JP5045593B2 - ステアリング装置 - Google Patents
ステアリング装置 Download PDFInfo
- Publication number
- JP5045593B2 JP5045593B2 JP2008190929A JP2008190929A JP5045593B2 JP 5045593 B2 JP5045593 B2 JP 5045593B2 JP 2008190929 A JP2008190929 A JP 2008190929A JP 2008190929 A JP2008190929 A JP 2008190929A JP 5045593 B2 JP5045593 B2 JP 5045593B2
- Authority
- JP
- Japan
- Prior art keywords
- vehicle body
- collar
- ring
- bush
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Landscapes
- Steering Controls (AREA)
Description
12 ステアリングホイール
13 ステアリングシャフト
14 インナーコラム
15 ロアー側車体取付けブラケット
16 ピボットピン
2 アッパー側車体取付けブラケット
21、22 フランジ部
22A 下面
22B 上面
23、24 側板
231、241 チルト用長溝
25 切欠き溝
26 凸部
3 車体
3A 下面
4 ディスタンスブラケット
41、42 側板
411、421 貫通孔
51 締付けロッド
511 頭部
512 回り止め部
52 締付けナット
53 ワッシャ
54 調整ナット
55 雄ねじ
56 操作レバー
6 ブッシュ
61 後方延長部
62 切欠き溝
63 突出部
64 当接面
65 凸部
67 外周面
68 内周面
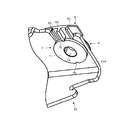
7 カラー
71 大径フランジ部
71B 上面
72 小径筒部
73 貫通孔
74 上端面
75 ボルト
76 凹部
77 外周面
78 係合突起
8 リング
81 丸孔
82 爪
83 外周
84 弾性変形部
84A 頂点
84B 底点
Claims (4)
- 車体後方側にステアリングホイールを装着可能なステアリングシャフト、
上記ステアリングシャフトを回動可能に軸支するコラム、
車体後方側が開放された切欠き溝を有するフランジ部を上記車体に固定して上記コラムを支持すると共に、二次衝突時に車体前方側に離脱可能な車体取付けブラケット、
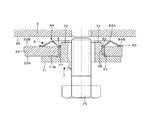
上記切欠き溝の溝幅よりも大径の大径フランジ部と、上記切欠き溝に挿通可能な小径筒部とを有するカラー、
上記小径筒部の軸心に形成され、車体前後方向が長軸の楕円形に形成された貫通孔、
上記切欠き溝の溝幅よりも大径の外形形状を有し、上記小径筒部を挿通可能な孔が形成された弾性変形可能なリング、
上記カラーの小径筒部の外周面と切欠き溝との間に挿入され、切欠き溝に対して相対回転不能なブッシュ、
上記貫通孔に挿通され、上記フランジ部の切欠き溝の周囲を上記カラーの大径フランジ部と上記リングで挟持して、上記車体取付けブラケットを車体に締付けるボルト、
上記カラーの大径フランジ部の外周に形成された凹部、
上記ブッシュに形成され、上記カラーの凹部に係合して、上記カラーを車体取付けブラケットに対して回り止めする凸部
を備えたステアリング装置であって、
上記カラーの凹部は、上記カラーの貫通孔の楕円形の長軸の延長上で、180度対向した二箇所に形成されているとともに、
上記ブッシュの凸部は、上記ブッシュの車体後方側に形成され、上記切欠き溝に内嵌する後方延長部に、上記車体取付けブラケットのフランジ部の下面よりも車体下方側に向かって突出して形成されていること
を特徴とするステアリング装置。 - 請求項1に記載されたステアリング装置において、
上記リングの孔には、上記カラーの小径筒部の外周面に圧入されて食い込む複数の爪が形成されていること
を特徴とするステアリング装置。 - 請求項1に記載されたステアリング装置において、
上記カラーの上端に形成され、上記リングを上記車体取付けブラケットのフランジ部との間で挟持する係合突起を備えたこと
を特徴とするステアリング装置。 - 請求項1に記載されたステアリング装置において、
上記ブッシュは、上記リングの外周よりも外側に、上記車体取付けブラケットのフランジ部とリングとの当接面よりも車体側に突出した当接面を有していること
を特徴とするステアリング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008190929A JP5045593B2 (ja) | 2008-07-24 | 2008-07-24 | ステアリング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008190929A JP5045593B2 (ja) | 2008-07-24 | 2008-07-24 | ステアリング装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023797A JP2010023797A (ja) | 2010-02-04 |
| JP5045593B2 true JP5045593B2 (ja) | 2012-10-10 |
Family
ID=41730004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008190929A Expired - Fee Related JP5045593B2 (ja) | 2008-07-24 | 2008-07-24 | ステアリング装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5045593B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020215469A1 (de) | 2020-12-08 | 2022-06-09 | Thyssenkrupp Ag | Lenksäule für ein Kraftfahrzeug und Kraftfahrzeug |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005280498A (ja) * | 2004-03-30 | 2005-10-13 | Nsk Ltd | 衝撃吸収式ステアリングコラム |
| JP4952875B2 (ja) * | 2004-06-04 | 2012-06-13 | 日本精工株式会社 | ステアリングコラム装置 |
-
2008
- 2008-07-24 JP JP2008190929A patent/JP5045593B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010023797A (ja) | 2010-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4952875B2 (ja) | ステアリングコラム装置 | |
| JP5333417B2 (ja) | ステアリング装置 | |
| JP5528868B2 (ja) | ステアリング装置 | |
| JP6052477B2 (ja) | ステアリングコラム装置 | |
| US11225280B2 (en) | Steering device | |
| JP5370520B2 (ja) | ステアリング装置 | |
| JP5708838B2 (ja) | ステアリング装置 | |
| JP7079147B2 (ja) | ステアリングコラム | |
| JP3591284B2 (ja) | チルト式ステアリング装置用ステアリングコラムの揺動支持装置 | |
| JP2012011837A (ja) | ステアリングコラム装置 | |
| JP5045593B2 (ja) | ステアリング装置 | |
| JP6673457B2 (ja) | ステアリングコラム装置 | |
| JP5135862B2 (ja) | ステアリング装置 | |
| JP2009090894A (ja) | ステアリング装置 | |
| JP5338766B2 (ja) | ステアリング装置 | |
| JP3244591B2 (ja) | チルト式ステアリング装置 | |
| JP2010143490A (ja) | チルトテレスコステアリング装置 | |
| JP6759746B2 (ja) | ステアリング装置 | |
| JP6819241B2 (ja) | ステアリング装置 | |
| JP4640999B2 (ja) | エイミングスクリュー係止用プッシュオンフィックス | |
| JP6503864B2 (ja) | ステアリング装置 | |
| JP2018130995A (ja) | ステアリング装置 | |
| JP6667106B2 (ja) | ステアリング装置 | |
| JP2005329840A (ja) | ステアリングコラム装置 | |
| JP2005329840A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120522 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120524 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120528 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120619 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120702 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150727 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5045593 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |