータは少なくともスロット内部で互いに重なり合わせ部分を有する2つのインシュレータに分かれ、スロット内で互いに重なり合わない部分は厚肉部をなし、前記重なり合わせ部分は2つのインシュレータの重なり合わせ部分同士が合わさることにより、厚肉部と同一の厚さとなるような薄肉部をなすインシュレータにおいては、薄肉部がコアと密着しているインシュレータを下インシュレータ、薄肉部が巻線と密着しているインシュレータを上インシュレータとし、ステータコアの軸方向長さをLc、上インシュレータのスロット内壁に軸方向に沿いかつコアと接触する厚肉部の長さをLua、上インシュレータの軸方向の薄肉部の長さをLuu、下インシュレータのスロット内壁に軸方向に沿いかつコアと接触する厚肉部の長さをLla、下インシュレータの軸方向の薄肉部の長さをLluとしたときに、Lc>Lua+Luu+LlaかつLc−(Lua+Luu+Lla)が2mm以上とし、2つのインシュレータと巻線の間に生じる隙間とコアとインシュレータの境界面に生じる隙間に樹脂が充填された構成を具備する電動機としたものである。
【0012】
【発明の実施の形態】
本件出願の第1の発明は、ステータとロータからなる電動機であり、ステータコアと、ステータコアにほどこされた巻線と、ステータコアと巻線とを絶縁するインシュレータとからなるステータ巻線品を樹脂でモールドしてなるステータにおいては、前記インシュレータは少なくともスロット内部で互いに重なり合わせ部分を有する2つのインシュレータに分かれ、スロット内で互いに重なり合わない部分は厚肉部をなし、前記重なり合わせ部分は2つのインシュレータの重なり合わせ部分同士が合わさることにより、厚肉部と同一の厚さとなるような薄肉部をなすインシュレータにおいては、薄肉部がコアと密着しているインシュレータを下インシュレータ、薄肉部が巻線と密着しているインシュレータを上インシュレータとし、ステータコアの軸方向長さをLc、上インシュレータのスロット内壁に軸方向に沿いかつコアと接触する厚肉部の長さをLua、上インシュレータの軸方向の薄肉部の長さをLuu、下インシュレータのスロット内壁に軸方向に沿いかつコアと接触する厚肉部の長さをLla、下インシュレータの軸方向の薄肉部の長さをLluとしたときに、Lc>Lua+Luu+LlaかつLc−(Lua+Luu+Lla)が2mm以上とし、2つのインシュレータと巻線の間に生じる隙間とコアとインシュレータの境界面に生じる隙間に樹脂が充填された構成を具備する電動機としたものである。Lc>Lua+Luu+Llaにすることによって発生するインシュレータ間の隙間にモールドする際に樹脂を入り込みやすくし、入り込んだ樹脂がインシュレータと接している電線を強固に保持するために電線から発生する電磁振動を低減し、さらには入り込んだ樹脂が2つのインシュレータの薄肉部を強固に保持するために、2つのインシュレータの重なり合っている部分の振動を低減し、電動機から発生する騒音を低減するという作用を有する。また、インシュレータ間の隙間にモールドする際に樹脂を入り込みやすくし、入り込んだ樹脂が2つのインシュレータの薄肉部を強固に保持するために、2つのインシュレータの重なり合っている部分の振動を低減し、電動機から発生する騒音を低減するという作用を有する。
【0013】
また、本件出願の電動機において、Lc>Lua+Luu+Llaであることによって生じる隙間に樹脂が充填された構成を具備する電動機としたものであり、Lc>Lua+Luu+Llaにすることによって発生するインシュレータ間の隙間に樹脂を充填することで、充填した樹脂がインシュレータと接している電線を強固に保持するために電線から発生する電磁振動を低減し、さらには充填された樹脂が2つのインシュレータの薄肉部を強固に保持するために、2つのインシュレータの重なり合っている部分の振動を低減し、電動機から発生する騒音を低減するという作用を有する。
【0014】
また、本件出願の電動機において、Lc>Lua+Llu+Llaであることによって生じる隙間からコアとインシュレータの境界面に樹脂を流し込まれた構成を具備する電動機としたものであり、コアとインシュレータの境界面に樹脂を流し込むことにより、電動機から発生する騒音を低減するとともに、巻線とコア間との絶縁性能が向上するという作用を有する。
【0015】
また、本件出願の電動機において、Lc−(Lua+Luu+Lla)が2mm以上である構成を具備する電動機としたものであり、Lc−(Lua+Luu+Lla)を2mm以上にすることにより、Lc>Lua+Luu+Llaにすることによって発生するインシュレータ間の隙間にモールドする際に樹脂を入り込みやすくするものであり、2mm以上確保することでインシュレータ間の隙間にモールドする際に樹脂を十分に入り込ませ、電動機から発生する騒音を十分に低減できるという作用を有する。
【0016】
なお、上記の電動機において、上インシュレータの薄肉部より下インシュレータの薄肉部の方が薄い構成を具備する電動機としたものでは、上インシュレータの薄肉部より下インシュレータの薄肉部の方を薄くすることにより、Lc>Lua+Luu+Llaであることによって生じる隙間をより大きくし、隙間にモールドする際に樹脂を入り込みやすくするという作用を有する。
【0017】
なお、上記の電動機において、上インシュレータの薄肉部より下インシュレータの薄肉部の方が厚い構成を具備する電動機としたものでは、上インシュレータの薄肉部より下インシュレータの薄肉部の方を厚くすることにより、Lc>Lua+Llu+Llaであることによって生じる隙間をより大きくし、隙間にモールドする際に樹脂を入り込みやすくするという作用を有する。
【0018】
なお、上記の電動機において、ティースに直接巻線がほどこされた構成を具備する電動機としたものでは、ティースに直接巻線をほどこすことによって発生していた絶縁性の低下や騒音の増加という欠点を低減できる作用を有する。
【0019】
なお、上記の電動機において、ステータをモールドする樹脂材料が、モールド金型に樹脂を注入し始めてから、し終わるまでは硬化が開始しない熱硬化性樹脂を具備する電動機としたものでは、ステータをモールドする樹脂材料をモールド金型に樹脂を注入し始めてから、し終わるまでは硬化が開始しない熱硬化性樹脂を使用することにより、Lc>Lua+Luu+LlaまたはLc>Lua+Llu+Llaであることによって生じる隙間に樹脂が完全に充填され、かつ、インシュレータとコアとの界面に樹脂が流れ込み、騒音の低減と電線とコア間の絶縁性能の向上を図ることができる作用を有する。
【0020】
【実施例】
以下、本発明の実施の形態について、図1、図2、図3、図4、図5、図6、図7を用いて説明する。
【0021】
図1は、本発明の電動機のステータコアにインシュレータを装着したもののA−B断面図である。
【0022】
図2は、本発明の電動機のステータコアにインシュレータを装着したものの斜視図である。
【0023】
図3は、ステータコアの1ピースの斜視図である。
【0024】
図4は、本発明の電動機のステータコアとインシュレータの分解斜視図である。
【0025】
図5は、本発明の電動機のステータコアにインシュレータを装着し、巻線を施したステータ巻線品の1部の斜視図である。
【0026】
図6は、図5のステータ巻線品の1部を連結して構成した、ステータ巻線品の斜視図である。
【0027】
図7は、図6のステータ巻線品を樹脂でモールドし、ロータを組み立てた後の電動機の断面図である。
【0028】
図において、1は上インシュレータ、2は下インシュレータ、3はステータコア、4は上インシュレータ厚肉部、5は上インシュレータ薄肉部、6は下インシュレータ厚肉部、7は下インシュレータ薄肉部、8は巻線、9はステータ、10はロータ、11は樹脂、12はベアリング、13はシャフト、14はブラケット、15はステータ巻線品である。
【0029】
次に本電動機の実施例について説明する。
【0030】
まず、図1に示すようなインシュレータにおいて、上インシュレータ1において、Lc−(Lua+Luu+Lla)=2mm、下インシュレータ2において、Lc−(Lua+Llu+Lla)=2mmとし、図4に示すようにステータコア3に上下インシュレータ1、2を装着し、図5に示すように巻線8を施し、図6に示すようなステータ巻線品15とし、図7に示すように樹脂11は不飽和ポリエステル樹脂成形材料にてモールドし、ロータ10、ベアリング12、シャフト13、ブラケット14を取り付け電動機とした。また、この際使用した不飽和ポリエステル成形材料は不飽和ポリエステル樹脂にスチレンモノマー、熱可塑製樹脂、硬化剤からなる液状の樹脂に水酸化アルミニウム、炭酸カルシウム、ガラス繊維、離型剤、着色剤等の充填剤を混ぜ合わせた熱硬化性樹脂であり、硬化剤として使用する過酸化物の種類と量を選定することにより、150℃にて50秒で硬化が開始するものとした。また、モールドする際の金型温度は150℃とし、モールド金型に樹脂11を注入し始めてから、し終わるまでの時間を20秒とし、モールド金型内での硬化時間は350秒とした。
【0031】
また、上インシュレータ1はLc>Lua+Luu+Llaでもよい。
【0032】
また、下インシュレータ2はLc>Lua+Llu+Llaでもよい。
【0033】
また、2つの上下インシュレータ1、2と巻線8の間に樹脂11が入り込むとさらに効果が向上する。
【0034】
また、ステータコア3と上インシュレータ1の境界面に樹脂が入り込むとさらに効果が向上する。
【0035】
また、上インシュレータがLc>Lua+Luu+Llaの場合、上インシュレータ薄肉部5より下インシュレータ薄肉部7の方が薄い方が2つの上下インシュレータ1、2により形成される隙間16aが大きくなるためよい。
【0036】
また、下インシュレータ2がLc>Lua+Llu+Llaの場合、上インシュレータ薄肉部5より下インシュレータ薄肉部7の方が厚い方が2つの上下インシュレータ1、2およびステータコア3により形成される隙間16bが大きくなるためよい。
【0037】
また、従来例として図8に示すような上下インシュレータ41、42において、Lc−(Lua+Luu+Lla)=0、Lc−(Lua+Llu+Lla)=0とし、また、上インシュレータ薄肉部48の厚さと下インシュレータ薄肉部60の厚さを加算した厚さが2つの上インシュレータ厚肉部47または下インシュレータ厚肉部49の厚さと同一とし、図6に示すようなステータ巻線品15とし、前記実施例で使用したものと同一の不飽和ポリエステル樹脂成形材料にて、同一の条件にてモールドし、図7のような電動機とした。
【0038】
前記、実施例と従来例の電動機をエアコンの室内ファンモータとして取り付け、定格運転にて騒音を測定した結果、実施例の電動機を組み込んだエアコンは、従来例の電動機を組み込んだエアコンと比較し、騒音が2dB低減した。また、実施例の電動機のステータ9を分解し、Lc−(Lua+Llu+Lla)、Lc−(Lua+Luu+Lla)を2mm以上にすることによって発生するインシュレータ間の隙間に樹脂が入り込んでいることが確認された。また、従来例の電動機のステータを分解したところ、2つの上下インシュレータ薄肉部48、60との重なり合っている部分には樹脂は入り込んでいなかった。この結果より、上インシュレータ1と下インシュレータ2または上インシュレータ1、下インシュレータ2およびステータコア3により形成される隙間16aおよび16bに入り込んだ樹脂11がインシュレータと接している巻線8を強固に保持するために巻線8から発生する電磁振動を低減し、さらに、入り込んだ樹脂11が2つの上下インシュレータ薄肉部5および7を強固に保持するために、2つの重なり合っている上下インシュレータ薄肉部5および7の振動を低減し、電動機から発生する騒音を低減できる。
【0039】
なお、実施例では分割したコアを使用したが、分割でコアでなくても同一の効果が得られる。また、コアが分割されていてもインシュレータは分割されたコア毎に分割されているのではなく、任意な分割数でも同一の効果が得られる。
【0040】
なお、電動機に大きなイナーシャのある洗濯槽が直結またはメカを介して結合されるような場合、特に騒音低減の効果がある。また、水がかかるようなポンプ用に使用される場合やエアコンの室外ファンモータに使用される場合、巻線とコア間の絶縁が向上できる効果があるため、耐水性が向上できる。
【0041】
【発明の効果】
以上のように、本発明によれば、インシュレータ間の隙間に入り込んだ樹脂がインシュレータと接している電線を強固に保持するために電線から発生する電磁振動を低減し、さらに、入り込んだ樹脂が2つのインシュレータの薄肉部を強固に保持するために、2つのインシュレータの重なり合っている部分の振動を低減し、電動機から発生する騒音を低減するという有利な効果が得られる。
【0042】
また、インシュレータ間の隙間にモールドする際に樹脂を入り込みやすくし、入り込んだ樹脂が2つのインシュレータの薄肉部を強固に保持するために、2つのインシュレータの重なり合っている部分の振動を低減し、電動機から発生する騒音を低減するという有利な効果が得られる。
【0043】
また、本発明によれば、インシュレータ間の隙間に樹脂を充填することで、充填した樹脂がインシュレータと接している電線を強固に保持するために電線から発生する電磁振動を低減し、さらには充填された樹脂が2つのインシュレータの薄肉部を強固に保持するために、2つのインシュレータの重なり合っている部分の振動を低減し、電動機から発生する騒音を低減するという有利な効果が得られる。
【0044】
また、本発明によれば、コアとインシュレータの境界面に樹脂を流し込むことにより、電動機から発生する騒音を低減するとともに、巻線とコア間との絶縁性能が向上するという有利な効果が得られる。
【0045】
また、本発明によれば、Lc−(Lua+Luu+Lla)を2mm以上にすることにより、インシュレータ間の隙間にモールドする際に樹脂を入り込みやすくするものであり、電動機から発生する騒音を低減するという有利な効果が得られる。
【図面の簡単な説明】
【図1】 本発明の電動機のステータコアにインシュレータを装着した状態の断面図
【図2】 本発明の電動機のステータコアにインシュレータを装着した状態の斜視図
【図3】 ステータコアの斜視図
【図4】 本発明の電動機のステータコアとインシュレータの分解斜視図
【図5】 本発明の電動機のステータコアにインシュレータを装着し、巻線を施したステータ巻線品の部分斜視図
【図6】 図5のステータ巻線品の1部を連結して構成した、ステータ巻線品の斜視図
【図7】 図6のステータ巻線品を樹脂でモールドし、ロータを組み立てた後の電動機の断面図
【図8】 従来使用されていた電動機のステータコアにインシュレータを装着したものの断面図
【図9】 従来使用されていた電動機のステータコアにインシュレータを装着したものの斜視図
【符号の説明】
1 上インシュレータ
2 下インシュレータ
3 ステータコア
4 上インシュレータ厚肉部
5 上インシュレータ薄肉部
6 下インシュレータ厚肉部
7 下インシュレータ薄肉部
8 巻線
9 ステータ
10 ロータ
11 樹脂
12 ベアリング
13 シャフト
14 ブラケット
15 ステータ巻線品
16a、16b 隙間
Claims (1)
- ステータとロータからなる電動機であり、ステータコアと、ステータコアにほどこされた巻線と、ステータコアと巻線とを絶縁するインシュレータとからなるステータ巻線品を樹脂でモールドしてなるステータにおいては、前記インシュレータは少なくともスロット内部で互いに重なり合わせ部分を有する2つのインシュレータに分かれ、前記インシュレータのスロット内で互いに重なり合わない部分は厚肉部をなし、前記重なり合わせ部分は2つのインシュレータの重なり合わせ部分同士が合わさることにより、厚肉部と略同一の厚さとなるような薄肉部をなすインシュレータにおいては、薄肉部がコアと密着しているインシュレータを下インシュレータ、薄肉部が巻線と密着しているインシュレータを上インシュレータとし、ステータコアの軸方向長さをLc、上インシュレータのスロット内壁に軸方向に沿いかつコアと接触する厚肉部の長さをLua、上インシュレータの軸方向の薄肉部の長さをLuu、下インシュレータのスロット内壁に軸方向に沿いかつコアと接触する厚肉部の長さをLla、下インシュレータの軸方向の薄肉部の長さをLluとしたときに、Lc>Lua+Luu+LlaかつLc−(Lua+Luu+Lla)が2mm以上とし、2つのインシュレータと巻線の間に生じる隙間とコアとインシュレータの境界面に生じる隙間に樹脂が充填された構成を具備する電動機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001027903A JP4821048B2 (ja) | 2001-02-05 | 2001-02-05 | 電動機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001027903A JP4821048B2 (ja) | 2001-02-05 | 2001-02-05 | 電動機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002233091A JP2002233091A (ja) | 2002-08-16 |
| JP4821048B2 true JP4821048B2 (ja) | 2011-11-24 |
Family
ID=18892494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001027903A Expired - Fee Related JP4821048B2 (ja) | 2001-02-05 | 2001-02-05 | 電動機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4821048B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3623471B2 (ja) | 2001-09-03 | 2005-02-23 | 本田技研工業株式会社 | ステータ |
| US7414347B2 (en) | 2004-03-23 | 2008-08-19 | Emerson Electric Co. | End cap for segmented stator |
| US7116023B2 (en) | 2004-03-23 | 2006-10-03 | Emerson Electric Co. | End cap for interconnecting winding coils of a segmented stator to reduce phase-on-phase conditions and associated methods |
| JP2005348552A (ja) * | 2004-06-04 | 2005-12-15 | Nissan Motor Co Ltd | アキシャルギャップ型回転電機のステータ構造 |
| JP5025167B2 (ja) * | 2006-05-30 | 2012-09-12 | アイチエレック株式会社 | 電動機 |
| JP5113428B2 (ja) * | 2007-05-31 | 2013-01-09 | 日本電産サンキョー株式会社 | ステータおよびモータ |
| KR101026083B1 (ko) * | 2008-12-23 | 2011-03-31 | 주식회사 아모텍 | 슬림형 스테이터 및 그의 제조방법 |
| GB0912759D0 (en) * | 2009-07-22 | 2009-08-26 | Control Tech Dynamics Ltd | Electric device stator and methods for winding |
| JP5633165B2 (ja) * | 2010-03-23 | 2014-12-03 | 日産自動車株式会社 | 回転電機のインシュレータ並びにステータ巻線構造 |
| JP5442585B2 (ja) * | 2010-11-25 | 2014-03-12 | 三菱電機株式会社 | 電動機のステータ及びその製造方法 |
| JP5626159B2 (ja) * | 2011-08-08 | 2014-11-19 | アイシン精機株式会社 | 車両用回転電機 |
| WO2014061159A1 (ja) * | 2012-10-19 | 2014-04-24 | 三菱電機株式会社 | モールド固定子、電動機、および空調室外機 |
| JPWO2016110961A1 (ja) * | 2015-01-07 | 2017-07-06 | 三菱電機株式会社 | 回転子、モータ、空気調和装置、及び回転子の製造方法 |
| EP3306105A4 (en) * | 2015-05-25 | 2019-02-27 | Nidec Corporation | FAN AND CLEANER |
| JP6734238B2 (ja) * | 2017-08-18 | 2020-08-05 | ミネベアミツミ株式会社 | ステータ構造およびブラシレスモータ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5629948Y2 (ja) * | 1976-06-14 | 1981-07-16 | ||
| JPS53159543U (ja) * | 1977-05-20 | 1978-12-14 | ||
| JPS61218335A (ja) * | 1985-03-20 | 1986-09-27 | Matsushita Electric Ind Co Ltd | モ−ルドモ−タの固定子 |
| JP3288531B2 (ja) * | 1994-04-25 | 2002-06-04 | 山洋電気株式会社 | 回転電機用ステータ |
| JPH11136994A (ja) * | 1997-10-31 | 1999-05-21 | Hitachi Ltd | 3相誘導電動機駆動装置 |
-
2001
- 2001-02-05 JP JP2001027903A patent/JP4821048B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002233091A (ja) | 2002-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4821048B2 (ja) | 電動機 | |
| JP2806570B2 (ja) | 電動機の凸極を製造する方法および電動機要素 | |
| JP2844610B2 (ja) | モールドモータ | |
| CN101657949B (zh) | 滚筒式洗衣机 | |
| CN101640440B (zh) | 旋转电机及其制造方法 | |
| TWI646758B (zh) | 軸向間隙型旋轉電機 | |
| JP4007176B2 (ja) | 回転電機及び配線用部材 | |
| JP2009022088A (ja) | 回転電機、及びこの製造方法 | |
| US5191698A (en) | Method of making a resin-molded motor | |
| WO2006064860A1 (en) | Motor with double insulation structure and electric apparatus using the same motor | |
| CN101044666B (zh) | 电机的电枢的包封方法 | |
| JPH0819202A (ja) | 同期式モータのインシュレータ | |
| KR100520548B1 (ko) | 슬롯레스 무브러시 직류 전동기의 전기자 코일 조립구조 | |
| CN212909146U (zh) | 一种降噪开关磁阻电机 | |
| JP4905534B2 (ja) | モールド電動機 | |
| JP4501266B2 (ja) | 電動機 | |
| JP2005094841A (ja) | モールド電動機 | |
| JP3494887B2 (ja) | 同期電動機の回転子 | |
| JPWO2022264712A5 (ja) | ||
| JP4261177B2 (ja) | 電動機の固定子絶縁と固定子 | |
| WO2022264712A1 (ja) | ステータユニット、モールドモータ及びステータユニットの製造方法 | |
| CN113394902A (zh) | 一种风扇电机 | |
| JPH1080077A (ja) | 合成樹脂モールド誘導電動機 | |
| KR100727584B1 (ko) | Bmc를 이용한 몰딩구조를 갖는 ac모터 | |
| CN223666103U (zh) | 定子铁芯、定子组件、电机和家电设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080110 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20080213 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110315 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110413 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110809 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110822 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4821048 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |