JP5000361B2 - 連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム - Google Patents
連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム Download PDFInfo
- Publication number
- JP5000361B2 JP5000361B2 JP2007099703A JP2007099703A JP5000361B2 JP 5000361 B2 JP5000361 B2 JP 5000361B2 JP 2007099703 A JP2007099703 A JP 2007099703A JP 2007099703 A JP2007099703 A JP 2007099703A JP 5000361 B2 JP5000361 B2 JP 5000361B2
- Authority
- JP
- Japan
- Prior art keywords
- induction heater
- plate temperature
- side target
- plate
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Coating With Molten Metal (AREA)
- Control Of Heat Treatment Processes (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Description
本発明の板温制御装置は、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御装置であって、コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更の有無を判定する判定手段と、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更があると判定された場合に、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手段と、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更があると判定された場合に、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手段と、前記演算手段により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する出力手段と、前記演算手段により演算されたインダクションヒータ入側板温と、前記演算手段により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する出力手段とを備えたことを特徴とする。
本発明のコンピュータプログラムは、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御のためのコンピュータプログラムであって、コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更の有無を判定し、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更があると判定された場合に、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更前の鋼板におけるインダクションヒータ入側板温を演算する演算処理と、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算処理と、前記演算処理により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する処理と、前記演算処理により演算されたインダクションヒータ入側板温と、前記演算処理により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する処理とをコンピュータに実行させることを特徴とする。
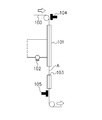
図1に、本発明を適用可能な実施形態の一例として、連続溶融亜鉛メッキラインの一部構成を示す。ライン上には、冷却ブロワ102により鋼板100を冷却する冷却帯101と、冷却帯101の後段で鋼板100を加熱するインダクションヒータ(IH)103と、IH103の後段で鋼板100にメッキする不図示のメッキ設備とが設置されている。

IH入側目標板温=IH出側目標板度−α
11 フィードフォワード(FF)制御部
12 フィードバック(FB)制御部
13 IH入側目標板温演算部
14 IH入側板温推定演算部
100 鋼板
101 冷却帯
102 冷却ブロワ
103 インダクションヒータ
104 板温計
105 板温計
Claims (4)
- 複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御方法であって、
コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更の有無を判定し、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更があると判定された場合に、
前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手順と、
前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手順と、
前記演算手順により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する手順と、
前記演算手順により演算されたインダクションヒータ入側板温と、前記演算手順により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する手順とを行うことを特徴とする板温制御方法。 - 前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温の変更がないと判定された場合に、
インダクションヒータ入側板温を演算する演算手順と、
前記演算手順により演算されたインダクションヒータ入側板温と、前回のコイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更時に演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する手順とを行うことを特徴とする請求項1に記載の板温制御方法。 - 複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御装置であって、
コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更の有無を判定する判定手段と、
前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更があると判定された場合に、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手段と、
前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更があると判定された場合に、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手段と、
前記演算手段により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する出力手段と、
前記演算手段により演算されたインダクションヒータ入側板温と、前記演算手段により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する出力手段とを備えたことを特徴とする板温制御装置。 - 複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御のためのコンピュータプログラムであって、
コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更の有無を判定し、前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更があると判定された場合に、
前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更前の鋼板におけるインダクションヒータ入側板温を演算する演算処理と、
前記コイルの板幅、板厚、及びインダクションヒータ出側目標板温のいずれかの変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算処理と、
前記演算処理により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する処理と、
前記演算処理により演算されたインダクションヒータ入側板温と、前記演算処理により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する処理とをコンピュータに実行させるためのコンピュータプログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007099703A JP5000361B2 (ja) | 2007-04-05 | 2007-04-05 | 連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007099703A JP5000361B2 (ja) | 2007-04-05 | 2007-04-05 | 連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008255431A JP2008255431A (ja) | 2008-10-23 |
| JP5000361B2 true JP5000361B2 (ja) | 2012-08-15 |
Family
ID=39979307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007099703A Active JP5000361B2 (ja) | 2007-04-05 | 2007-04-05 | 連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5000361B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5118393B2 (ja) * | 2007-06-14 | 2013-01-16 | 新日鉄住金エンジニアリング株式会社 | 鋼帯連続熱処理炉の温度制御方法 |
| JP7396328B2 (ja) * | 2021-05-14 | 2023-12-12 | Jfeスチール株式会社 | 亜鉛系溶融めっき鋼板の温度測定方法、温度測定装置、及び製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3261714B2 (ja) * | 1991-12-09 | 2002-03-04 | 日本鋼管株式会社 | 合金化亜鉛めっき鋼板の合金化制御方法 |
| JPH08176779A (ja) * | 1994-12-28 | 1996-07-09 | Nippon Steel Corp | 合金化溶融亜鉛めっき鋼帯の合金化制御方法 |
| JP2964911B2 (ja) * | 1995-04-21 | 1999-10-18 | 住友金属工業株式会社 | P添加高張力鋼材の合金化溶融亜鉛めっき方法 |
| JP2003216204A (ja) * | 2002-01-21 | 2003-07-31 | Nippon Steel Corp | プロセス制御装置、プロセス制御方法、コンピュータ読み取り可能な記録媒体及びコンピュータプログラム |
| JP4005841B2 (ja) * | 2002-05-17 | 2007-11-14 | 新日本製鐵株式会社 | 合金化溶融亜鉛めっき鋼板の製造装置および製造方法 |
| JP2004124144A (ja) * | 2002-10-01 | 2004-04-22 | Chugai Ro Co Ltd | 連続溶融金属めっき設備 |
| JP2005179727A (ja) * | 2003-12-18 | 2005-07-07 | Jfe Steel Kk | 板温制御方法 |
| JP2005220432A (ja) * | 2004-02-09 | 2005-08-18 | Nippon Steel Corp | 鋼板の連続熱処理設備の冷却帯における板温冷却制御方法 |
| JP2007077417A (ja) * | 2005-09-12 | 2007-03-29 | Jfe Steel Kk | 入側板温度推定モデルのパラメータ決定方法および装置 |
-
2007
- 2007-04-05 JP JP2007099703A patent/JP5000361B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008255431A (ja) | 2008-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7334861B2 (ja) | 連続焼鈍設備、連続焼鈍方法、冷延鋼板の製造方法及びめっき鋼板の製造方法 | |
| JP4287740B2 (ja) | 熱間圧延された被圧延材のための冷却方法およびこれに対応する冷却区間モデル | |
| JP2000167615A (ja) | 巻取温度制御方法及び制御装置 | |
| JP6399985B2 (ja) | 巻取温度制御装置および巻取温度制御方法 | |
| CN103108706B (zh) | 用于在精轧机列中的金属热轧带材的温度和几何形状的实时测定方法 | |
| CN101652485A (zh) | 具有居里点的钢带的连续退火方法以及连续退火设备 | |
| JP6146553B1 (ja) | 鋼板の温度制御装置及び温度制御方法 | |
| JP2013000765A (ja) | 鋼板の温度予測方法 | |
| US20170002438A1 (en) | Continuous processing line for processing a non-magnetic metal strip including a galvannealing section and method for induction heating of said strip in said galvannealing section | |
| WO2017130508A1 (ja) | 鋼板の温度制御装置及び温度制御方法 | |
| JP2011179035A (ja) | 連続焼鈍炉の板温制御方法及び連続焼鈍炉 | |
| JP5000361B2 (ja) | 連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム | |
| US20180340246A1 (en) | Method for Controlling the Coiling Temperature of a Metal Strip | |
| JPWO2015162728A1 (ja) | 圧延システム | |
| JP6102650B2 (ja) | 連続ラインにおける板温制御方法及び板温制御装置 | |
| JP4507681B2 (ja) | 溶融亜鉛めっき鋼板用めっき浴の温度制御方法 | |
| JP5482249B2 (ja) | 連続焼鈍炉の板温制御装置および板温制御方法 | |
| JP2007118027A (ja) | 巻取温度制御装置および制御方法 | |
| JP6287895B2 (ja) | 連続熱処理ラインの制御方法および連続熱処理ライン | |
| JP2013087319A (ja) | 直火型連続加熱炉の制御方法および制御装置 | |
| JP5130758B2 (ja) | 連続処理ラインにおけるライン速度制御システム、方法、及びコンピュータプログラム | |
| JP6874730B2 (ja) | 熱間圧延ライン制御装置 | |
| JP6737339B2 (ja) | エッジヒータ制御装置 | |
| JP5217542B2 (ja) | キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備 | |
| JP4701794B2 (ja) | 非線形の水冷熱伝達係数モデルの自動調整装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120228 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120424 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120516 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5000361 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |