JP5044232B2 - 成膜成形装置 - Google Patents
成膜成形装置 Download PDFInfo
- Publication number
- JP5044232B2 JP5044232B2 JP2007034833A JP2007034833A JP5044232B2 JP 5044232 B2 JP5044232 B2 JP 5044232B2 JP 2007034833 A JP2007034833 A JP 2007034833A JP 2007034833 A JP2007034833 A JP 2007034833A JP 5044232 B2 JP5044232 B2 JP 5044232B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- film forming
- clamping position
- mold clamping
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001746 injection moulding Methods 0.000 claims description 24
- 238000000465 moulding Methods 0.000 claims description 22
- 238000002347 injection Methods 0.000 claims description 14
- 239000007924 injection Substances 0.000 claims description 14
- 230000008021 deposition Effects 0.000 claims 1
- 239000000463 material Substances 0.000 description 21
- 230000015572 biosynthetic process Effects 0.000 description 19
- 238000004519 manufacturing process Methods 0.000 description 12
- 238000000034 method Methods 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 230000002950 deficient Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Physical Vapour Deposition (AREA)
Description
そこで、型成形した成形体を、金型内に保持した状態で成膜する型内成形成膜装置が知られている(例えば、特許文献1参照)。この型内成形成膜装置により、成形体を都度金型から取り出して成膜することなく、一連の型移動の過程で成膜まですることができ、これによって成膜成形体の製造効率が飛躍的に向上し、不良品の発生を極力低減できるようになった。
また、請求項2に記載した発明は、前記アーム部は、一端が本体部に接続された第一ピンと回動可能に接続されるとともに、他端が第二ピンと回動可能に接続された第一リンクと、一端が前記第二ピンと回動可能に接続されるとともに、他端が第三ピンと回動可能に接続された第二リンクと、二本の棒状部材で構成され、それぞれの一端が前記第三ピンに接続されるとともに、それぞれの他端が前記一方の金型に接続された第三リンクと、を有していることを特徴とする。
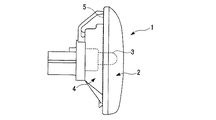
図1に示すように、サイドターンランプ1は、レンズ部2と、電球3が組み込まれるハウジング4とで構成されている。レンズ部2およびハウジング4は半割り製品である一次製品として固定金型、可動金型でそれぞれ成形し、可動金型をスライド移動させてハウジング4の内面を成膜した後に、可動金型をスライド移動させて両一次製品同士を突き合わせ、その突き合わせ面部に後述する樹脂材5を二次射出して一体成形される。なお、レンズ部2を構成する材料は、ポリカーボネート樹脂であり、ハウジング4を構成する材料は、アクリル樹脂である。また、電球3はLEDでもよい。
図2に示すように、製造装置50は、可動金型51と固定金型52とを備えて構成されている。可動金型51には、レンズ部2およびハウジング4を型形成するための成形用型面53,54が形成され、固定金型52には、レンズ部2およびハウジング4を型形成するための成形用型面55,56と共に、成膜装置40を収容するための成膜用型面57が形成されている。なお、これら型面は、金型ベースに着脱自在に取り付けられたものである。
図3に示すように、成膜成形装置10は、筐体11内に製造装置50が配置されている。製造装置50は、可動金型51と固定金型52とで構成されている。また、可動金型51と固定金型52とを型締めするためのトグル機構を有する型締め装置70が、製造装置50の可動金型51に連接されて配置されている。
また、筐体11の側部近傍には、射出成形用の樹脂材料が収容された射出材料供給装置81と、成膜用の真空ポンプ41および電源46とが配置されている。
したがって、図2の成膜用型締め位置bの位置では、アーム部72の第一リンク63および第二リンク64は、ストロークエンドの手前の位置で型締めされる構成となっている。
Claims (4)
- 一対の成形体用金型に、一対の成形体を射出成形するための射出成形用型締め位置と、前記成形体に成膜するための成膜用型締め位置とが設定され、前記一対の成形用金型を前記射出成型用型締め位置及び前記成膜用型締め位置に移動させるための型締め装置が搭載されている、前記一対の成形体が一体成形可能に構成されている成膜成形装置において、
前記一対の成形用金型の前記射出成型用型締め位置は、前記成膜用型締め位置よりも所定の高さ分高い位置にオフセットしており、
前記型締め装置は、リンクで構成されていて前記一方の成形用金型に接続されたアーム部を備え、前記アーム部を直線状又は屈曲状にすることにより、前記一対の成形用金型を前記射出成型用締め位置及び前記成膜用型締め位置に移動させ、
前記射出成形用型締め位置における型締め力よりも前記成膜用型締め位置における型締め力の方が小さく設定されることを特徴とする成膜成形装置。 - 前記アーム部は、
一端が本体部に接続された第一ピンと回動可能に接続されるとともに、他端が第二ピン
と回動可能に接続された第一リンクと、
一端が前記第二ピンと回動可能に接続されるとともに、他端が第三ピンと回動可能に接
続された第二リンクと、
二本の棒状部材で構成され、それぞれの一端が前記第三ピンに接続されるとともに、そ
れぞれの他端が前記一方の金型に接続された第三リンクと、を有していることを特徴とす
る請求項1に記載の成膜成形装置。 - 前記成膜用型締め位置において、前記一対の成形体用金型同士の型締め面に隙間が形成
されていることを特徴とする請求項1または2に記載の成膜成形装置。 - 前記隙間にOリングが介装されていることを特徴とする請求項3に記載の成膜成形装置
。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007034833A JP5044232B2 (ja) | 2007-02-15 | 2007-02-15 | 成膜成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007034833A JP5044232B2 (ja) | 2007-02-15 | 2007-02-15 | 成膜成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008195011A JP2008195011A (ja) | 2008-08-28 |
| JP5044232B2 true JP5044232B2 (ja) | 2012-10-10 |
Family
ID=39754399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007034833A Active JP5044232B2 (ja) | 2007-02-15 | 2007-02-15 | 成膜成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5044232B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5044231B2 (ja) * | 2007-02-15 | 2012-10-10 | 株式会社ミツバ | 成形体製造装置 |
| JP7169200B2 (ja) * | 2019-01-11 | 2022-11-10 | 株式会社ミツバ | 成膜成形体の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006305804A (ja) * | 2005-04-27 | 2006-11-09 | Oshima Denki Seisakusho:Kk | 型内成膜装置および型内成膜方法 |
| JP4137089B2 (ja) * | 2005-05-26 | 2008-08-20 | 株式会社日本製鋼所 | 内表面に薄膜を有する中空成形品の成形方法および成形装置 |
-
2007
- 2007-02-15 JP JP2007034833A patent/JP5044232B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008195011A (ja) | 2008-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3677033B2 (ja) | 成膜用金型、金型を用いた成膜方法および成膜制御システム | |
| ES2569986T3 (es) | Procedimiento para formar un cuerpo de caja hueco por soplado en dos piezas con un troquel macho auxiliar | |
| US7833454B2 (en) | Molding method and molding apparatus of mold product having thin film at inner surface | |
| JPS61192531A (ja) | 鋳型空洞内作動圧制御装置と方法 | |
| JP5044232B2 (ja) | 成膜成形装置 | |
| KR101474316B1 (ko) | 몰드 진공 시스템을 위한 장치 및 상기 시스템을 이용한 중합체 시트의 형성 방법 | |
| US7879277B2 (en) | Method for forming hollow moldings having thin film on inner surface | |
| JP4972484B2 (ja) | 燈体の製造装置、燈体の製造方法および燈体 | |
| JP2008221530A (ja) | 成形体の製造方法およびそれによる成形体およびランプ | |
| JP2010046876A (ja) | 射出成形装置及び射出成形方法 | |
| JPWO2009122819A1 (ja) | 光学素子成形金型及び光学素子の製造方法 | |
| JP4972483B2 (ja) | 金型 | |
| JP5044231B2 (ja) | 成形体製造装置 | |
| JP2009023249A (ja) | 射出成形体の製造装置、燈体の製造装置および燈体 | |
| JP2009023246A (ja) | 射出成形体の製造方法および射出成形体の製造装置 | |
| CN108422624B (zh) | 镜片制造模具及镜片制造方法 | |
| JP5199816B2 (ja) | 成膜用金型装置 | |
| JP2008195008A (ja) | 成形体製造装置 | |
| JP4566709B2 (ja) | シート成形体の製造方法およびインサート成形体の製造方法 | |
| JP2006305804A (ja) | 型内成膜装置および型内成膜方法 | |
| JP2008221532A (ja) | 成膜装置 | |
| CN212021638U (zh) | 一种带有把手的塑料桶吹塑系统 | |
| JP4718230B2 (ja) | 成形装置 | |
| JP4011048B2 (ja) | 真空成形装置 | |
| JP2006321169A (ja) | 耐熱性熱可塑性フィルム用真空成形機および耐熱性熱可塑性フィルムの真空成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091127 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20100324 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20100415 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110920 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111028 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120306 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120523 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120626 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120713 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5044232 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150720 Year of fee payment: 3 |