JP5000407B2 - 管部材用被覆材熱融着具 - Google Patents
管部材用被覆材熱融着具 Download PDFInfo
- Publication number
- JP5000407B2 JP5000407B2 JP2007187205A JP2007187205A JP5000407B2 JP 5000407 B2 JP5000407 B2 JP 5000407B2 JP 2007187205 A JP2007187205 A JP 2007187205A JP 2007187205 A JP2007187205 A JP 2007187205A JP 5000407 B2 JP5000407 B2 JP 5000407B2
- Authority
- JP
- Japan
- Prior art keywords
- heating
- holder
- arms
- members
- mouth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims description 23
- 238000010438 heat treatment Methods 0.000 claims description 234
- 238000003780 insertion Methods 0.000 claims description 27
- 230000037431 insertion Effects 0.000 claims description 27
- 230000004927 fusion Effects 0.000 claims description 20
- 238000007789 sealing Methods 0.000 claims description 18
- 230000007246 mechanism Effects 0.000 claims description 7
- 239000011810 insulating material Substances 0.000 description 53
- 239000012530 fluid Substances 0.000 description 30
- 238000003860 storage Methods 0.000 description 8
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 238000009833 condensation Methods 0.000 description 5
- 230000005494 condensation Effects 0.000 description 5
- 239000012774 insulation material Substances 0.000 description 4
- 230000004308 accommodation Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- HHIQWSQEUZDONT-UHFFFAOYSA-N tungsten Chemical compound [W].[W].[W] HHIQWSQEUZDONT-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/20—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81421—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being convex or concave
- B29C66/81423—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being convex or concave being concave
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/861—Hand-held tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/861—Hand-held tools
- B29C66/8618—Hand-held tools being battery operated
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
口部2aを有するホルダ1に対し両腕7,10を互いに開閉可能に支持するとともに、加熱体6,9をそのホルダ1の口部2aでこの両腕7,10に支持した両加熱部材5,8を備えている。この両加熱部材5,8において両加熱体6,9を両腕7,10とともに互いに閉じた閉状態Qで両加熱体6,9間に挿通孔29を形成している。この閉状態Qにある両加熱体6,9においてこの挿通孔29の中心線方向Yの両側でこの挿通孔29の外周に形成した両側面30のうち少なくとも一方の側面30に加熱手段により発熱される加熱面を設けている。その腕7,10とホルダ1との間に設けた移動案内部4,11により、この両加熱部材5,8の加熱体6,9をホルダ1の口部2aに対し接近させる向きXB及び離間させる向きXFへ移動させるように、この両加熱部材5,8をホルダ1に対し移動可能に支持している。
請求項3の発明を前提とする第8の発明(第2実施形態に対応)において、前記出入操作手段17と開閉操作手段18とでは互いに別々の操作による操作部11a,19を有している。第8の発明では、出入操作手段17及び開閉操作手段18を簡単な構造にすることができる。
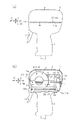
図1〜3に示すように、ホルダ1においては、頭部2(取付部)に対する前後方向Xの両側と左右方向Yの両側と上下方向Zの両側とのうち、頭部2の前側に口部2aが形成され、頭部2の下側から把持部3が屈曲して下方へ延びている。図2(b)及び図4(a)(b)に示すように、この頭部2の左右両側の内面には移動案内部4が左右方向Yで相対向して前後方向Xへ延設されている。このホルダ1の頭部2には加熱体6が下腕7の前側に取着された下側の加熱部材5と加熱体9が上腕10の前側に取着された上側の加熱部材8とが取り付けられている。
図11(a)に示すように、発泡ポリエチレン等の断熱材からなる円筒状の被覆材としての保温材31により、樹脂や銅等からなる内管32の外表面32aを被覆した管部材としての流体管M1,M2は、内管32の長手方向の両側で分断されている。内管32の外表面32aと保温材31の内周面との間に隙間Gをあけることにより、拡管部や曲がり部において内管32を保温材31に挿通し易くしている。これらの流体管M1,M2を互いに接続する際には、まず、図11(b)に示すように、内管32に対し保温材31を長手方向へ移動させて両保温材31の相対向する端面31aを互いに離すとともに、両保温材31間で露出した内管32を互いに連結する。次に、図3に示すように前記熱融着具の上下両加熱部材8,5を開状態Pにして下側加熱体6及び上側加熱体9の割縁部13間で挿脱許容空間Sに内管32を挿入した後、図2に示すようにこの上下両加熱部材8,5を閉状態Qにすると、内管32が挿通孔29に嵌め込まれる。その後、図11(c)に示すように下側加熱体6及び上側加熱体9の両側面30のシート30aに両保温材31の端面31aを押し当てると、それらの端面31aが同時に加熱されて溶融される。次に、上下両加熱部材8,5を開状態Pにして下側加熱体6及び上側加熱体9の割縁部13間の挿脱許容空間Sから内管32を離脱させると、図11(d)に示すように、溶融状態にある両保温材31の端面31aが長手方向で相対向する。このようにして熱融着具の上下両加熱部材8,5を両保温材31の端面31aから取り外した後瞬時に、溶融状態にある両保温材31の端面31aを互いに押し当てると、図12に示すように、その両端面31aが互いに熱融着されて接合され、内管32の外周全体に熱融着による継ぎ目33が生じる。
* 第1〜3実施形態においては、両加熱部材5,8の加熱体6,9をホルダ1内に収容して熱融着具を小型化することができる。従って、運搬時や保管時に嵩張らず流体管用保温材熱融着具の使い勝手を良くすることができる。
・ 図示しないが、両加熱部材5,8の加熱体6,9の全部をホルダ1内に収容せずに加熱体6,9の一部をホルダ1内に収容したり、加熱体6,9をホルダ1内に収容せずに単にホルダ1の口部2aに対し加熱体6,9を接近及び離間させるようにしてもよい。
・ 加熱部材5,8における加熱手段としては、熱線によるヒータ15に代えて、加熱体6,9の加熱面30を加熱することができるものであればよく、例えば、その加熱面30に形成した多数の小孔からガスによる熱風を噴出させたり、ヒータ15の電源を電池にしたりすることができる。また、タングステンやモリブデンの粉末をペースト状にしてアルミナの全面に略均一に印刷したものを上記熱線に代わる抵抗体として採用する。
・ 前記各実施形態では加熱部材5,8の加熱体6,9は180度の円周角度を有しているが、例えば加熱体6,9を90度の円周角度で形成してもよい。その場合、閉状態Qでこの加熱体6,9間に生じる挿通孔29は外側に開放された空間となり、その空間に挿入された内管32がこの加熱体6,9により挟まれる。この加熱体6,9の加熱面30を保温材31の端面31aに当てがった状態で加熱部材5,8を回動させてその端面31aを溶融させる。
Claims (7)
- 口部を有するホルダに対し両腕を互いに開閉可能に支持するとともに、加熱体をそのホルダの口部でこの両腕に支持した両加熱部材を備え、この両加熱部材において両加熱体を両腕とともに互いに閉じた閉状態で両加熱体間に挿通孔を形成し、この閉状態にある両加熱体においてこの挿通孔の中心線方向の両側でこの挿通孔の外周に形成した両側面のうち少なくとも一方の側面に加熱手段により発熱される加熱面を設け、その腕とホルダとの間に設けた移動案内部により、この両加熱部材の加熱体をホルダの口部に対し接近させる向き及び離間させる向きへ移動させるように、この両加熱部材をホルダに対し移動可能に支持したことを特徴とする管部材用被覆材熱融着具。
- 前記両加熱部材は、加熱体をホルダの口部に対し接近させてホルダ内に収容した収容状態と、加熱体をホルダの口部に対し離間させてホルダ内から突出させた突出状態とを取り得ることを特徴とする請求項1に記載の管部材用被覆材熱融着具。
- 前記ホルダには、操作部に対する操作により両加熱部材を出入させる出入操作手段と、操作部に対する操作により両腕を互いに開閉動させる開閉操作手段とを設けたことを特徴とする請求項2に記載の管部材用被覆材熱融着具。
- 前記出入操作手段は操作部を含むリンク機構であり、前記開閉操作手段は操作部を含むリンク機構であり、この出入操作手段と開閉操作手段とでこれらの操作部を兼用し、この操作部に対する操作により、これらのリンク機構が一連に動作して両加熱部材が出入するとともに開閉することを特徴とする請求項3に記載の管部材用被覆材熱融着具。
- 口部を有するホルダに対し両腕を互いに開閉可能に支持するとともに、加熱体をそのホルダの口部で両腕に支持した両加熱部材を備え、この両加熱部材において両加熱体を両腕とともに互いに閉じた閉状態で両加熱体間に挿通孔を形成し、この閉状態にある両加熱体においてこの挿通孔の中心線方向の両側でこの挿通孔の外周に形成した両側面のうち少なくとも一方の側面に加熱手段により発熱される加熱面を設け、この両加熱部材の加熱体をホルダの口部に対し接近させる向き及び離間させる向きへ移動させるように、この両加熱部材の腕を伸縮自在に設けたことを特徴とする管部材用被覆材熱融着具。
- 前記ホルダ側の両腕はホルダに設けた取付部で相対回動可能に支持されて互いに開閉され、前記両加熱部材において両加熱体はこの両腕の相対回動に伴い相対回動して互いに開閉され、閉状態にある両加熱体においてホルダの取付部における回動中心線を中心とする回動方向で相対向する割縁部には前記挿通孔を形成するための割孔を形成した請求項1から請求項5のうちいずれかの請求項に記載の管部材用被覆材熱融着具。
- 前記ホルダ側の両腕のうちホルダに位置決めした一方の腕に対し他方の腕のみを開閉動させたことを特徴とする請求項6に記載の管部材用被覆材熱融着具。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007187205A JP5000407B2 (ja) | 2007-07-18 | 2007-07-18 | 管部材用被覆材熱融着具 |
| CN2007101806246A CN101314257B (zh) | 2007-05-31 | 2007-09-28 | 热熔胶合工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007187205A JP5000407B2 (ja) | 2007-07-18 | 2007-07-18 | 管部材用被覆材熱融着具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009023147A JP2009023147A (ja) | 2009-02-05 |
| JP5000407B2 true JP5000407B2 (ja) | 2012-08-15 |
Family
ID=40395459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007187205A Expired - Fee Related JP5000407B2 (ja) | 2007-05-31 | 2007-07-18 | 管部材用被覆材熱融着具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5000407B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5032536Y1 (ja) * | 1970-12-16 | 1975-09-22 | ||
| JPH06328571A (ja) * | 1993-05-25 | 1994-11-29 | Sekisui Chem Co Ltd | 保温チューブの接合方法 |
| JP2001322174A (ja) * | 2000-05-17 | 2001-11-20 | Hitachi Metals Ltd | 融着接合方法及び加熱工具 |
| JP4987340B2 (ja) * | 2006-04-06 | 2012-07-25 | 株式会社イノアックコーポレーション | 保温材付き流体管における保温材接合方法及び流体管用保温材熱融着具 |
| JP5139682B2 (ja) * | 2007-01-16 | 2013-02-06 | 株式会社イノアックコーポレーション | 流体管用保温材熱融着装置 |
| JP5009687B2 (ja) * | 2007-05-31 | 2012-08-22 | 株式会社イノアックコーポレーション | 管部材用被覆材熱融着具 |
-
2007
- 2007-07-18 JP JP2007187205A patent/JP5000407B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009023147A (ja) | 2009-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101017699A (zh) | 气密密封的磁头磁盘组件和使用钎焊材料密封的方法 | |
| JP6101946B2 (ja) | 溶着装置 | |
| JP2007530219A5 (ja) | ||
| JP5139682B2 (ja) | 流体管用保温材熱融着装置 | |
| JP4966747B2 (ja) | 管部材用被覆材熱融着具 | |
| JP5000407B2 (ja) | 管部材用被覆材熱融着具 | |
| JP5009687B2 (ja) | 管部材用被覆材熱融着具 | |
| JP4987340B2 (ja) | 保温材付き流体管における保温材接合方法及び流体管用保温材熱融着具 | |
| JP6106733B2 (ja) | プラスチック溶着装置のプラスチック予熱機構、プラスチック溶着装置、並びに部品予熱方法 | |
| JP5000449B2 (ja) | 管部材用被覆材熱融着具 | |
| JP5000448B2 (ja) | 管部材用被覆材熱融着具 | |
| JP2008069880A (ja) | 溶着装置および樹脂継手 | |
| JP2009012416A (ja) | 管部材用被覆材熱融着具 | |
| KR20070100663A (ko) | 수지 이음새의 용착방법 및 수지 이음새의 접합부 구조 | |
| JP5000414B2 (ja) | 管部材用被覆材熱融着具 | |
| JP2004276199A (ja) | 容器用ヒートシール装置のフィルムシート切断機構 | |
| JP2005132484A (ja) | 包装機、並びに、包装方法 | |
| JP5530775B2 (ja) | 内装袋の製造方法とそれに用いる治具 | |
| JP4689590B2 (ja) | 真空二重構造体の製造方法、排気装置および真空二重構造体 | |
| JPH10166452A (ja) | 赤外線によるプラスチックの融着方法および赤外線吸収体 | |
| JP7314451B2 (ja) | シートのレーザ溶着装置、シートのレーザ溶着方法、シートをレーザ溶着した構造物、ポリイミドシートのレーザ溶着装置、ポリイミドシートのレーザ溶着方法、ポリイミドシートをレーザ溶着した構造物 | |
| JP4292531B2 (ja) | ゲーブルトップタイプ紙容器のシール部剥離用加熱装置 | |
| JP3328217B2 (ja) | 溶着装置 | |
| KR100556566B1 (ko) | 플라스틱 열교환기 제조장치 | |
| JP2004209793A (ja) | 車両用シートの端末処理装置及び車両用シートの端末処理方法並びに車両用シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100615 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120424 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120516 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5000407 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |