JP5113866B2 - 溶融金属供給装置 - Google Patents
溶融金属供給装置 Download PDFInfo
- Publication number
- JP5113866B2 JP5113866B2 JP2010055205A JP2010055205A JP5113866B2 JP 5113866 B2 JP5113866 B2 JP 5113866B2 JP 2010055205 A JP2010055205 A JP 2010055205A JP 2010055205 A JP2010055205 A JP 2010055205A JP 5113866 B2 JP5113866 B2 JP 5113866B2
- Authority
- JP
- Japan
- Prior art keywords
- molten metal
- inductor
- hot water
- duct
- water supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D39/00—Equipment for supplying molten metal in rations
- B22D39/003—Equipment for supplying molten metal in rations using electromagnetic field
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
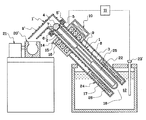
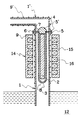
溶融金属12の液面にポンプ側ダクト1の下端が差し込まれている。このポンプ側ダクト1には、給湯側ダクト1’がフランジ継手等の継手5、5’を介して接続されている。この先の給湯側ダクト1’は、図示してないバネ等により手前のポンプ側ダクト1に押しつけられ、継手5、5’の間に挿入された耐熱性のガスケットにより継手5、5’の部分のシール性が確保されている。これらのダクト1、1’は、セラミック等の耐熱性、耐蝕性のある材料で作られており、保温のため外側にヒータ9が巻かれ、溶融金属の融点以上の温度に加熱されるようになっている。
以下、本発明を実施するための最良の形態について、実施例をあげて詳細に説明する。
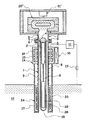
給湯側ダクト1’のポンプ側ダクト1に接続された基端側に液面センサー等のセンサー19が設けられ、これによりポンプ側ダクト1の中の液位が検知される。給湯側ダクト1’の先端側にはゲートバルブ27が設けられ、このゲートバルブ27の先に鋳型等の溶融金属の供給先20が配置されている。この溶融金属の供給先20には、それに溶融金属が供給されたことを検知するセンサ23が設けられている。ゲートバルブ27は、無くても良いが、給湯側ダクト1’とダクト1の内にある液面の酸化防止のために取り付けられている。ゲートバルブ27は、給湯時は開いている。
1’ 給湯側ダクト
13 液位センサ
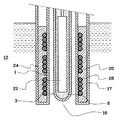
14 給湯用誘導子
19 液位センサ
23 液位センサ
24 立上用誘導子
Claims (6)
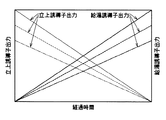
- ダクト(1)に誘導子(14)、(24)を設け、同誘導子(14)、(24)によりダクト(1)内の溶融金属に推力を与えて同溶融金属を供給する溶融金属供給装置において、ダクト(1)内の溶融金属に推力を与える給湯用誘導子(14)と、溶融金属槽内の溶融金属(12)を前記給湯用誘導子(14)までダクト(1)内に汲み上げる耐熱性を有する立上用誘導子(24)とを単一直管状のダクト(1)の上下に配置し、前記立上用誘導子(24)によって溶融金属(12)を前記給湯用誘導子(14)までダクト(1)内に汲み上げて保持すると共に、同給湯用誘導子(14)の出力増減により溶融金属の供給、停止をするよう誘導子(14)、(24)に通電制御する制御器(11)を備えることを特徴とする溶融金属供給装置。
- 立上用誘導子(24)が無機絶縁ケーブルを巻線として使用したものからなることを特徴とする請求項1に記載の溶融金属供給装置。
- 立上用誘導子(24)が冷却手段を有しない無冷却の誘導子であることを特徴とする請求項2に記載の溶融金属供給装置。
- ダクト(1)内の溶融金属の液位を検知するセンサー(19)と連動して給湯用誘導子(14)と立上用誘導子(24)へ通電制御することを特徴とする請求項1〜3の何れかに記載の溶融金属供給装置。
- ダクト(1)内の溶融金属の供給を停止するとき、立上用誘導子(24)へ逆位相の電流を通電して溶融金属を制動することを特徴とする請求項1〜4の何れかに記載の溶融金属供給装置。
- 立上用誘導子(24)のコイル(25)の巻数を給湯用誘導子(14)のコイル(15)の巻数より少なくし、且つ立上用誘導子(24)のコイル(25)に通電する電流を給湯用誘導子(14)のコイル(15)に通電する電流より大きくすることを特徴とする請求項1〜5の何れかに記載の溶融金属供給装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010055205A JP5113866B2 (ja) | 2009-10-29 | 2010-03-12 | 溶融金属供給装置 |
| KR1020117022195A KR101680919B1 (ko) | 2009-10-29 | 2010-10-07 | 용융금속 공급장치와 그 덕트 세정방법 |
| PCT/JP2010/006000 WO2011052138A1 (ja) | 2009-10-29 | 2010-10-07 | 溶融金属供給装置とそのダクト洗浄方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009248448 | 2009-10-29 | ||
| JP2009248448 | 2009-10-29 | ||
| JP2010055205A JP5113866B2 (ja) | 2009-10-29 | 2010-03-12 | 溶融金属供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011115844A JP2011115844A (ja) | 2011-06-16 |
| JP5113866B2 true JP5113866B2 (ja) | 2013-01-09 |
Family
ID=43921575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010055205A Active JP5113866B2 (ja) | 2009-10-29 | 2010-03-12 | 溶融金属供給装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5113866B2 (ja) |
| KR (1) | KR101680919B1 (ja) |
| WO (1) | WO2011052138A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6379847B2 (ja) * | 2014-08-19 | 2018-08-29 | 宇部興産機械株式会社 | 鋳造装置 |
| JP6314080B2 (ja) * | 2014-11-10 | 2018-04-18 | 助川電気工業株式会社 | 溶融金属給湯装置 |
| DE102016107278A1 (de) * | 2016-04-20 | 2017-10-26 | Chemex Gmbh | Speisereinsatz mit Sensoröffnung, sowie Speiser-Anordnung, Verwendung und Verfahren |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0730204Y2 (ja) * | 1987-09-30 | 1995-07-12 | 東芝機械株式会社 | 電磁給湯装置 |
| JP2961218B2 (ja) * | 1989-03-02 | 1999-10-12 | 東芝機械株式会社 | 加圧鋳造方法およびその装置 |
| JPH03258448A (ja) * | 1990-03-09 | 1991-11-18 | Toshiba Mach Co Ltd | ダイカストマシン用電磁給湯装置 |
| JP4989329B2 (ja) * | 2007-06-19 | 2012-08-01 | 助川電気工業株式会社 | 溶融金属用電磁ポンプ及びその運転方法 |
-
2010
- 2010-03-12 JP JP2010055205A patent/JP5113866B2/ja active Active
- 2010-10-07 KR KR1020117022195A patent/KR101680919B1/ko active Active
- 2010-10-07 WO PCT/JP2010/006000 patent/WO2011052138A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| KR101680919B1 (ko) | 2016-11-29 |
| JP2011115844A (ja) | 2011-06-16 |
| KR20120084661A (ko) | 2012-07-30 |
| WO2011052138A1 (ja) | 2011-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5113866B2 (ja) | 溶融金属供給装置 | |
| JP4989329B2 (ja) | 溶融金属用電磁ポンプ及びその運転方法 | |
| JP2009002616A (ja) | 誘導加熱給湯装置 | |
| CN201089010Y (zh) | 镁合金定量浇铸炉 | |
| JP2010071548A (ja) | 電気瞬間湯沸器 | |
| JP4994972B2 (ja) | 溶融金属用電磁ポンプ | |
| JP4920061B2 (ja) | 溶融金属用電磁ポンプとその運転方法 | |
| JP5993294B2 (ja) | ダイカストスリーブ溶融金属供給装置とその供給方法 | |
| JP6131128B2 (ja) | ダイカストスリーブ溶融金属供給装置とその供給方法 | |
| JP4986733B2 (ja) | 溶融金属用電磁ポンプとその運転方法 | |
| JP6314080B2 (ja) | 溶融金属給湯装置 | |
| JP5149951B2 (ja) | 溶融金属供給装置とそのダクト汚れ検知方法 | |
| JP6588316B2 (ja) | 電磁撹拌装置および電磁撹拌装置を設けた溶融金属槽 | |
| JP5309282B2 (ja) | 誘導加熱溶解装置 | |
| JP5043168B2 (ja) | 溶融アルミニウム供給装置とそのダクト逆洗方法 | |
| JPS5886864A (ja) | 誘導形浸漬ポンプ | |
| JP3010277B2 (ja) | 給湯装置 | |
| JP5756316B2 (ja) | 溶融金属用誘導電磁ポンプ | |
| JP5925027B2 (ja) | 液体金属用電磁ポンプ | |
| JP2012145331A (ja) | 溶融金属レベル検知装置と検知方法 | |
| KR100917811B1 (ko) | 가변자기장발생기를 이용한 보일러장치 | |
| JP4989338B2 (ja) | 溶融金属用誘導循環ガス放出装置 | |
| JP4503743B2 (ja) | 溶融金属供給装置 | |
| JP5914127B2 (ja) | 液体金属用電磁ポンプを用いた液体金属搬送装置 | |
| JP5993286B2 (ja) | 溶融金属供給装置とその駆動方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120823 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121002 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121012 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5113866 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |