JP4883371B2 - 対向ピストン型ディスクブレーキ用キャリパ - Google Patents
対向ピストン型ディスクブレーキ用キャリパ Download PDFInfo
- Publication number
- JP4883371B2 JP4883371B2 JP2008128908A JP2008128908A JP4883371B2 JP 4883371 B2 JP4883371 B2 JP 4883371B2 JP 2008128908 A JP2008128908 A JP 2008128908A JP 2008128908 A JP2008128908 A JP 2008128908A JP 4883371 B2 JP4883371 B2 JP 4883371B2
- Authority
- JP
- Japan
- Prior art keywords
- caliper
- piston type
- cylinder
- halves
- type disc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Landscapes
- Braking Arrangements (AREA)
Description
また、請求項8記載の発明は、請求項1ないし4のいずれかに記載の対向ピストン型ディスクブレーキ用キャリパにおいて、上記キャリパ半体の2個のシリンダ部を連通する第1の連通路は、上記キャリパ半体の鋳造時に鋳込まれ、鋳造後に除去可能な中子によって形成され、上記両シリンダ部に連通する第2の連通路は、鋳抜きピンを用いて形成されている、ことを特徴とする。
また、請求項9記載の発明は、請求項1ないし4のいずれかに記載の対向ピストン型ディスクブレーキ用キャリパにおいて、上記キャリパ半体の2個のシリンダ部を連通する第1の連通路は、両シリンダ部の開口側から設けられる連通路によって形成され、上記シリンダ部に連通する第2の連通路は、上記キャリパ半体の両接合面より設けられる連通路によって形成されている、ことを特徴とする。
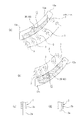
図1は、この発明の第1実施形態に係る対向ピストン型ディスクブレーキ用キャリパ(以下に、単にキャリパという)の平面図(a)及び該キャリパの摩擦攪拌接合部を示す断面図である。
図9は、この発明の第2実施形態に係るキャリパを示す平面図、図10は、第2実施形態に係るキャリパを構成するキャリパ半体を示す図で、(a)は平面図、(b)は正面図、(c)は側面図である。
図12は、この発明の第3実施形態に係るキャリパの摩擦攪拌接合後の状態を示す平面図、図13は、第3実施形態におけるキャリパ半体を示す図で、(a)は平面図、(b)は正面図、(c)は側面図である。また、図14は、第3実施形態に係るキャリパの一部を断面で示す平面図である。
図16は、この発明の第4実施形態に係るキャリパの摩擦攪拌接合後の状態を示す平面図、図17は、第4実施形態のキャリパの一部を断面で示す平面図である。
(1)<第5実施形態>
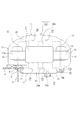
上記第3実施形態では、キャリパ半体11,12を鋳造する際に、シリンダ部20と連通路30aとをシェル中子70Aによって形成し、鋳造後にシェル中子70Aを除去して、キャリパ半体11,12同士を摩擦攪拌接合した後に、接合部の連通路すなわち第1の連通路31に連通する第2の連通路32を形成した場合について説明したが、第1の連通路31と第2の連通路32を別の方法で形成してもよい。例えば、図18に示すように、キャリパ半体11,12を鋳造する際に、2個のシリンダ形成部71と連通路形成部72とからなるシェル中子70Bを用いて並列する2個のシリンダ部20と、両シリンダ部20を連結する連通路30aとを形成すると共に、鋳抜きピン80を用いてシリンダ部20に連通する第2の連通路32Aを形成してもよい。
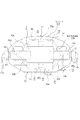
上記第4実施形態では、キャリパ半体11,12同士を摩擦攪拌接合によって結合する前又は後に、シリンダ部20同士を連通する連通路30aとシリンダ部より側方に伸びる連通路31を機械加工によって形成し、キャリパ半体11,12同士を摩擦攪拌接合によって結合した後に機械加工によりキャリパ半体11,12同士の接合部を貫通し双方のキャリパ半体11,12の貫通路のそれぞれ連通する連通路32を形成した場合について説明したが、別の機械加工によって連通路30a,32Bを形成することも可能である。例えば、鋳造によってシリンダ部20が形成されたキャリパ半体11,12同士を摩擦攪拌接合によって結合する前に、図20に示すように、キャリパ半体例えばアウター側キャリパ半体11の一方のシリンダ部20の開口側よりドリル等の工具4を挿入してシリンダ部20の底面角部に傾斜状の連通路30a1を設ける一方、他方のシリンダ部20の開口側よりドリル等の工具4を挿入してシリンダ部20の底面角部に傾斜状の連通路30a2を設けて、連通路30a1と連通路30a2とを連通して連通路30aを形成する。また、図20に示すように、キャリパ半体11の一方の接合面13a側よりドリル等の工具4によって接合面13aと一方のシリンダ部20とを貫通する第2の連通路32Bを形成する一方、他方の接合面13a側より同様にして、他方のシリンダ部20に貫通する第2の連通路32Bを形成する。
上記第1ないし第6実施形態では、接合面13aが1つの平坦面を形成するように形成したが、必ずしも1つの平坦面で形成する必要はなくキャリパ半体同士が接合後一体になればよいのであって接合線が折れ曲がっていても曲線になっていてもよい。また、図22に示すように、キャリパ半体11,12の接合部に、両端部が平坦接合面13b1を有し、中央部に互いに嵌合可能な凹凸状接合面13b2を有する略ハット状の接合面13bとしてもよい。このように、キャリパ半体11,12の接合部を凹凸状の接合面13bとすることにより、直線状の接合に比べて摩擦攪拌接合による強度の低下を抑制することができる。このようにすることにより、摩擦攪拌接合時にブリッジ部13の内方側角部等にて集中応力が生じそうな箇所を避けて接合部を形成する等設計の自由度が増すことができ、摩擦攪拌接合により生じる強度の低下を勘案した設計とできる。
3 回転ツール
4 ドリル等の工具
10,10A,10B,10C,10D,10E,10F キャリパ
11 アウター側キャリパ半体
12 インナー側キャリパ半体
13 ブリッジ部
13a 接合面
13b 凹凸状接合面
17 位置決め用凸部
17a 位置決めピン
18 位置決め用凹部
18a ピン穴
20 シリンダ部
30 連通路
30a 連結路
30b 連通路
31 第1の連通路
32,32A,32B 第2の連通路
40 パイプ部材
60,60A パイプ部材を有する部分
70,70A,70B シェル中子
Claims (9)
- 対向するシリンダ部の一方を有する一対のキャリパ半体をディスクの収容空間を残してブリッジ部によって連結し、上記シリンダ部内に摺動可能に嵌挿されるピストンによりブレーキパッドを上記ディスクに押圧する対向ピストン型ディスクブレーキ用キャリパにおいて、
上記キャリパ半体は、上記ブリッジ部を境にして分割成形され、上記キャリパ半体は、上記シリンダ部に連通する連通路を有すると共に、ブリッジ部における連通路の外側肉厚を連通路以外の部分の略半分の肉厚と同じにし、両キャリパ半体のブリッジ部同士を、上記連通路を回避すべく摩擦攪拌接合工具の回転ツールの攪拌深さを一定にして、上記ブリッジ部の両面側より摩擦攪拌接合を行って結合してなる、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。 - 請求項1記載の対向ピストン型ディスクブレーキ用キャリパにおいて、
上記連通路の摩擦攪拌接合部が上記ブリッジ部の内外両側に同様の膨隆状に形成されている、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。 - 請求項1記載の対向ピストン型ディスクブレーキ用キャリパにおいて、
上記連通路の摩擦攪拌接合部が上記ブリッジ部の外周側が膨隆状に形成され、内周側が上記連通路以外の部分と連続する円弧状に形成されている、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。 - 請求項1ないし3のいずれかに記載の対向ピストン型ディスクブレーキ用キャリパにおいて、
上記両キャリパ半体の接合面のうちの一方に位置決め用の凸部を設け、他方には上記凸部に嵌合可能な位置決め用の凹部を設けてなる、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。 - 請求項1ないし4のいずれかに記載の対向ピストン型ディスクブレーキ用キャリパにおいて、
上記キャリパ半体のシリンダ部に連通する連通路は、キャリパ半体の鋳造時に鋳込まれるパイプ部材により形成されている、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。 - 請求項1ないし4のいずれかに記載の対向ピストン型ディスクブレーキ用キャリパにおいて、
上記キャリパ半体のシリンダ部に連通する連通路は、キャリパ半体の鋳造時に鋳込まれ、鋳造後に除去可能な中子によって形成されている、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。 - 請求項1ないし4のいずれかに記載の対向ピストン型ディスクブレーキ用キャリパにおいて、
上記キャリパ半体のシリンダ部に連通する連通路は、上記キャリパ半体の鋳造後において、上記摩擦攪拌接合による両キャリパ半体の結合前に形成されてなる、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。 - 請求項1ないし4のいずれかに記載の対向ピストン型ディスクブレーキ用キャリパにおいて、
上記キャリパ半体の2個のシリンダ部を連通する第1の連通路は、上記キャリパ半体の鋳造時に鋳込まれ、鋳造後に除去可能な中子によって形成され、上記両シリンダ部に連通する第2の連通路は、鋳抜きピンを用いて形成されている、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。 - 請求項1ないし4のいずれかに記載の対向ピストン型ディスクブレーキ用キャリパにおいて、
上記キャリパ半体の2個のシリンダ部を連通する第1の連通路は、両シリンダ部の開口側から設けられる連通路によって形成され、上記シリンダ部に連通する第2の連通路は、上記キャリパ半体の両接合面より設けられる連通路によって形成されている、ことを特徴とする対向ピストン型ディスクブレーキ用キャリパ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008128908A JP4883371B2 (ja) | 2008-05-15 | 2008-05-15 | 対向ピストン型ディスクブレーキ用キャリパ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008128908A JP4883371B2 (ja) | 2008-05-15 | 2008-05-15 | 対向ピストン型ディスクブレーキ用キャリパ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009275856A JP2009275856A (ja) | 2009-11-26 |
| JP4883371B2 true JP4883371B2 (ja) | 2012-02-22 |
Family
ID=41441473
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008128908A Active JP4883371B2 (ja) | 2008-05-15 | 2008-05-15 | 対向ピストン型ディスクブレーキ用キャリパ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4883371B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130048444A1 (en) * | 2011-08-25 | 2013-02-28 | Shimano Inc. | Bicycle disc brake caliper |
| EP2884131B1 (en) * | 2012-08-10 | 2021-03-03 | Nippon Light Metal Co., Ltd. | Caliper for disc brakes |
| IT201800002973A1 (it) * | 2018-02-23 | 2019-08-23 | Freni Brembo Spa | Corpo pinza fisso per un disco di freno a disco |
| WO2023007627A1 (ja) * | 2021-07-28 | 2023-02-02 | 日本軽金属株式会社 | ピストン収容体 |
| CN116221307A (zh) * | 2022-12-26 | 2023-06-06 | 蔚来汽车科技(安徽)有限公司 | 钳盘式制动器及包括该钳盘式制动器的车辆 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08177846A (ja) * | 1994-12-26 | 1996-07-12 | Nissan Motor Co Ltd | 内燃機関の潤滑システム |
| JP3568752B2 (ja) * | 1997-10-03 | 2004-09-22 | 住友電気工業株式会社 | マルチポット型ディスクブレーキ |
| JPH11117964A (ja) * | 1997-10-17 | 1999-04-27 | Nissin Kogyo Kk | ブレーキキャリパ |
| JP3262757B2 (ja) * | 1998-07-23 | 2002-03-04 | 昭和電工株式会社 | 摩擦撹拌接合法 |
| JP2000118412A (ja) * | 1998-10-14 | 2000-04-25 | Yamaha Corp | ステアリングホィール |
| DE50004986D1 (de) * | 1999-03-24 | 2004-02-12 | Framatome Anp Gmbh | Verfahren und vorrichtung zum verschweissen zweier werkstücke |
| JP2001193715A (ja) * | 2000-01-12 | 2001-07-17 | Nissan Motor Co Ltd | ワーク接合方法 |
| JP2007285344A (ja) * | 2006-04-13 | 2007-11-01 | Hitachi Ltd | ディスクブレーキ及びその製造方法 |
-
2008
- 2008-05-15 JP JP2008128908A patent/JP4883371B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009275856A (ja) | 2009-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3149374B2 (ja) | 自転車用中空クランクとその製造方法 | |
| US10077817B2 (en) | Caliper for disc brakes | |
| JP4883371B2 (ja) | 対向ピストン型ディスクブレーキ用キャリパ | |
| JP5922073B2 (ja) | キャリパ用鋳造装置、キャリパ用鋳造装置に用いる中子および金型、並びにディスクブレーキ用キャリパの製造方法 | |
| US9486855B2 (en) | Method of manufacturing caliper body of floating-type disk brake and the caliper body | |
| EP3515647B1 (en) | Method for the production of a cast engine block for a combustion engine | |
| CN104105559A (zh) | 改良有轨车辆钩舌形成的表面下冷芯 | |
| JP2005163809A (ja) | ディスクブレーキ | |
| JP5998637B2 (ja) | 流路を一体に有する装置本体および当該装置本体の製造方法 | |
| JP2008212942A (ja) | シリンダブロックの製造方法 | |
| JP2009174569A (ja) | ディスクブレーキ用キャリパの製造方法 | |
| JP2006320672A (ja) | ゴルフクラブヘッドおよびそのワックスパターンの製造方法 | |
| JP2007514550A (ja) | 丈夫な薄壁付き鋳造品を製造するための方法および装置 | |
| JP2009274117A (ja) | 中空部を有する部材の摩擦攪拌接合方法 | |
| JP6281617B2 (ja) | ディスクブレーキ用キャリパの製造方法 | |
| US8276644B2 (en) | Mold and casting method using the mold and design method of the mold | |
| JPH10281256A (ja) | アルミデフケース鋳物の製造方法およびそれに用いる鋳型 | |
| JP4579131B2 (ja) | 自動二輪車用車体フレームの製造方法及び金型 | |
| JP7621040B2 (ja) | 鋳造品の製造方法 | |
| JP4161648B2 (ja) | ワークの鋳造方法および鋳造方法により作製されるワーク | |
| JP4545716B2 (ja) | 鋳造方法および鋳造用鋳型ならびに置き中子 | |
| US271043A (en) | dayis | |
| JP2006055868A (ja) | 鋳造方法および鋳造用金型 | |
| JP5578122B2 (ja) | 鋳造装置及び鋳造方法 | |
| CN117733113A (zh) | 一种新型高压压铸零件嵌件及其固定结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100818 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111123 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141216 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4883371 Country of ref document: JP |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |