JP4925762B2 - 部品実装装置 - Google Patents
部品実装装置 Download PDFInfo
- Publication number
- JP4925762B2 JP4925762B2 JP2006209160A JP2006209160A JP4925762B2 JP 4925762 B2 JP4925762 B2 JP 4925762B2 JP 2006209160 A JP2006209160 A JP 2006209160A JP 2006209160 A JP2006209160 A JP 2006209160A JP 4925762 B2 JP4925762 B2 JP 4925762B2
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- support arm
- component
- substrate
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Die Bonding (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
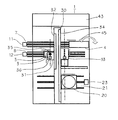
ハテーブルである載置台である。22は載置台21をX軸方向に移動させる移動機構であり、移動機構22は、第3のモータ23により回転駆動される第3のボールネジ24、載置台21の下面に設けられ第3のボールネジ24と螺合する図示しないナット、及び第3のボールネジ24に沿って設けられ、載置台21を案内する複数のレール25とを備えている。
のリニアモータ32の運転により塗布ヘッド31が第1の基板2の上方に移動する。そして、予め設定されている塗布位置と認識された第1の基板2のパターン位置とに基づいて第1のテーブル4がX方向に次第に移動すると共に、塗布ヘッ
ド31がY軸方向、即ち、図1において上下方向に移動して下降し、塗布ノズル35が接着剤を吐出し、第1の基板2上に塗布する。以後、第1の基板2上の各塗布位置に塗布ヘッド31及び塗布ノズル35が位置するように、第1のモータ11及び第1のリニアモータ32が運転され、第1の基板2がX軸方向に次第に
移動すると共に、塗布ヘッド31がY軸方向に移動し、塗布ノズル35が昇降して接着剤を第1の基板2の上面に順次塗布する。
2において、右方向に次第に移動すると共に、塗布ヘッド31が、図2において上下方向に移動して昇降し、上述した第1の基板2の上面への接着剤の塗布作業時と同様に、接着剤を第2の基板3の上面に順次塗布する。
移動可能なウェハテーブルである載置台である。この載置台50は、移動機構22によってX軸方向に移動する。
20、20を載置したそれぞれの載置台50を複数の移動機構により平行に独立して移動可能に設けてもよく、このような構成とすることにより、省スペース化を図りつつ、部品の供給能力(量又は種類)を向上でき、また、各載置台或いは各ウェハの衝突を回避することができる。
2、3 第1及び第2の基板(被実装部材)
7、8 第1及び第2の搬送機構(第2の搬送手段)
20 ウェハ
21 載置台(ウェハテーブル)
22 移動機構(搬送機構)
30 支持アーム
31 塗布ヘッド(作業ヘッド)
33 実装ヘッド
Claims (5)
- 第1の搬送手段により移動可能に設けられ部品供給手段を支持する第1のテーブルと、前記テーブルの移動方向と交差するように設けられた支持アームと、前記支持アームと交差する方向に並列に設けられ被実装部材を載置する複数の第2のテーブルをそれぞれ往復移動させる複数の第2の搬送手段と、前記支持アームに設けられ前記部品供給手段から供給される部品を保持していずれの前記第2のテーブルに載せられた前記被実装部材上にも実装する実装ヘッドとを備えたことを特徴とする部品実装装置。
- 第1の搬送手段により移動可能に設けられ部品供給手段を支持する第1のテーブルと、前記テーブルの移動方向と交差するように設けられた支持アームと、前記支持アームと交差する方向に並列に設けられ被実装部材を載置する複数の第2のテーブルをそれぞれ往復移動させる複数の第2の搬送手段と、前記支持アームに設けられ前記支持アームに沿って移動していずれの前記第2のテーブルに載せられた前記被実装部材にも作業を行う作業ヘッドと、前記支持アームに設けられ前記部品供給手段から供給される部品を保持していずれの前記第2のテーブルに載せられた前記被実装部材上にも実装する実装ヘッドとを備えたことを特徴とする部品実装装置。
- 第1の搬送手段により移動可能に設けられ部品供給手段を支持する第1のテーブルと、前記テーブルの移動方向と交差するように設けられた支持アームと、前記支持アームと交差する方向に並列に設けられ被実装部材を載置する複数の第2のテーブルをそれぞれ往復移動させる複数の第2の搬送手段と、前記支持アームに設けられ前記部品供給手段から供給される部品を保持していずれの前記第2のテーブルに載せられた前記被実装部材上にも実装する実装ヘッドと、前記支持アームに設けられ前記支持アームに沿って移動し前記実装ヘッドによる実装動作前にいずれの前記第2のテーブルに載せられた前記被実装部材にも作業を行う作業ヘッドと、一方の第2の搬送手段の第2のテーブルに載置された被実装部材への作業と他方の第2の搬送手段の第2のテーブルに載置された被実装部材への部品の実装作業とが平行して行われるように前記第2の搬送手段、前記作業ヘッド及び前記実装ヘッドを制御する制御装置とを備えたことを特徴とする部品実装装置。
- 前記第2のテーブルには、前記被実装部材の種類に対応した治具が設けられ、前記被実装部材は、前記治具を介して前記テーブルに位置決めされ載置されることを特徴とする請求項1又は請求項2に記載の部品実装装置。
- 前記実装ヘッドは、複数の前記テーブルに対応して前記複数個設けられていることを特徴とする請求項1又は請求項2に記載の部品実装装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006209160A JP4925762B2 (ja) | 2006-07-31 | 2006-07-31 | 部品実装装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006209160A JP4925762B2 (ja) | 2006-07-31 | 2006-07-31 | 部品実装装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008034757A JP2008034757A (ja) | 2008-02-14 |
| JP4925762B2 true JP4925762B2 (ja) | 2012-05-09 |
Family
ID=39123846
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006209160A Active JP4925762B2 (ja) | 2006-07-31 | 2006-07-31 | 部品実装装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4925762B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5917296A (ja) * | 1982-07-20 | 1984-01-28 | シチズン時計株式会社 | 部品自動装着方法とそのための装置 |
| JP2002290098A (ja) * | 2001-03-26 | 2002-10-04 | Sanyo Electric Co Ltd | 電子部品の実装装置 |
| JP3592320B2 (ja) * | 2003-01-27 | 2004-11-24 | ヤマハ発動機株式会社 | 表面実装機 |
| JP4289184B2 (ja) * | 2004-03-15 | 2009-07-01 | パナソニック株式会社 | 基板の搬送治具およびそれを用いた実装方法、実装システム |
-
2006
- 2006-07-31 JP JP2006209160A patent/JP4925762B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008034757A (ja) | 2008-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6792676B2 (en) | Apparatus and method for mounting electronic parts | |
| US8991681B2 (en) | Die bonder and bonding method | |
| JP3996768B2 (ja) | 部品実装方法及び部品実装装置 | |
| CN108701620B (zh) | 电子零件处理单元 | |
| JP2008251771A (ja) | 部品実装装置 | |
| JP5185739B2 (ja) | 部品実装装置 | |
| JP4989384B2 (ja) | 部品実装装置 | |
| CN109792859B (zh) | 元件安装机 | |
| JPH11288980A (ja) | ダイボンダ | |
| JP2007306040A (ja) | 部品実装方法及び部品実装装置 | |
| JP3661658B2 (ja) | 電子部品搭載装置および電子部品搭載方法 | |
| JP4925762B2 (ja) | 部品実装装置 | |
| JP4938380B2 (ja) | 部品実装装置 | |
| JP2019192820A (ja) | ワーク処理装置及びボール搭載装置 | |
| JP2013004615A (ja) | 電子部品実装装置及び電子部品実装方法 | |
| JP4942611B2 (ja) | 部品実装装置 | |
| JP4781945B2 (ja) | 基板処理方法および部品実装システム | |
| JP4832262B2 (ja) | 部品実装装置 | |
| JP4989349B2 (ja) | 部品実装装置 | |
| JP4969977B2 (ja) | 部品実装装置 | |
| JP2008091733A (ja) | 部品実装装置 | |
| JP3943361B2 (ja) | 部品実装方法及び部品実装装置、並びに実装データ作成プログラム及び記録媒体 | |
| JP2009105352A (ja) | 作業装置及び部品実装装置 | |
| KR102282521B1 (ko) | 마이크로 칩 멀티 마운터 | |
| WO2020021618A1 (ja) | 情報処理装置、作業システム、および決定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111017 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150217 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4925762 Country of ref document: JP |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |