JP4986733B2 - 溶融金属用電磁ポンプとその運転方法 - Google Patents
溶融金属用電磁ポンプとその運転方法 Download PDFInfo
- Publication number
- JP4986733B2 JP4986733B2 JP2007160919A JP2007160919A JP4986733B2 JP 4986733 B2 JP4986733 B2 JP 4986733B2 JP 2007160919 A JP2007160919 A JP 2007160919A JP 2007160919 A JP2007160919 A JP 2007160919A JP 4986733 B2 JP4986733 B2 JP 4986733B2
- Authority
- JP
- Japan
- Prior art keywords
- molten metal
- pump
- side duct
- hot water
- water supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 165
- 239000002184 metal Substances 0.000 title claims description 165
- 238000000034 method Methods 0.000 title claims description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 66
- 239000000696 magnetic material Substances 0.000 claims description 4
- 230000008018 melting Effects 0.000 claims description 3
- 238000002844 melting Methods 0.000 claims description 3
- 238000007599 discharging Methods 0.000 claims description 2
- 230000001681 protective effect Effects 0.000 description 23
- 230000006698 induction Effects 0.000 description 19
- 239000000919 ceramic Substances 0.000 description 11
- 239000007788 liquid Substances 0.000 description 11
- 238000009795 derivation Methods 0.000 description 10
- 239000007789 gas Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 238000005260 corrosion Methods 0.000 description 7
- 230000007797 corrosion Effects 0.000 description 7
- 239000011261 inert gas Substances 0.000 description 6
- 125000004122 cyclic group Chemical group 0.000 description 5
- 150000002739 metals Chemical class 0.000 description 5
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- 238000011017 operating method Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 230000001052 transient effect Effects 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005674 electromagnetic induction Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
Images







Landscapes
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
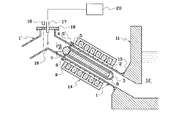
溶融金属12を入れた溶融金属槽11の底部近くの斜めの壁面13に給湯口が開口しており、この給湯口にフランジ状の継手を介して給湯方向に向けて斜め上向きに真っ直ぐなポンプ側ダクト1が接続されている。さらにこのポンプ側ダクト1には、下方に曲げられた給湯側ダクト1’がフランジ継手等の継手5、5’を介して接続されている。この先の給湯側ダクト1’は、図示してないバネ等により手前のポンプ側ダクト1に押しつけられ、継手5、5’の間に挿入された耐熱性のガスケットにより継手5、5’の部分のシール性が確保されている。これらのダクト1、1’は、セラミック等の耐熱性、耐蝕性のある材料で作られており、保温のため外側にヒータ9が巻かれ、溶融金属の融点以上の温度に加熱されるようになっている。
以下、本発明を実施するための最良の形態について、実施例をあげて詳細に説明する。
溶融金属12を入れた溶融金属槽11の底部近くの斜めの壁面13に給湯口が開口しており、この給湯口にフランジ継手を介して真っ直ぐなポンプ側ダクト1が接続されている。この給湯側ダクト1は図1において左側の給湯方向に向けて次第に高くなるように傾斜し、給湯方向に向けて昇り勾配が形成されている。
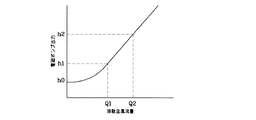
図1に示すように、誘導子14に通電していない運転休止時は、ポンプ側ダクト1の中にある溶融金属12の液面は、溶融金属槽11の溶融金属12の液面と同じ高さにある。この時のダクト1、1’の堰16と溶融金属12の液面との高さの差をh0とする。
この溶融金属用電磁ポンプの運転方法は基本的には図1により説明した溶融金属用電磁ポンプと同じである。
1’ 給湯側ダクト
16 ダクトの底部の堰
17 ノズル
Claims (3)
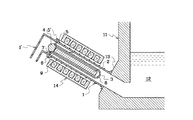
- 溶融金属を通す筒状のポンプ側ダクト(1)に筒状の給湯側ダクト(1’)を接続し、ポンプ側ダクト(1)の外周に同ダクト(1)の中に移動磁界を発生させる誘導子(14)を設け、ポンプ側ダクト(1)の中に前記誘導子(14)で発生した移動磁界の磁路を形成する磁性体からなるコア(2)を配置した溶融金属用電磁ポンプにおいて、ポンプ側ダクト(1)から溶融金属を吐出する給湯部に至る溶融金属の供給路に給湯方向に上り勾配から下り勾配に変わる堰(16)を形成し、溶融金属の供給停止時にこの堰(16)の頂部に当たるようガスを噴出し、堰(16)の頂部にある溶融金属をその両側の上り勾配と下り勾配側とに分離するノズル(17)を配置したことを特徴とする溶融金属用電磁ポンプ。
- 堰(16)の両側の勾配が±7゜以上であることを特徴とする請求項1に記載の溶融金属用電磁ポンプ。
- 溶融金属を通す筒状のポンプ側ダクト(1)に筒状の給湯側ダクト(1’)を接続し、ポンプ側ダクト(1)の外周に同ダクト(1)の中に移動磁界を発生させる誘導子(14)を設け、ポンプ側ダクト(1)の中に前記誘導子(14)で発生した移動磁界の磁路を形成する磁性体からなるコア(2)を配置した溶融金属用電磁ポンプを運転する方法において、ポンプ側ダクト(1)から溶融金属を吐出する給湯部に至る溶融金属の供給路に給湯方向に上り勾配から下り勾配に変わる堰(16)を形成し、この堰(16)の頂部に向けてガスを噴出するノズル(17)を配置し、溶融金属の供給を停止する時、前記ノズル(17)から堰(16)の頂部に当たるようガスを噴出し、堰(16)の頂部にある溶融金属をその両側の上り勾配と下り勾配側とに分離することを特徴とする溶融金属用電磁ポンプの運転方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007160919A JP4986733B2 (ja) | 2007-06-19 | 2007-06-19 | 溶融金属用電磁ポンプとその運転方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007160919A JP4986733B2 (ja) | 2007-06-19 | 2007-06-19 | 溶融金属用電磁ポンプとその運転方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009000689A JP2009000689A (ja) | 2009-01-08 |
| JP4986733B2 true JP4986733B2 (ja) | 2012-07-25 |
Family
ID=40317651
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007160919A Active JP4986733B2 (ja) | 2007-06-19 | 2007-06-19 | 溶融金属用電磁ポンプとその運転方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4986733B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4920061B2 (ja) * | 2009-06-23 | 2012-04-18 | 助川電気工業株式会社 | 溶融金属用電磁ポンプとその運転方法 |
| JP5254168B2 (ja) * | 2009-10-05 | 2013-08-07 | 助川電気工業株式会社 | 溶融金属供給装置 |
| JP5787582B2 (ja) * | 2011-04-12 | 2015-09-30 | 助川電気工業株式会社 | ダイキャストスリーブへの溶融金属充填装置 |
| JP5767848B2 (ja) * | 2011-04-18 | 2015-08-19 | 助川電気工業株式会社 | ダイキャストスリーブへの溶融金属給湯装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0649108Y2 (ja) * | 1988-09-10 | 1994-12-12 | 助川電気工業株式会社 | 溶融金属電磁ポンプのダクト部 |
| JP3179284B2 (ja) * | 1994-06-03 | 2001-06-25 | 宇部興産株式会社 | マグネシウム給湯装置 |
-
2007
- 2007-06-19 JP JP2007160919A patent/JP4986733B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009000689A (ja) | 2009-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4731810B2 (ja) | 金属処理および液面レベル制御を備えた溶融金属配湯炉 | |
| JP4986733B2 (ja) | 溶融金属用電磁ポンプとその運転方法 | |
| JP4989329B2 (ja) | 溶融金属用電磁ポンプ及びその運転方法 | |
| KR101854968B1 (ko) | 알루미늄 합금용 핫 챔버 주조기 | |
| JP4920061B2 (ja) | 溶融金属用電磁ポンプとその運転方法 | |
| JP2011131265A (ja) | 真空ダイカスト装置および真空ダイカスト方法 | |
| CN107999721B (zh) | 射出成形机 | |
| JP2006341281A (ja) | 溶融金属用電磁ポンプ | |
| JP5787582B2 (ja) | ダイキャストスリーブへの溶融金属充填装置 | |
| JP6131128B2 (ja) | ダイカストスリーブ溶融金属供給装置とその供給方法 | |
| KR101385008B1 (ko) | 주조 장치, 및 용융 물질을 주조 몰드로의 이송 방법 | |
| JP2005205479A (ja) | はんだ付け装置 | |
| JP2011079000A (ja) | 鋳造装置 | |
| JP6973219B2 (ja) | 溶湯補給装置及び溶湯補給方法 | |
| JP2011016166A (ja) | 鋳造装置 | |
| JP5113866B2 (ja) | 溶融金属供給装置 | |
| JP6131147B2 (ja) | ダイカストスリーブ溶融金属供給装置 | |
| JPH08141731A (ja) | 鋳造方法及び鋳造装置 | |
| CN110944772B (zh) | 铸造模具及铸件的制造方法 | |
| JP2009012024A (ja) | 溶融金属用電磁ポンプ | |
| JP5113612B2 (ja) | 溶融金属用誘導電磁ポンプ | |
| JP5254168B2 (ja) | 溶融金属供給装置 | |
| JP2014217864A (ja) | 半凝固金属生成容器の冷却装置、半凝固金属の製造装置、半凝固金属の製造方法及び半凝固金属を用いた成形方法 | |
| KR100829907B1 (ko) | 연속주조시 초기응고 제어 방법 및 그 장치 | |
| JP4989338B2 (ja) | 溶融金属用誘導循環ガス放出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100525 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120229 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120412 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4986733 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |