JP4939167B2 - エアバッグドア用表皮の製造方法 - Google Patents
エアバッグドア用表皮の製造方法 Download PDFInfo
- Publication number
- JP4939167B2 JP4939167B2 JP2006290689A JP2006290689A JP4939167B2 JP 4939167 B2 JP4939167 B2 JP 4939167B2 JP 2006290689 A JP2006290689 A JP 2006290689A JP 2006290689 A JP2006290689 A JP 2006290689A JP 4939167 B2 JP4939167 B2 JP 4939167B2
- Authority
- JP
- Japan
- Prior art keywords
- cut
- skin
- planned
- airbag
- mounting table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Air Bags (AREA)
- Instrument Panels (AREA)
Description
3b 切込み
3c 薄肉部
3d,27c 破断予定部
5 基材
7 発泡層
13 エアバッグ装置
27 フラップ部(基材)
29 エアバッグドア
31 接着防止剤
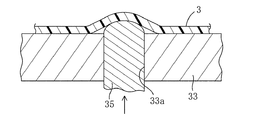
33 載置台
35 押上げ治具
37 コールドカッター
Claims (2)
- 所定形状に成形されたサーモプラスチックウレタン材からなる表皮(3)を裏面が上を向くように載置台(33)に載置し、
次いで、切込み(3b)をコールドカッター(37)で上記表皮(3)の破断予定部(3d)形成予定箇所裏面に表面に達しないように形成して該切込み(3b)に対応する薄肉部(3c)によりエアバッグ装置(13)の作動で破断する破断予定部(3d)を形成した後、押上げ治具(35)を上記載置台(33)から上方に突出させて上記破断予定部(3d)を表面側から押上げ治具(35)で押し上げて上記切込み(3b)をV字状に開き、該切込み(3b)に液状の接着防止剤(31)を注入又は塗布する工程と、表皮(3)の破断予定部(3d)形成予定箇所を表面側から上記押上げ治具(35)で押し上げた状態で、切込み(3b)をコールドカッター(37)で上記表皮(3)の破断予定部(3d)形成予定箇所裏面に表面に達しないようにV字状に開いて形成して該切込み(3b)に対応する薄肉部(3c)により破断予定部(3d)を形成した後、上記切込み(3b)に液状の接着防止剤(31)を注入又は塗布する工程とのいずれかの工程を経、
その後、上記押上げ治具(35)を載置台(33)から下方に没入させて表皮(3)の破断予定部(3d)を載置台(33)に沿わせることにより、上記V字状に開いた切込み(3b)を閉じて該切込み(3b)からはみ出した接着防止剤(31)を拭き取り、
しかる後、上記接着防止剤(31)を乾燥させることで切込み(3b)内に膜状に残存させることを特徴とするエアバッグドア用表皮の製造方法。 - 請求項1に記載のエアバッグドア用表皮の製造方法において、
接着防止剤(31)は、界面活性剤であることを特徴とするエアバッグドア用表皮の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006290689A JP4939167B2 (ja) | 2006-10-26 | 2006-10-26 | エアバッグドア用表皮の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006290689A JP4939167B2 (ja) | 2006-10-26 | 2006-10-26 | エアバッグドア用表皮の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008105572A JP2008105572A (ja) | 2008-05-08 |
| JP4939167B2 true JP4939167B2 (ja) | 2012-05-23 |
Family
ID=39439287
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006290689A Active JP4939167B2 (ja) | 2006-10-26 | 2006-10-26 | エアバッグドア用表皮の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4939167B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3551401B1 (de) * | 2016-12-06 | 2025-01-08 | KraussMaffei Technologies GmbH | Verfahren zum einbringen eines applikationsmediums in einen schwächungsspalt einer abdeckung sowie bevorzugte applikationsvorrichtung |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4834607B2 (ja) * | 2007-05-18 | 2011-12-14 | 株式会社仲田コーティング | エアバッグ破断溝形成装置及び内装部材の製造方法 |
| JP5517191B2 (ja) * | 2009-09-09 | 2014-06-11 | ポリマテック・ジャパン株式会社 | 熱伝導性シートの製造方法及び熱伝導性シート |
| JP2012162128A (ja) * | 2011-02-04 | 2012-08-30 | Shigeru Co Ltd | 車両用エアバッグリッド及びその製造方法 |
| JP5725170B2 (ja) | 2011-05-24 | 2015-05-27 | トヨタ自動車株式会社 | エアバッグドアを一体に有するインストルメントパネル |
| JP5976569B2 (ja) * | 2013-02-28 | 2016-08-23 | ダイキョーニシカワ株式会社 | エアバッグドア及びエアバッグドア用表皮材の形成方法 |
| KR101755941B1 (ko) | 2015-12-14 | 2017-07-07 | 현대자동차주식회사 | 에어백 전개선과 발포층 사이의 고착구조가 강화된 크래쉬 패드 |
| CN113386435A (zh) * | 2021-07-12 | 2021-09-14 | 福建思嘉新材料科技有限公司 | 一种带圆角pvc石塑地板及其圆角加工设备 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10100839A (ja) * | 1996-09-27 | 1998-04-21 | Toyota Motor Corp | インストルメントパネル表皮の成形方法 |
| JP2002504044A (ja) * | 1997-06-16 | 2002-02-05 | マグナ インテリア システムズ インコーポレイテッド | 見えない引裂シームを含む注型一体型光安定性被覆を備える装飾的自動車内装品及びその製造方法 |
| US5863064A (en) * | 1997-08-14 | 1999-01-26 | Textron Autmotive Company Inc. | Skin for automotive air bag cover panel formed by casting different plastic materials |
| JPH11105901A (ja) * | 1997-09-30 | 1999-04-20 | Lion Corp | 容器用キャップ装置 |
| JP2003200804A (ja) * | 2001-10-29 | 2003-07-15 | Mitsuboshi Belting Ltd | エアバッグドア一体型インストルメントパネル |
| JP4035540B2 (ja) * | 2002-11-18 | 2008-01-23 | 株式会社仲田コーティング | エアバッグドア部を有する車両用内装部材の製造方法、および製造装置 |
-
2006
- 2006-10-26 JP JP2006290689A patent/JP4939167B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3551401B1 (de) * | 2016-12-06 | 2025-01-08 | KraussMaffei Technologies GmbH | Verfahren zum einbringen eines applikationsmediums in einen schwächungsspalt einer abdeckung sowie bevorzugte applikationsvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008105572A (ja) | 2008-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5947511A (en) | Integrally molded air-bag cover article and method of making the same | |
| EP1520754A1 (en) | Airbag cover and its production process | |
| JP4939167B2 (ja) | エアバッグドア用表皮の製造方法 | |
| BRPI0614937A2 (pt) | laminado em forma de painel, forro flexÍvel adequado para fabricar um lamidado em forma de painel, e, mÉtodos para fabricar um forro flexÍvel, e para fabricar um laminado em forma de painel | |
| JP5976569B2 (ja) | エアバッグドア及びエアバッグドア用表皮材の形成方法 | |
| JP5730307B2 (ja) | 車両用複合成形品及びその製造方法 | |
| JP2009233994A (ja) | ティアライン付スラッシュ成形表皮材の成形方法及び成形装置 | |
| JPH11334490A (ja) | エアバッグドア部を有する車両内装部品及びその製造方法 | |
| JP5049499B2 (ja) | スラッシュ成形表皮材の製造方法及びスラッシュ成形型 | |
| JP5128333B2 (ja) | エアバッグ装置の製造方法及びエアバッグ装置 | |
| JP2004114738A (ja) | 自動車用内装材及びその製造方法 | |
| KR20090033473A (ko) | 에어백을 구비하는 인스트루먼트 패널 및 그 제조방법 | |
| JP2021133867A (ja) | 車両用内装パネル及びその製造方法 | |
| JPH07246900A (ja) | 自動車用エアバッグドアの構造 | |
| JP4359167B2 (ja) | 車両のインストルメントパネル、車両のインストルメントパネル成形方法及び成形装置 | |
| KR100496690B1 (ko) | 조수석 에어백 전개를 위한 리액션플레이트 힌지 구조 | |
| JP3544027B2 (ja) | エアバッグドア部を有する車室側部材の構造およびその製法 | |
| JP2001097168A (ja) | エアバッグドアを有する車両内装部材の表皮およびその製造方法 | |
| JP2002104124A (ja) | エアバッグカバー | |
| JP4794529B2 (ja) | エアバッグ開放部を有するコンポーネントの製造方法 | |
| KR100710454B1 (ko) | 인비저블 에어백 도어구조 및 그 제조방법 | |
| JP4671727B2 (ja) | エアバッグドアの開裂構造 | |
| JP2006036149A (ja) | エアバッグカバーおよびその製造方法 | |
| JP2021084582A (ja) | 車両用内装パネル | |
| JP2012131357A (ja) | エアバッグドア |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120224 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150302 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4939167 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |