JP4986909B2 - ポンプ - Google Patents
ポンプ Download PDFInfo
- Publication number
- JP4986909B2 JP4986909B2 JP2008088990A JP2008088990A JP4986909B2 JP 4986909 B2 JP4986909 B2 JP 4986909B2 JP 2008088990 A JP2008088990 A JP 2008088990A JP 2008088990 A JP2008088990 A JP 2008088990A JP 4986909 B2 JP4986909 B2 JP 4986909B2
- Authority
- JP
- Japan
- Prior art keywords
- liner ring
- fitting hole
- peripheral surface
- liner
- pump
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Landscapes
- Structures Of Non-Positive Displacement Pumps (AREA)
Description
ケーシングは回転軸に平行な平面で第1のケーシング体と第2のケーシング体とに分割され、
羽根車とライナーリングとの間に所定の間隙が形成されているポンプであって、
ライナーリングはケーシング内に形成された嵌込み孔に嵌め込まれ、
ライナーリングの外周面とこの外周面に対向する嵌込み孔の内周面とのいずれか一方に凸部を形成し、他方に、凸部が入り込む凹部を形成し、
凸部は凹部に線接触するシール部を有しているものである。
凹部は嵌込み孔の内周面に形成されているものである。
本第3発明は、嵌込み孔の凹部は円弧状に形成されているものである。
ライナーリングの周方向を中心とする凸部の半径が嵌込み孔の周方向を中心とする凹部の半径よりも小さいものである。
本第6発明は、嵌込み孔に対してライナーリングが回るのを阻止する回り止め手段が設けられているものである。
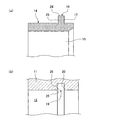
図1,図2に示すように、31は両吸込み渦巻きポンプであり、ケーシング32には吸込口33と吐出口34とが形成されている。ケーシング32内には、吐出口34に連通する吐出側室35(渦形室)と、吐出側室35の左右両側に位置して吸込口33に連通する吸込側室36a,36bとが形成されている。
図5,図7に示すように、各ライナーリング41a,41bの一箇所には、外周面から径方向外向きに突出する回り止め用ねじ54が設けられている。
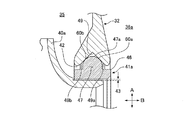
電動機等で回転軸38を回転することにより、回転軸38と一体に羽根車40a,40bが回転し、水(流体の一例)が吸込口33から吸込まれ、両吸込側室36a,36bから吐出側室35を通過し、吐出口34から吐出される。この際、吐出側室35内は吸込側室36a,36b内よりも高圧になるが、図3に示すように、羽根車40a,40bとライナーリング41a,41bとの間の間隙43は微小であるため、吐出側室35内から上記間隙43を通り抜けて吸込側室36a,36b内へ逆流する水の量が低減される。
凹部49の断面形状は円弧状であり、凸部47の断面形状は三角形状(多角形状の一例)に形成されており、凸部47は凹部49に周方向において線接触する頂部50(シール部の一例)を全周にわたり有している。尚、頂部50の先端を微小な円弧状(アール状)等の曲面に加工してもよい。
また、図10に示すように、各ライナーリング41a,41bの凸部47に山形状の2つの外周面47a,47bを形成し、嵌込み孔42の凹部49に円弧状の1つの内周面49aを形成するだけで、各ライナーリング41a,41bを径方向Aおよび軸心38aの方向Bに位置決めすることができるため、加工の手間をさらに削減することができる。
凹部49の断面形状は円弧状であり、凸部47の断面形状は四角台形状(多角形状の一例)に形成されており、凸部47は凹部49に周方向において線接触する2つの頂部50a,50b(シール部の一例)を有している。
凹部49の断面形状は円弧状であり、凸部47の断面形状はU形状(又はV形状でもよい)に形成されており、凸部47は凹部49に周方向において線接触する2つの頂部50a,50b(シール部の一例)を有している。
凹部49の断面形状は、内周側ほど回転軸38の軸心38aの方向Bに拡大するV形状に形成されている。また、凸部47は、断面形状が円弧状であり、凹部49に周方向において線接触する2つのシール部60a,60bを有している。
嵌込み孔42の内周面には、径方向内向きに突出する突部47が全周にわたり形成されている。回転軸38の軸心38aを中心とした径方向Aにおける凸部47の断面形状は円弧状に形成されている。
嵌込み孔42の凸部47の頂部50が各ライナーリング41a,41bの凹部49に線接触することにより、水が各ライナーリング41a,41bの外周面と各嵌込み孔42の内周面との間を通り抜けるのを防止することができ、各ライナーリング41a,41bの外周面と各嵌込み孔42の内周面との間のシール性能を十分に確保することができる。また、従来のように面同士の接触(面接触)によってシールするのではなく、ライナーリング41a,41bの外周面と嵌込み孔42の内周面との間を線接触によってシールするため、面接触ほどの高い加工精度は必要とせず、ライナーリング41a,41bと嵌込み孔42との加工を容易に行うことができる。
32 ケーシング
32a 下部ケーシング体(第1のケーシング体)
32b 上部ケーシング体(第2のケーシング体)
38 回転軸
40a,40b 羽根車
41a,41b ライナーリング
42 嵌込み孔
43 所定の間隙
47 凸部
49 凹部
50,50a,50b 頂部(シール部)
56 回り止め手段
60a,60b シール部
r 凸部の半径
R 凹部の半径
Claims (6)
- ケーシング内に、回転軸に取り付けられた羽根車と、ライナーリングとが設けられ、
ケーシングは回転軸に平行な平面で第1のケーシング体と第2のケーシング体とに分割され、
羽根車とライナーリングとの間に所定の間隙が形成されているポンプであって、
ライナーリングはケーシング内に形成された嵌込み孔に嵌め込まれ、
ライナーリングの外周面とこの外周面に対向する嵌込み孔の内周面とのいずれか一方に凸部を形成し、他方に、凸部が入り込む凹部を形成し、
凸部は凹部に線接触するシール部を有していることを特徴とするポンプ。 - 凸部はライナーリングの外周面に形成され、
凹部は嵌込み孔の内周面に形成されていることを特徴とする請求項1記載のポンプ。 - 嵌込み孔の凹部は円弧状に形成されていることを特徴とする請求項2記載のポンプ。
- ライナーリングの凸部は円弧状に形成され、
ライナーリングの周方向を中心とする凸部の半径が嵌込み孔の周方向を中心とする凹部の半径よりも小さいことを特徴とする請求項3記載のポンプ。 - 凸部は多角形状に形成されていることを特徴とする請求項2又は請求項3に記載のポンプ。
- 嵌込み孔に対してライナーリングが回るのを阻止する回り止め手段が設けられていることを特徴とする請求項1から請求項5のいずれか1項に記載のポンプ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008088990A JP4986909B2 (ja) | 2008-03-31 | 2008-03-31 | ポンプ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008088990A JP4986909B2 (ja) | 2008-03-31 | 2008-03-31 | ポンプ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009243315A JP2009243315A (ja) | 2009-10-22 |
| JP4986909B2 true JP4986909B2 (ja) | 2012-07-25 |
Family
ID=41305504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008088990A Active JP4986909B2 (ja) | 2008-03-31 | 2008-03-31 | ポンプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4986909B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6184728B2 (ja) * | 2013-04-16 | 2017-08-23 | 株式会社日立製作所 | 両吸込渦巻ポンプ |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58106597U (ja) * | 1982-01-14 | 1983-07-20 | 株式会社クボタ | 両吸込うず巻ポンプ |
| JPH0668280B2 (ja) * | 1989-05-22 | 1994-08-31 | 株式会社荏原製作所 | 遠心ポンプ用ライナリング |
| JPH0794837B2 (ja) * | 1989-08-28 | 1995-10-11 | 株式会社荏原製作所 | 遠心ポンプ |
-
2008
- 2008-03-31 JP JP2008088990A patent/JP4986909B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009243315A (ja) | 2009-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2008094801A4 (en) | Method and device for reducing axial thrust and radial oscillations and rotary machines using same | |
| JP2016040461A (ja) | 遠心回転機械 | |
| CN101915312B (zh) | 流体机械的密封机构 | |
| RU2365793C2 (ru) | Уплотнительный элемент для роторной машины | |
| WO2017013922A1 (ja) | 非接触環状シール及びこれを備える回転機械 | |
| JP4986909B2 (ja) | ポンプ | |
| JP2017133654A (ja) | 軸封装置および回転機械 | |
| JP2010084802A (ja) | ロータリーシール | |
| JP3894115B2 (ja) | ターボ圧縮機 | |
| JP4642399B2 (ja) | モータポンプ | |
| JP2010249219A (ja) | シールリング | |
| JP4328836B2 (ja) | 回転機器の軸封装置 | |
| JP6042129B2 (ja) | ウェアリング及びこれを用いた遠心ポンプ装置 | |
| CN104343986A (zh) | 密封装置 | |
| JP2007146789A (ja) | ポンプおよびポンプの製造方法 | |
| JP2012026348A (ja) | ポンプのシール機構および該シール機構を備えたポンプ | |
| CN109923284A (zh) | 包括例如迷宫密封件的上游非接触式部分和下游吊环的轴密封件 | |
| JPWO2017094159A1 (ja) | 遠心圧縮機のロータ、遠心圧縮機、及び遠心圧縮機のロータの製造方法 | |
| RU190277U1 (ru) | Радиальное щелевое уплотнение ротора с плавающим кольцом | |
| KR100634873B1 (ko) | 워터 펌프의 이물질 배출구조 | |
| EP3387266B1 (en) | A mutually turnable unit working under high pressure with bearing arrangement | |
| WO1987001170A1 (en) | Face seals | |
| JP4250711B2 (ja) | 回転機器の軸封装置 | |
| TWI705190B (zh) | 軸承系統 | |
| JP6341669B2 (ja) | ポンプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100917 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4986909 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |