JP4834401B2 - 回転電機ロータのき裂除去方法、回転電機ロータおよび回転電機 - Google Patents
回転電機ロータのき裂除去方法、回転電機ロータおよび回転電機 Download PDFInfo
- Publication number
- JP4834401B2 JP4834401B2 JP2005380344A JP2005380344A JP4834401B2 JP 4834401 B2 JP4834401 B2 JP 4834401B2 JP 2005380344 A JP2005380344 A JP 2005380344A JP 2005380344 A JP2005380344 A JP 2005380344A JP 4834401 B2 JP4834401 B2 JP 4834401B2
- Authority
- JP
- Japan
- Prior art keywords
- crack
- rotor core
- rotating electrical
- electrical machine
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images











Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/50—Disassembling, repairing or modifying dynamo-electric machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/26—Rotor cores with slots for windings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
- Y10T29/49012—Rotor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49718—Repairing
- Y10T29/49721—Repairing with disassembling
- Y10T29/49723—Repairing with disassembling including reconditioning of part
- Y10T29/49725—Repairing with disassembling including reconditioning of part by shaping
- Y10T29/49726—Removing material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49718—Repairing
- Y10T29/49732—Repairing by attaching repair preform, e.g., remaking, restoring, or patching
- Y10T29/49734—Repairing by attaching repair preform, e.g., remaking, restoring, or patching and removing damaged material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49995—Shaping one-piece blank by removing material
- Y10T29/49996—Successive distinct removal operations
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Description
δ=ro・L/2r …式(1)
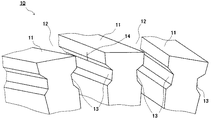
本発明の第1の実施の形態について図1〜図3を参照して説明する。
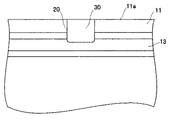
本発明の第2の実施の形態について図4を参照して説明する。
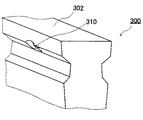
本発明の第3の実施の形態について図5〜図7を参照して説明する。
Claims (12)
- ロータ鉄心部の外周面に軸方向に形成された複数のスロットと、前記スロット内に収納されたコイルと、前記スロットの上部に軸方向に配列して挿入され、前記コイルを前記スロット内に保持するウエッジとを備える回転電機ロータにおける、前記スロットと前記ウエッジとの接触面に発生した前記ロータ鉄心部のき裂を除去するき裂除去方法であって、
き裂が発生した前記ロータ鉄心部に隣接する一方のスロットから他方のスロットに貫通するように、前記ロータ鉄心部の外周面から前記き裂を含む前記ロータ鉄心部の中心軸側の領域を取り除き、前記き裂を除去することを特徴とする回転電機ロータのき裂除去方法。 - 前記き裂が除去された領域において、該領域の底面と、該領域の軸方向の側面との交わる部分が曲率を有するように加工処理を施すことを特徴とする請求項1記載の回転電機ロータのき裂除去方法。
- 前記き裂が除去された領域において、該領域における軸方向の側面に、円周方向に凹条溝部を形成したことを特徴とする請求項1記載の回転電機ロータのき裂除去方法。
- 前記き裂が除去された領域の前記ロータ鉄心部の外周面における軸方向の長さが3mm〜20mmであることを特徴とする請求項1乃至3のいずれか1項記載の回転電機ロータのき裂除去方法。
- 前記き裂が除去された領域の前記ロータ鉄心部の外周面における軸方向の長さが1mm〜20mmであり、かつ該領域の底面と該領域の軸方向の側面とが交わる部分を曲率半径が1.5mm以上となるように加工処理を施すことを特徴とする請求項1記載の回転電機ロータのき裂除去方法。
- 前記き裂が除去された領域に、該領域の形状に対応する形状の充填部材を挿入し、前記充填部材を前記ロータ鉄心部に溶接して固定することを特徴とする請求項1乃至5のいずれか1項記載の回転電機ロータのき裂除去方法。
- 前記き裂が除去された領域に、該領域の形状に対応する形状の充填部材を挿入し、前記充填部材を前記ロータ鉄心部に螺設して固定することを特徴とする請求項1乃至5のいずれか1項記載の回転電機ロータのき裂除去方法。
- 前記き裂が除去された領域に、該領域の形状に対応する形状の充填部材を挿入し、前記充填部材の一部を前記ロータ鉄心部に形成された凹条溝部に係合させて、前記充填部材を装着することを特徴とする請求項3記載の回転電機ロータのき裂除去方法。
- 前記充填部材が、前記ロータ鉄心部を形成する材料と同一の材料または同一の比重を有する材料で形成されていることを特徴とする請求項6乃至8のいずれか1項記載の回転電機ロータのき裂除去方法。
- 前記充填部材が、前記ロータ鉄心部を形成する材料よりも軟質な材料で形成されていることを特徴とする請求項6乃至8のいずれか1項記載の回転電機ロータのき裂除去方法。
- 請求項1乃至10のいずれか1項記載の回転電機ロータのき裂除去方法によってロータ鉄心部のき裂が除去されたことを特徴とする回転電機ロータ。
- 請求項1乃至10のいずれか1項記載の回転電機ロータのき裂除去方法によってロータ鉄心部のき裂が除去された回転電機ロータを備えることを特徴とする回転電機。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005380344A JP4834401B2 (ja) | 2005-12-28 | 2005-12-28 | 回転電機ロータのき裂除去方法、回転電機ロータおよび回転電機 |
| AU2006252256A AU2006252256B2 (en) | 2005-12-28 | 2006-12-22 | Method for removing a crack in an electromechanical rotor, electromechanical rotor and rotary electrical machine |
| US11/645,507 US8333006B2 (en) | 2005-12-28 | 2006-12-27 | Method for removing a crack in an electromechanical rotor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005380344A JP4834401B2 (ja) | 2005-12-28 | 2005-12-28 | 回転電機ロータのき裂除去方法、回転電機ロータおよび回転電機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007181380A JP2007181380A (ja) | 2007-07-12 |
| JP4834401B2 true JP4834401B2 (ja) | 2011-12-14 |
Family
ID=38265029
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005380344A Expired - Lifetime JP4834401B2 (ja) | 2005-12-28 | 2005-12-28 | 回転電機ロータのき裂除去方法、回転電機ロータおよび回転電機 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8333006B2 (ja) |
| JP (1) | JP4834401B2 (ja) |
| AU (1) | AU2006252256B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2935206B1 (fr) * | 2008-08-20 | 2010-10-08 | Michelin Soc Tech | Rotor interieur pour machine electrique a cales d'aimants en forme de "t" |
| FR2935205B1 (fr) | 2008-08-20 | 2010-10-08 | Michelin Soc Tech | Rotor interieur pour machine electrique tournante et son procede d'assemblage |
| EP2642645A1 (en) * | 2012-03-20 | 2013-09-25 | Alstom Technology Ltd. | Method for repairing a stator |
| CN103926855B (zh) * | 2014-05-04 | 2016-06-08 | 天津理工大学 | 一种通过电磁执行器延缓转子裂纹扩展方法 |
| US10103608B2 (en) * | 2015-04-17 | 2018-10-16 | General Electric Company | Generator rotor fretting fatigue crack repair method |
| US11870310B2 (en) | 2020-12-14 | 2024-01-09 | Electromechanical Engineering Associates, Inc. | Method of repairing a hydrogenerator |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2252986A (en) * | 1939-03-03 | 1941-08-19 | Lawrence B Scott | Method of repairing cracked or fractured metal walls |
| JPS59213249A (ja) * | 1983-05-18 | 1984-12-03 | Hitachi Ltd | タ−ビン発電機ロ−タ |
| JPS6192138A (ja) * | 1984-10-09 | 1986-05-10 | Hitachi Ltd | 回転電機における回転子ウエツジの継目位置変更方法 |
| JPS61197485A (ja) * | 1985-02-26 | 1986-09-01 | 住友電気工業株式会社 | 薄膜回路のセラミツク基板の表面平滑化方法 |
| JPH03243261A (ja) * | 1990-02-19 | 1991-10-30 | Kawasaki Steel Corp | 連続鋳造鋳片の溶断面のグラインダ研削手入れ方法 |
| JPH0744802B2 (ja) * | 1990-05-18 | 1995-05-15 | 株式会社日立製作所 | タービン発電機ロータ |
| JPH0429304A (ja) | 1990-05-24 | 1992-01-31 | Seiko Epson Corp | 磁界発生装置 |
| JPH0574304A (ja) | 1991-09-09 | 1993-03-26 | Secoh Giken Inc | 入力パルス電流により作動する切換スイツチ |
| JP3347191B2 (ja) | 1993-07-30 | 2002-11-20 | 日本電設工業株式会社 | トロリー線切断装置 |
| JP3150013B2 (ja) | 1993-08-03 | 2001-03-26 | 日本電気アイシーマイコンシステム株式会社 | 負荷オープン検出回路 |
| US5883456A (en) * | 1997-10-20 | 1999-03-16 | Siemens Westinghouse Power Corporation | Generator rotor and method for eliminating keyway stress cracks in same |
| US6849972B1 (en) * | 2003-08-27 | 2005-02-01 | General Electric Company | Generator rotor fretting fatigue crack repair |
-
2005
- 2005-12-28 JP JP2005380344A patent/JP4834401B2/ja not_active Expired - Lifetime
-
2006
- 2006-12-22 AU AU2006252256A patent/AU2006252256B2/en active Active
- 2006-12-27 US US11/645,507 patent/US8333006B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| AU2006252256A1 (en) | 2007-07-12 |
| AU2006252256B2 (en) | 2009-02-05 |
| US20070169334A1 (en) | 2007-07-26 |
| US8333006B2 (en) | 2012-12-18 |
| JP2007181380A (ja) | 2007-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20180278106A1 (en) | Rotor for induction motor and induction motor | |
| US20120112600A1 (en) | Stator for electric rotating machine | |
| EP3487044B1 (en) | Rotor wedges with eddy current inhibitors | |
| EP2124319B1 (en) | Electric rotating machine | |
| JP4834401B2 (ja) | 回転電機ロータのき裂除去方法、回転電機ロータおよび回転電機 | |
| JP4834402B2 (ja) | 回転電機ロータのき裂補修方法、回転電機ロータのき裂進展防止方法、回転電機ロータおよび回転電機 | |
| EP2787607A2 (en) | Electric machine rotor | |
| JP7080278B2 (ja) | ロータ、ロータの製造方法及び回転電機 | |
| JP5386885B2 (ja) | 永久磁石式回転機の回転子構造 | |
| AU2007202428B2 (en) | Method for removing a crack in electromechanical rotor, method for preventing crack growth in the same, electromechanical rotor and rotary electrical machine | |
| JP5931216B2 (ja) | 回転電機の回転子およびその製造方法 | |
| JP2016152652A (ja) | 平角線の巻線装置 | |
| JP5638096B2 (ja) | 永久磁石同期電動機の回転子、電動機および工作機械 | |
| JP6738395B2 (ja) | ロータ | |
| WO2000016466A1 (fr) | Appareil electrique rotatif | |
| JP6329981B2 (ja) | ステータコア固定構造体及びステータコア固定構造体の製造方法 | |
| JP6445345B2 (ja) | 回転電機 | |
| JP7382293B2 (ja) | 塊状回転子、回転電機、および回転子スロット形成方法 | |
| EP0999637B1 (en) | Rotor for an electric machine, retainer for retaining a winding in a slot in a rotor, and method of manufacturing a rotor | |
| EP3082234B1 (en) | Turbo-generator rotor fretting fatigue crack repair method | |
| JP7642131B1 (ja) | 回転電機及びそのロータ | |
| JP7387035B2 (ja) | 回転電機の回転子及び回転電機 | |
| JP2009219277A (ja) | タービン発電機のコイル楔、タービン発電機及びタービン発電機のコイル楔の補修方法 | |
| JP2020141441A (ja) | 回転電気のロータ及び回転電機のロータの製造方法 | |
| WO2014068356A1 (en) | Grooved wedge for rotor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110203 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110324 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110323 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110830 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110926 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4834401 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |