JP5093361B2 - Esd保護デバイス及びその製造方法 - Google Patents
Esd保護デバイス及びその製造方法 Download PDFInfo
- Publication number
- JP5093361B2 JP5093361B2 JP2010540330A JP2010540330A JP5093361B2 JP 5093361 B2 JP5093361 B2 JP 5093361B2 JP 2010540330 A JP2010540330 A JP 2010540330A JP 2010540330 A JP2010540330 A JP 2010540330A JP 5093361 B2 JP5093361 B2 JP 5093361B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating layer
- cavity
- esd protection
- auxiliary electrode
- protection device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




































Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02H—EMERGENCY PROTECTIVE CIRCUIT ARRANGEMENTS
- H02H9/00—Emergency protective circuit arrangements for limiting excess current or voltage without disconnection
- H02H9/04—Emergency protective circuit arrangements for limiting excess current or voltage without disconnection responsive to excess voltage
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T4/00—Overvoltage arresters using spark gaps
- H01T4/10—Overvoltage arresters using spark gaps having a single gap or a plurality of gaps in parallel
- H01T4/12—Overvoltage arresters using spark gaps having a single gap or a plurality of gaps in parallel hermetically sealed
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T21/00—Apparatus or processes specially adapted for the manufacture or maintenance of spark gaps or sparking plugs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T4/00—Overvoltage arresters using spark gaps
- H01T4/10—Overvoltage arresters using spark gaps having a single gap or a plurality of gaps in parallel
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02H—EMERGENCY PROTECTIVE CIRCUIT ARRANGEMENTS
- H02H9/00—Emergency protective circuit arrangements for limiting excess current or voltage without disconnection
- H02H9/04—Emergency protective circuit arrangements for limiting excess current or voltage without disconnection responsive to excess voltage
- H02H9/044—Physical layout, materials not provided for elsewhere
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
- H05K9/0067—Devices for protecting against damage from electrostatic discharge
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
- H05K9/0069—Methods for measuring the shielding efficiency; Apparatus therefor; Isolation container for testing
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
- H05K9/0073—Shielding materials
- H05K9/0079—Electrostatic discharge protection, e.g. ESD treated surface for rapid dissipation of charges
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Thermistors And Varistors (AREA)
- Spark Plugs (AREA)
- Elimination Of Static Electricity (AREA)
Description
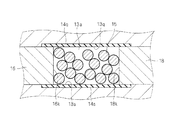
補助電極材料同士の接触が、空洞部内に分散されている絶縁材料によって阻止される。そのため、隣接する補助電極材料同士の接触に起因して放電電極間でショートが発生することを防止できる。
まず、基板本体12、放電電極16,18、シール材14p,14sを形成するため材料を作製する。
基板本体12を形成するためのセラミックグリーンシートを作製する。セラミック材料には、Ba、Al、Siを中心とした組成からなる材料(BAS材)を用いる。各素材を所定の組成になるよう調合、混合し、800℃〜1000℃で仮焼して得られた仮焼粉末を、ジルコニアボールミルで12時間粉砕し、セラミック粉末を得る。このBAS材仮焼後セラミック粉末に、トルエン・エキネンなどの有機溶媒を加え混合する。さらにバインダー、可塑剤を加え混合し、スラリーを得る。このようにして得られたスラリーを、ドクターブレード法によりPETフィルム上へ成形し、任意の厚み(10μm〜50μm)のセラミックグリーンシートを得る。
放電電極16,18を形成するための電極ペーストを作製する。平均粒径約2μmのCu粉80wt%とエチルセルロース等からなるバインダー樹脂に溶剤を添加し、ロールで攪拌、混合することで、電極ペーストを得る。
シール材14p,14sを形成するためのシール材ペーストを、電極ペーストと同様の手法で作製する。平均粒径約1μmのAl2O3粉80wt%とエチルセルロース等からなるバインダー樹脂に溶剤を添加し、ロールで攪拌、混合することで、シール材用ペースト(アルミナペースト)を得る。シール材には、基板材料よりも焼結温度が高い材料を選定する。
図4に示すように、セラミックグリーンシート11a,11bの一方主面である表面11p,11sに、スクリーン印刷にてシール材用ペースト(アルミナペースト)を塗布し、シール材14p,14sを形成する。シール材14p,14sは、放電電極16,18の先端16k,18k側を上下から挟むように配置するため、二層分作製する。
シール材14p,14sを形成したセラミックグリーンシート11a,11bの少なくも一方11bの表面11sに、スクリーン印刷法により、放電電極16,18を形成する。
シール材14s及び放電電極16,18が形成されたセラミックグリーンシート11b上へ、スクリーン印刷法、もしくは電子写真法により図3にイメージを示すように補助電極材料30の表面が絶縁材料32で被覆されている補助電極粒15を付着させて、図4に示す補助電極形成層15kを形成する。
スクリーン印刷法による場合は、補助電極材料を含むペーストを作製し、作製したペーストを用いて補助電極形成層15kを形成することにより、補助電極材料を付着させる。
電子写真法により補助電極を形成する場合は、まず、補助電極粒15を含むトナーを作製し、作製したトナーを用いて補助電極形成層を形成する。
トナーは次のように作製する。
1.アルミナコートCu粉(平均粒径5μm)と樹脂を混合し、表面処理機を用いてアルミナコートCu粉の表面に樹脂を被覆する。
2.上記1.のサンプルを分級し、微粉と粗粉を除去する。
3.上記2.の操作によって得られたカプセルCu粒と外添剤を混合し、表面処理機にてカプセルCu粒表面に外添剤を均一に付着させる。
4.上記3.の操作によって得られたカプセルCu紛とキャリアを混合し、現像剤となるトナーを得る。
補助電極は次のように形成する。
1.感光体を一様に帯電させる。
2.帯電した感光体に、LEDにて補助電極の形状に光を照射し、潜像を形成する。
3.現像バイアスをかけ、感光体上にトナーを現像する。トナーの塗布量は、現像バイアスの大きさによって制御することができる。
4.補助電極のパターンが現像された感光体とセラミックグリーンシートを重ね、トナーをセラミックグリーンシート11bのシール材14s上に転写する。
5.補助電極のパターンが転写されたセラミックグリーンシートをオーブンに入れ、トナーを定着させ、補助電極のパターンが形成されたセラミックグリーンシートを得る。
図4において矢印11xで示すように、シール材14p,14sが形成されたセラミックグリーンシート11a,11bの表面11p,11sが互いに対向し、シール材14p,14sで補助電極形成層15kを挟むように、セラミックグリーンシート11a,11bを積層し、圧着して、積層体を形成する。
ESD保護デバイスの複数個分を含むように積層体を形成する場合には、積層体を、LCフィルタのようなチップタイプの部品と同様に金型を用いて切断して、各チップの個片に分割する。作製例では1.0mm×0.5mmになるようにカットした。その後、各チップの端面に電極ペーストを塗布し、外部電極を形成する。
外部電極を形成したチップを、通常のセラミック多層部品と同様に、N2雰囲気中で焼成する。セラミックグリーンシートの間に挟まれた補助電極形成層15k中の樹脂成分、溶剤成分は焼成時に消失し、これによって空洞部13の空間が形成される。
焼成後のチップの外部電極上に、LCフィルタのようなチップタイプの部品と同様に、電解Ni、Snメッキを行い、ESD保護デバイスが完成する。
比較例1と実施例1−1のESD保護デバイスの作製例について、ESD保護特性を比較した。

基板本体を形成するためのセラミックグリーンシートと、放電電極を形成するための電極ペーストと、シール材を形成するためシール材用ペーストとを、実施例1−1に同じ方法で作製する。
シール材用ペーストを用いて、セラミックグリーンシート上にシール材を実施例1−1に同じ方法で形成する。
電極用ペーストを用いて、セラミックグリーンシート上に放電電極を実施例1−1と同じ方法で形成する。
シール材及び放電電極を形成したグリーンシート上へ、補助電極形成層をスクリーン印刷法、もしくは電子写真法により形成する。
スクリーン印刷法による場合は、補助電極粒と絶縁性粒とを含むペーストを作製し、作製したペーストを用いて、実施例1−1と同じ方法で補助電極形成層を形成する。
電子写真法により補助電極を形成する場合は、補助電極粒と絶縁性粒とを含むトナーを作製し、作製したトナーを用いて、実施例1−1と同じ方法で補助電極形成層を形成する。
1.アルミナコートCu粒(平均粒径5μm)と樹脂を混合し、表面処理機を用いて銅粉表面に樹脂を被覆する。
2.上記1.のサンプルを分級し、微粉と粗粉を除去する。
3.上記2.の操作によって得られたカプセルCu粒と外添剤を混合し、表面処理機にてカプセルCu粒表面に外添剤を均一に付着させる。
4.上記3.の操作によって得られたカプセルCu粒とキャリアを混合し現像剤を得る。
5.同様の手順にて作製したアルミナ粒トナーを、Cu粉トナーと体積比1:1で混合する。
セラミックグリーンシートを、実施例1−1に同じ方法で積層し、圧着して、積層体を形成する。
実施例1−1に同じ方法で、積層体をチップの個片に分割した後、外部電極を形成する。
外部電極を形成したチップを、実施例1−1に同じ方法で焼成する。
焼成後のチップの外部電極上に、実施例1−1に同じく、電解Ni、Snメッキを行い、ESD保護デバイスが完成する。
基板本体を形成するためのセラミックグリーンシートと、放電電極を形成するための電極ペーストと、シール材を形成するためシール材用ペーストとを、実施例1−1に同じ方法で作製する。
シール材用ペーストを用いて、セラミックグリーンシート上にシール材を実施例1−1に同じ方法で形成する。
電極用ペーストを用いて、セラミックグリーンシート上に放電電極を実施例1−1と同じ方法で形成する。
シール材及び放電電極を形成したグリーンシート上へ、補助電極形成層をスクリーン印刷法、もしくは電子写真法により形成する。
スクリーン印刷法による場合は、補助電極粒と消失粒とを含むペーストを作製し、作製したペーストを用いて、実施例1−1と同じ方法で補助電極形成層を形成する。
1.ペースト組成は、平均粒径約5μmのアルミナコートCu粒とアクリル樹脂ビーズを所定の割合で調合し、バインダー樹脂と溶剤を添加し、ロールで攪拌、混合することで得る。
2.Cu粒とアクリル樹脂ビーズは、体積比率で1:1とする。
3.ペースト中の樹脂と溶剤の比率は、40wt%とする。
4.アルミナコートCu粒は補助電極粒であり、焼成後も焼成後も絶縁性を保つ。
5.アクリル樹脂ビーズは、焼成中に消失する消失粒である。
電子写真法により補助電極を形成する場合は、まず、補助電極粒と消失粒とを含むトナーを作製し、作製したトナーを用いて、実施例1−1と同じ方法で補助電極形成層を形成する。
1.補助電極粒であるアルミナコートCu粒(平均粒径5μm)と樹脂を混合し、表面処理機を用いて銅粉表面に樹脂を被覆する。
2.上記1.のサンプルを分級し微粉と継粉を除去する。
3.上記2.の操作によって得られたカプセルCu粒と外添剤を混合し、表面処理機にてカプセルCu粒表面に外添剤を均一に付着させる。
4.上記3.の操作によって得られたカプセルCu粒とキャリアを混合し現像剤となるトナーを得る。
5.消失粒であるアクリル樹脂ビーズを含むトナーを同様の手順にて作製し、アルミナコートCu粒を含むトナーと体積比1:1で混合する。
実施例1−1に同じ方法で、積層体をチップの個片に分割した後、外部電極を形成する。
外部電極を形成したチップを、実施例1−1に同じ方法で焼成する。
焼成後のチップの外部電極上に、実施例1−1に同じく、電解Ni、Snメッキを行い、ESD保護デバイスが完成する。
図14(a)に示す基板Aを作製する。すなわち、プリプレグ11s上にCu箔を積層し、フォトリソグラフィ工法にてCu箔をパターニングして、放電電極16a,18aを形成する。
図14(b)に模式的に示す基板Bを作製する。すなわち、プリプレグ11t上に、実施例1−1と同様に電子写真法により、補助電極粒を含有するトナー60を配置する。
矢印88で示すように、基板A(完全硬化体)と基板B(半硬化体)を積み重ね、基板Bの完全硬化によって基板Aと接着する。基板AのCu箔の厚み分によって、放電電極16aの先端16tと放電電極18aの先端18tとの間に空洞部が形成される。補助電極粒を含有するトナー60は、空洞部内に配置される。
接着した基板の端面に焼き付け電極又は導電性樹脂電極を形成し、メッキ処理を施し外部電極とする。
まず、基板本体112、空洞部113及び導電材料120、放電電極116,118を形成するための材料を作製する。
基板本体112を形成するためのセラミックグリーンシートを、次のように作製する。
空洞部113内に配置するための導電材料120を含む荷電性粉末である補助電極用トナーを、次のように作製する。
1.表面酸化銅粉(平均粒径14μm)とアクリル樹脂を混合し表面処理機で銅粉表面に樹脂を被覆する。
2.上記1のサンプルを、分級機を用いて微粉と粗粉をカットする。
3.上記2の操作によって得られた銅表面にアクリル樹脂が被覆された複合粉末を、分散剤を溶かした水溶液中に分散させ、沈降させた後、上澄みを除去し、真空乾燥オーブンで乾燥させる。
4.上記3の操作によって得られた複合粉末と外添剤(シリカ粉末)を混合し、表面処理機を用いて複合粉末表面に外添剤を均一に付着させ、補助電極用トナーを得る。
空洞部113の空間を形成するための空洞形成用荷電性粉末である空洞形成用トナーは、アクリルビーズ(平均粒径:15μm)と外添剤を混合し、表面処理機にてアクリルビーズ表面に外添剤を均一に付着させることにより、作製する。
放電電極116,118を形成するための放電電極用ペーストは、平均粒径2μmのCu粉80wt%とエチルセルロース等からなるバインダー樹脂に溶剤を添加して得られたサンプルを、接伴、混合することにより、作製する。
作製したセラミックグリーンシートに、電子写真法により、次のように導電材料を付着させる。
1.導電材料を含有する補助電極用トナーと空洞形成用トナーを、体積比が1:1になるように混合する。
2.上記1で得られた混合トナーとキャリアを混合し、転写用トナーを作製する。
3.感光体を一様に帯電させる。
4.LEDにて帯電した感光体に補助電極のパターン状に光を照射し潜像を形成する。作製例では、補助電極のパターンは、放電電極間のギャップと同サイズの30μm×100μmとした。
5.現像バイアスをかけ感光体上に、転写用トナーを現像する。
6.転写用トナーのパターンが現像された感光体とセラミックグリーンシートとを重ね、転写用トナーをセラミックグリーンシートに転写する。
7.転写用トナーのパターンが転写されたセラミックグリーンシートをオーブンに入れトナーを定着させ、空洞部になるべき領域に、導電材料を含有する補助電極用トナーと空洞形成用トナーとが配置されたセラミックグリーンシートを得る。
放電電極を、スクリーン印刷により形成する。すなわち、転写用トナーで補助電極のパターンが転写されたセラミックグリーンシートについて、補助電極のパターンが転写された面に、スクリーン印刷で放電電極パターンを形成する。作製例では、放電電極の太さが100μm、放電ギャップ幅(放電電極の先端間の距離)が30μmとなるように形成した。
次いで、次のようにセラミックグリーンシートを積層し、焼成する。
1.必要な層のセラミックグリーンシートについて放電電極のパターン形成を行う。
2.全ての層のセラミックグリーンシートを積層し、圧着し、積層体を形成する。
3.LCフィルタのようなチップタイプの部品と同様に金型を用いて積層体をカットして、各チップに分割する。作製例では、1.0mm×0.5mmになるようにカットした。
4.チップの端面に電極ペーストを塗布して外部電極を形成する。
5.N2雰囲気で焼成を行う。ESDに対する対応電圧を下げるため空洞部にAr、Neなどの希ガスを導入する場合には、セラミック材料の収縮、焼結が行われる温度領域をAr、Neなどの希ガス雰囲気で焼成すればよい。酸化しない電極材料(Agなど)の場合には、大気雰囲気でも構わない。
焼成後、外部電極上にNi、Snメッキを施し、ESD保護デバイスが完成する。
基板本体がセラミック多層基板である比較例2と実施例2−1のESD保護デバイスを作製し、100個ずつの試料について、8kVの電圧印加を繰り返した際の放電電圧を計測した。図23に計測結果を示す。
図26(a)に模式的に示す基板Aを作製する。すなわち、プリプレグ112s上にCu箔を積層し、フォトリソグラフィ工法にてCu箔をパターニングし、放電電極116a,118aを形成する。
図26(b)に模式的に示す基板Bを作製する。プリプレグ112t上に、電子写真工法により、導電材料を含有する荷電性粉末(以下、「導電材料含有トナー」という。)160を分散した状態で配置する。
矢印180で示すように、基板A(完全硬化体)と基板B(半硬化体)を積み重ね、基板Bの完全硬化によって基板Aと接着する。基板AのCu箔の厚み分によって、放電電極116aの先端116tと放電電極118aの先端118tとの間に空洞部が形成される。導電材料含有トナー160は、空洞部内において、基板Aと基板Bとに挟まれた状態で支持される。
接着した基板の端面に焼き付け電極又は導電性樹脂電極を形成し、メッキ処理を施し外部電極とする。
セラミック材料にはBa、Al、Siを中心とした組成からなる材料(BAS材)を用いた。
補助電極部は、電子写真法もしくは転写法によりグリーンシート上に形成する。
1.Cu粉(平均粒径3μm)と樹脂を混合し、表面処理機を用いて銅粉表面に樹脂を被覆する。
2.上記1.で得られたサンプルを分級し、微粉と粗粉を除去する。
3.上記2.の操作によって得られたカプセルCu紛と外添剤とを混合し、表面処理機にてカプセルCu紛表面に外添剤を均一に付着させる。
4.上記3.の操作によって得られたカプセルCu紛とキャリアを混合し現像剤を得る。
1.感光体を一様に帯電させる。
2.帯電した感光体に、LEDにて、補助電極部の形状に光を照射し、潜像を形成する。
3.感光体に現像バイアスをかけ、感光体上にトナーを現像する。トナーの塗布量は、バイアスにて制御する。
4.補助電極部パターンが現像された感光体とセラミックグリーンシートを重ね、トナーをセラミックグリーンシートに転写する。
5.補助電極部パターンが転写されたセラミックグリーンシートを、オーブンに入れトナーを定着させ、補助電極部パターンが形成されたセラミックグリーンシートを得る。
6.導電材料の粉体の空洞部への露出量(埋め込み量)は、感光体とセラミックグリーンシートを重ね、トナーをセラミックグリーンシートに転写する際に付加する圧力を調整することで、制御する。あるいは、トナーをセラミックグリーンシートに転写した後に、トナーが転写されたセラミックグリーンシートの表面にローラ等で付加する圧力を調整することで制御する。
1.感光性粘着シートヘ補助電極部の形状に光を照射し、パターン形成する。
2.感光性粘着シート上へCu粉(平均粒径3μm)を配置し、感光性粘着シートのパターンにCu粉を付着させる。パターンをメッシュ状に区切ることで、導電材料の粉体の塗布量を制御する。
3.Cu粉を配置した感光性粘着シートをセラミックグリーンシートへ転写し、補助電極部パターンを形成する。
4.空洞部へのCu粉の露出量は、転写時の圧力によって制御する。
補助電極部を形成したグリーンシート上にスクリーン印刷にて電極ペーストを塗布し、放電電極間に放電ギャップを有する放電電極を形成する。ここでは、放電電極の幅を100μm、放電ギャップ(放電電極間の寸法)を30μmとなるように形成した。さらにその上に、空洞部を形成すべき位置に樹脂ペーストを塗布する。
通常の多層製品と同様に積層し、圧着する。ここでは厚み0.35mm、その中央に放電電極と、空洞部に対応する樹脂ペーストとが配置されるように積層した。
LCフィルタのようなチップタイプの製品と同様に金型を用いて切断し、各チップの個片に分割する。ここでは1.0mm×0.5mmになるようにカットした。その後端面に電極ペーストを塗布し、外部電極を形成する。
通常の多層製品と同様に、N2雰囲気中で焼成する。焼成中に樹脂ペーストが消失して、空洞部が形成される。
LCフィルタのようなチップタイプの製品と同様に、外部電極上に電解Ni、Snメッキを行う。
比較例3と実施例3−1のESD保護デバイスを作製して比較した。
図34(a)に示す基板Aを作製する。すなわち、プリプレグ212s上にCu箔を積層し、フォトリソグラフィ工法にてCu箔をパターニングし、放電電極216a,218aを形成する。
図34(b)に示す基板Bを作製する。プリプレグ212t上に導電材料の粉体260(例えば、Cu粉)を、厚み方向に導電材料の粉体260の粒子を1個だけを含む一層に並ぶように配置して、補助電極部214aを形成する。配置方法は、実施例3−1と同様に電子写真工法や転写工法を用いる。
基板A(完全硬化体)と基板B(半硬化体)を積み重ね、基板Bの完全硬化によって基板Aと接着する。基板AのCu箔の厚み分によって、空洞部213aが形成される。基板Bを完全硬化させた後、接着剤で基板Aと基板Bを重ね合わせ、接着してもよい。
接着した基板の端面に焼き付け電極又は導電性樹脂電極を形成し、メッキ処理を施し外部電極とする。
11a,11b セラミックグリーンシート(絶縁層)
11s,11t プリプレグ(絶縁層)
12,12a 基板本体(絶縁性基板)
13,13a,13x 空洞部
14,14p,14q,14s シール材
15,15a,15b 補助電極粒
15s アルミナ粒(絶縁性粒)
15x アクリル樹脂ビーズ(消失粒)
16,16a 放電電極
18,18a 放電電極
22,24 外部電極
30 補助電極材料
32 絶縁材料
110,110a,110x ESD保護デバイス
112 基板本体(絶縁性基板)
112a,112b 絶縁層
112s,112t プリプレグ(絶縁層)
113,113a,113p 空洞部
113p,113q 天面
114a 天面
114b 底面
114p 天面
114q 底面
114s 天面
114t 底面
116,116a 放電電極
118,118a 放電電極
120,120a,120b,120c,120s,120t 導電材料
122,124 外部電極
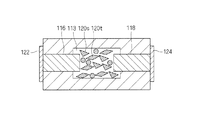
130,132,134 導電材料の凝集体
210,210a ESD保護デバイス
212,212a 基板本体(絶縁性基板)
213,213a 空洞部
213s,213t 内面
214,214a 補助電極部
216,216a 放電電極
218,218a 放電電極
260 金属粉体
262 被覆層
264 粉体
Claims (27)
- 絶縁性基板と、
前記絶縁性基板の内部に形成された空洞部と、
前記空洞部内に露出して対向する露出部分を有する、少なくとも一対の放電電極と、
前記絶縁性基板の表面に形成され、前記放電電極と接続された外部電極と、
を有するESD保護デバイスであって、
前記空洞部内において前記放電電極の前記露出部分の間に、導電性を有する粉状の補助電極材料が分散し、
前記空洞部内に絶縁材料が分散していることを特徴とする、ESD保護デバイス。 - 前記補助電極材料は、絶縁材料により被覆されていることを特徴とする、請求項1に記載のESD保護デバイス。
- 前記絶縁性基板がセラミック基板であることを特徴とする、請求項1又は2に記載のESD保護デバイス。
- 前記セラミック基板はガラス成分を含有し、
前記セラミック基板と前記空洞部との間に、前記セラミック基板中の前記ガラス成分が前記空洞部に浸透することを防止するシール部材を備えていることを特徴とする、請求項3に記載のESD保護デバイス。 - 前記補助電極材料は、前記空洞部内において前記放電電極の間に分散された導電材料であり、当該導電材料は前記空洞部を形成する底面及び天面に接していることを特徴とする、請求項1に記載のESD保護デバイス。
- 前記導電材料は、前記導電材料の一部が前記絶縁性基板に埋設されていることを特徴とする、請求項5に記載のESD保護デバイス。
- 前記絶縁性基板は、セラミック材料とガラス材料とを含むセラミック基板であり、
前記導電材料は、前記ガラス材料によって前記絶縁性基板に固着されていることを特徴とする、請求項5又は6に記載のESD保護デバイス。 - 前記放電電極の前記露出部分の間の前記空洞部を形成する内面に沿って、前記補助電極材料である導電材料の粉体が、厚み方向に導電材料の粉体の粒子を1個だけを含む一層に配置されてなる、補助電極部が形成されていることを特徴とする、請求項1に記載のESD保護デバイス。
- 前記補助電極部の導電材料の粉体の少なくとも一部が、前記空洞部を形成する前記内面から前記空洞部内に露出していることを特徴とする、請求項8に記載のESD保護デバイス。
- 前記補助電極部の導電材料の粉体が、非導電性材料により被覆されていることを特徴とする、請求項8又は9に記載のESD保護デバイス。
- 前記補助電極部は、前記絶縁性基板と前記放電電極との界面に沿って形成された部分を含むことを特徴とする、請求項8乃至10のいずれか一つに記載のESD保護デバイス。
- 前記絶縁性基板がセラミック基板であることを特徴とする、請求項8乃至11のいずれか一つに記載のESD保護デバイス。
- 第一の絶縁層の一方主面と第二の絶縁層の一方主面との少なくとも一方に、間隔を設けて少なくとも一対の放電電極を形成する、第1の工程と、
第一の絶縁層の一方主面と第二の絶縁層の一方主面との前記一方の前記放電電極の間に、導電性を有する補助電極材料を分散した状態で付着させる、第2の工程と、
前記第一の絶縁層の前記一方主面と前記第二の絶縁層の前記一方主面とが互いに対向した状態で、前記第一の絶縁層と前記第二の絶縁層とを積層する、第3の工程と、
前記第3の工程により得られた積層体の表面に、前記放電電極と接続された外部電極を形成する、第4の工程と、
を備え、
前記積層体の内部において前記第一の絶縁層と前記第二の絶縁層との間に、前記一対の放電電極のそれぞれの一部が露出する空洞部が形成され、該空洞部内に前記補助電極材料が分散した状態で配置されることを特徴とする、ESD保護デバイスの製造方法。 - 第一の絶縁層の一方主面に、導電材料を分散した状態で付着させる、第1の工程と、
前記第一の絶縁層の前記一方主面に、間隔を設けて少なくとも一対の放電電極を、該放電電極の間に前記第一の絶縁層の前記一方主面に付着された前記導電材料の少なくとも一部分が露出するように形成する、第2の工程と、
前記第一の絶縁層の前記一方主面に、第二の絶縁層を、前記第二の絶縁層の一方主面が前記放電電極を被覆するとともに前記導電材料と接するように積層する、第3の工程と、
前記第3の工程により得られた積層体の表面に、前記放電電極と接続された外部電極を形成する、第4の工程と、
を備え、
前記第一の絶縁層の前記一方主面と前記第二の絶縁層の前記一方主面との間に空洞部が形成され、
前記空洞部内に前記一対の放電電極のそれぞれの一部が露出し、
前記空洞部内において前記導電材料が前記第一の絶縁層の前記一方主面と前記第二の絶縁層の前記一方主面とに接し、かつ前記導電材料の間に空隙が形成されることを特徴とする、ESD保護デバイスの製造方法。 - 前記第3の工程において、前記第一の絶縁層の前記一方主面に前記第二の絶縁層の前記一方主面が圧着されることにより、前記導電材料の一部が前記第一の絶縁層と前記第一の絶縁層とのいずれか一方又は両方に埋設されることを特徴とする、請求項14に記載のESD保護デバイスの製造方法。
- 前記第一の絶縁層及び前記第二の絶縁層はセラミック材料とし、
前記第3の工程により得られた前記積層体を焼成する工程を備えることを特徴とする、請求項14又は15に記載のESD保護デバイスの製造方法。 - 前記積層体を焼成する工程において、前記積層体が積層方向に収縮することにより前記導電材料が前記第一の絶縁層と前記第二の絶縁層とのいずれか一方又は両方に埋設されることを特徴とする請求項16に記械のESD保護デバイスの製造方法。
- 前記第一の絶縁層と前記第二の絶縁層とのいずれか一方又は両方は、ガラス材料を含有し、前記積層体を焼成する工程において当該絶縁層の前記一方主面のうち前記空洞部となるべき部分に対向する領域に前記ガラス材料によってガラス層が形成されることを特徴とする、請求項16又は17に記載のESD保護デバイスの製造方法。
- 前記第1の工程において、前記第一の絶縁層の前記一方主面に、前記導電材料とともに分散した空隙形成用材料を付着させ、
前記第3の工程により得られた前記積層体から、前記空隙形成用材料を消失させることによって前記導電材料の間に前記空隙を形成することを特徴とする、請求項14ないし18のいずれか一つに記載のESD保護デバイスの製造方法。 - 前記第1の工程において、前記導電材料及び前記空隙形成用材料を混合した状態で、前記第一の絶縁層の前記一方主面に付着させることを特徴とする、請求項19に記載のESD保護デバイスの製造方法。
- 前記第1の工程において、前記導電材料を含む荷電性粉末と前記空隙形成用材料を含む荷電性粉末の混合材料を、電子写真法によって前記第一の絶縁層の前記一方主面に付着させることを特徴とする、請求項20に記載のESD保護デバイスの製造方法。
- 前記混合材料中において、前記導電材料を含む前記荷電性粉末の含有率が20%以上、80%以下であることを特徴とする、請求項20又は21に記載のESD保護デバイスの製造方法。
- 第一の絶縁層の一方主面上に、導電材料の粉体を、厚み方向に導電材料の粉体の粒子を1個だけを含む一層に配置して補助電極部を形成する、第1の工程と、
前記第一の絶縁層の前記一方主面上に、少なくとも一対の放電電極を形成し、該放電電極の間に前記補助電極部の少なくとも一部を露出させる、第2の工程と、
前記第一の絶縁層の前記一方主面上に、前記放電電極を被覆し、かつ、前記放電電極の間の前記補助電極部の少なくとも一部が露出する露出領域から離れて該露出領域を覆うように、第二の絶縁層を形成する、第3の工程と、
前記第3の工程により得られた積層体の表面に、前記放電電極と接続された外部電極を形成する、第4の工程と、
を備え、
前記第2の絶縁層と前記放電電極と前記露出領域とにより囲まれた空洞部が形成されることを特徴とする、ESD保護デバイスの製造方法。 - 前記第2の工程において前記放電電極の間に露出させるべき前記補助電極部の少なくとも一部分の上に、消失材料からなる空洞部形成層を形成し、
前記第3の工程において前記空洞部形成層の上にも前記第二の絶縁層を形成した後、前記空洞部形成層の少なくとも一部を消失させることにより、前記空洞部を形成することを特徴とする、請求項23に記載のESD保護デバイスの製造方法。 - 前記第1の工程において、前記補助電極部は、厚み方向に導電材料の粉体の粒子を1個だけを含む一層に配置された導電材料の粉体を、前記第一の絶縁層上に転写することにより形成されることを特徴とする、請求項23又は24に記載のESD保護デバイスの製造方法。
- 前記第1の工程において、前記補助電極部は電子写真法により形成されることを特徴とする、請求項23又は24に記載のESD保護デバイスの製造方法。
- 前記第1の工程において、前記第一の絶縁層の一方主面上に、厚み方向に導電材料の粉体の粒子を1個だけを含む一層に配置される前記補助電極部の導電材料の粉体は、消失材料により被覆されていることを特徴とする、請求項23乃至26のいずれか一つに記載のESD保護デバイスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010540330A JP5093361B2 (ja) | 2008-11-26 | 2009-11-18 | Esd保護デバイス及びその製造方法 |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008301641 | 2008-11-26 | ||
| JP2008301652 | 2008-11-26 | ||
| JP2008301641 | 2008-11-26 | ||
| JP2008301633 | 2008-11-26 | ||
| JP2008301633 | 2008-11-26 | ||
| JP2008301652 | 2008-11-26 | ||
| JP2010540330A JP5093361B2 (ja) | 2008-11-26 | 2009-11-18 | Esd保護デバイス及びその製造方法 |
| PCT/JP2009/006199 WO2010061550A1 (ja) | 2008-11-26 | 2009-11-18 | Esd保護デバイス及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2010061550A1 JPWO2010061550A1 (ja) | 2012-04-19 |
| JP5093361B2 true JP5093361B2 (ja) | 2012-12-12 |
Family
ID=42225440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010540330A Active JP5093361B2 (ja) | 2008-11-26 | 2009-11-18 | Esd保護デバイス及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (5) | US8426889B2 (ja) |
| EP (1) | EP2352211B1 (ja) |
| JP (1) | JP5093361B2 (ja) |
| KR (1) | KR101283521B1 (ja) |
| CN (1) | CN102224649B (ja) |
| WO (1) | WO2010061550A1 (ja) |
Families Citing this family (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101298992B1 (ko) * | 2009-09-30 | 2013-08-23 | 가부시키가이샤 무라타 세이사쿠쇼 | Esd 보호 디바이스 및 그 제조방법 |
| JP5557060B2 (ja) * | 2010-02-04 | 2014-07-23 | 株式会社村田製作所 | Esd保護装置の製造方法 |
| JP5590122B2 (ja) | 2010-05-20 | 2014-09-17 | 株式会社村田製作所 | Esd保護デバイス |
| CN203326360U (zh) * | 2010-09-10 | 2013-12-04 | 株式会社村田制作所 | Esd保护结构 |
| JP5531869B2 (ja) * | 2010-09-10 | 2014-06-25 | 株式会社村田製作所 | 放電特性テスト装置および放電特性テスト方法 |
| JP5649391B2 (ja) * | 2010-09-29 | 2015-01-07 | 株式会社村田製作所 | Esd保護デバイス |
| WO2012043534A1 (ja) * | 2010-09-29 | 2012-04-05 | 株式会社村田製作所 | Esd保護デバイスおよびその製造方法 |
| US8934205B2 (en) * | 2010-09-30 | 2015-01-13 | Tdk Corporation | ESD protection device |
| TWI506900B (zh) * | 2010-10-15 | 2015-11-01 | Murata Manufacturing Co | Electrostatic discharge protection device |
| WO2012090730A1 (ja) | 2010-12-27 | 2012-07-05 | 株式会社村田製作所 | Esd保護装置及びその製造方法 |
| WO2012090731A1 (ja) * | 2010-12-27 | 2012-07-05 | 株式会社村田製作所 | Esd保護装置及びその製造方法 |
| WO2012105497A1 (ja) * | 2011-02-02 | 2012-08-09 | 株式会社村田製作所 | Esd保護装置 |
| WO2012111456A1 (ja) * | 2011-02-14 | 2012-08-23 | 株式会社村田製作所 | Esd保護装置及びその製造方法 |
| JP5459295B2 (ja) * | 2011-03-14 | 2014-04-02 | 株式会社村田製作所 | Esd保護デバイスおよびその製造方法 |
| US8724284B2 (en) * | 2011-05-25 | 2014-05-13 | Tdk Corporation | Electrostatic protection component |
| US8885324B2 (en) * | 2011-07-08 | 2014-11-11 | Kemet Electronics Corporation | Overvoltage protection component |
| JP5637314B2 (ja) * | 2011-07-15 | 2014-12-10 | 株式会社村田製作所 | Esd保護デバイスおよびその製造方法 |
| JP5799656B2 (ja) * | 2011-08-18 | 2015-10-28 | 株式会社村田製作所 | 電力伝送システム |
| JP2013080694A (ja) * | 2011-09-22 | 2013-05-02 | Tdk Corp | 静電気対策素子 |
| WO2013065672A1 (ja) * | 2011-11-01 | 2013-05-10 | 株式会社 村田製作所 | Esd保護デバイス |
| JP2013145738A (ja) | 2011-12-12 | 2013-07-25 | Tdk Corp | 静電気対策素子 |
| JP2013175443A (ja) * | 2012-01-27 | 2013-09-05 | Tdk Corp | 静電気対策素子 |
| JP2013219019A (ja) * | 2012-03-13 | 2013-10-24 | Tdk Corp | 静電気対策素子 |
| CN204376195U (zh) | 2012-03-28 | 2015-06-03 | 株式会社村田制作所 | Esd保护装置 |
| JP5733480B2 (ja) * | 2012-08-26 | 2015-06-10 | 株式会社村田製作所 | Esd保護デバイスおよびその製造方法 |
| JP6119371B2 (ja) * | 2013-03-28 | 2017-04-26 | 株式会社村田製作所 | Esd保護装置及びその製造方法 |
| CN107257087B (zh) * | 2013-06-24 | 2020-01-03 | 株式会社村田制作所 | Esd保护装置 |
| KR101775921B1 (ko) | 2013-07-03 | 2017-09-07 | 가부시키가이샤 무라타 세이사쿠쇼 | 서지 보호 디바이스, 그 제조방법 및 그것을 포함하는 전자부품 |
| JP5884950B2 (ja) * | 2013-07-08 | 2016-03-15 | 株式会社村田製作所 | Esd保護装置 |
| JP5614563B2 (ja) * | 2013-10-28 | 2014-10-29 | 株式会社村田製作所 | Esd保護デバイスの製造方法 |
| KR20150135909A (ko) * | 2014-05-26 | 2015-12-04 | 삼성전기주식회사 | 복합 전자부품, 제조방법, 그 실장 기판 및 포장체 |
| JP6311789B2 (ja) * | 2014-06-24 | 2018-04-18 | 株式会社村田製作所 | 静電気放電保護デバイスおよびその製造方法 |
| US10181718B2 (en) * | 2015-01-22 | 2019-01-15 | Littelfuse, Inc. | Surface-mountable electrical circuit protection device |
| KR101808794B1 (ko) * | 2015-05-07 | 2018-01-18 | 주식회사 모다이노칩 | 적층체 소자 |
| JP6274361B2 (ja) * | 2015-07-01 | 2018-02-07 | 株式会社村田製作所 | Esd保護デバイスおよびその製造方法 |
| DE102015116278A1 (de) * | 2015-09-25 | 2017-03-30 | Epcos Ag | Überspannungsschutzbauelement und Verfahren zur Herstellung eines Überspannungsschutzbauelements |
| US9380688B1 (en) * | 2015-12-31 | 2016-06-28 | International Business Machines Corporation | Air gap electrostatic discharge structure for high speed circuits |
| US10134720B1 (en) | 2016-02-16 | 2018-11-20 | Darryl G. Walker | Package including a plurality of stacked semiconductor devices having area efficient ESD protection |
| KR20170109782A (ko) | 2016-03-22 | 2017-10-10 | 삼성전기주식회사 | 복합 전자 부품 |
| WO2017168879A1 (ja) * | 2016-04-01 | 2017-10-05 | 株式会社村田製作所 | Esd保護装置 |
| DE102016108604B4 (de) * | 2016-05-10 | 2025-08-07 | Tdk Electronics Ag | Vielschichtbauelement und Verfahren zur Herstellung eines Vielschichtbauelements |
| KR102609147B1 (ko) | 2016-05-30 | 2023-12-05 | 삼성전기주식회사 | 복합 전자 부품 |
| KR102347961B1 (ko) * | 2016-10-28 | 2022-01-06 | 삼성디스플레이 주식회사 | 표시 장치 및 그 제조 방법 |
| DE102019125819A1 (de) * | 2019-04-17 | 2020-10-22 | Taiwan Semiconductor Manufacturing Co., Ltd. | Halbleiterverarbeitungsvorrichtung und verfahren unter einsatz einer elektrostatischen entladungs-(esd)- verhinderungsschicht |
| CN110474617B (zh) * | 2019-08-14 | 2024-01-05 | 天华通信科技有限公司 | 利用esd保护元件来提高共模滤波器的滤波特性的滤波器 |
| WO2021108415A1 (en) | 2019-11-26 | 2021-06-03 | Nutech Ventures, Inc. | Conductive concrete structure for doorless access to electromagnetic shielded structures |
| TWI832526B (zh) * | 2022-11-01 | 2024-02-11 | 興勤電子工業股份有限公司 | 抗靜電保護元件 |
| AU2024242606A1 (en) * | 2023-03-31 | 2025-10-23 | Ppc Broadband, Inc. | Printed circuit spark gap with enhanced spark over voltage to protect an electronic device connected to the spark gap |
Family Cites Families (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3045143A (en) | 1959-07-03 | 1962-07-17 | Gen Electric | Spark gap protector |
| US3480836A (en) | 1966-08-11 | 1969-11-25 | Ibm | Component mounted in a printed circuit |
| US3588638A (en) | 1969-05-27 | 1971-06-28 | Energy Conversion Devices Inc | Current controlling device including v02 |
| US3766308A (en) | 1972-05-25 | 1973-10-16 | Microsystems Int Ltd | Joining conductive elements on microelectronic devices |
| US4359414A (en) | 1972-12-22 | 1982-11-16 | E. I. Du Pont De Nemours And Company | Insulative composition for forming polymeric electric current regulating junctions |
| US4096541A (en) | 1976-02-13 | 1978-06-20 | Etat Francaise | Miniature lightning protector |
| US4144418A (en) | 1977-05-27 | 1979-03-13 | General Electric Company | Voltage responsive switch |
| JPS55126983A (en) | 1979-03-26 | 1980-10-01 | Hitachi Ltd | Discharge gap |
| US4466850A (en) | 1980-12-29 | 1984-08-21 | General Electric Company | Method for fabricating a one-time electrically activated switch |
| US4506311A (en) | 1983-09-22 | 1985-03-19 | Dayton-Granger, Inc. | Lightning diverter strip with diamond-shaped conducting segments |
| US4809044A (en) | 1986-08-22 | 1989-02-28 | Energy Conversion Devices, Inc. | Thin film overvoltage protection devices |
| DE3889700D1 (de) | 1987-08-28 | 1994-06-30 | Eev Ltd | Funkenstreckenvorrichtung. |
| JPH01175190A (ja) | 1987-12-28 | 1989-07-11 | Murata Mfg Co Ltd | チップ型アレスタ |
| US4977357A (en) | 1988-01-11 | 1990-12-11 | Shrier Karen P | Overvoltage protection device and material |
| JPH02220406A (ja) | 1989-02-21 | 1990-09-03 | Murata Mfg Co Ltd | 多極型バリスタ |
| US4944004A (en) | 1989-03-16 | 1990-07-24 | Northern Telecom Limited | Interface circuit with transient event tolerance |
| JPH0697626B2 (ja) | 1989-12-25 | 1994-11-30 | 岡谷電機産業株式会社 | 放電型サージ吸収素子 |
| US5195010A (en) | 1990-01-23 | 1993-03-16 | Thomson, S.A. | Electrostatic discharge voltage protection circuit for a solid state instrument |
| US5216325A (en) | 1990-01-24 | 1993-06-01 | Magnavox Government And Industrial Electronics Company | Spark gap device with insulated trigger electrode |
| DE69104977T2 (de) | 1990-03-13 | 1995-05-04 | Morrill Glasstek, Inc., Maryland Heights, Mo. | Elektrisches bauteil (sicherung) und dessen herstellungsverfahren. |
| US5624741A (en) | 1990-05-31 | 1997-04-29 | E. I. Du Pont De Nemours And Company | Interconnect structure having electrical conduction paths formable therein |
| US5189387A (en) | 1991-07-11 | 1993-02-23 | Electromer Corporation | Surface mount device with foldback switching overvoltage protection feature |
| JP2594853B2 (ja) | 1991-09-30 | 1997-03-26 | 岡谷電機産業株式会社 | 放電型サージ吸収素子 |
| US5294374A (en) * | 1992-03-20 | 1994-03-15 | Leviton Manufacturing Co., Inc. | Electrical overstress materials and method of manufacture |
| JP2648649B2 (ja) | 1992-04-06 | 1997-09-03 | 株式会社コンド電機 | サージ吸収素子 |
| US5246388A (en) | 1992-06-30 | 1993-09-21 | Amp Incorporated | Electrical over stress device and connector |
| US5404126A (en) | 1992-09-15 | 1995-04-04 | Okaya Electric Industries Co., Ltd. | Fuse Resistor, and discharging-type surge absorbing device with security mechanism |
| US5340641A (en) | 1993-02-01 | 1994-08-23 | Antai Xu | Electrical overstress pulse protection |
| US5357397A (en) | 1993-03-15 | 1994-10-18 | Hewlett-Packard Company | Electric field emitter device for electrostatic discharge protection of integrated circuits |
| US6191928B1 (en) | 1994-05-27 | 2001-02-20 | Littelfuse, Inc. | Surface-mountable device for protection against electrostatic damage to electronic components |
| JPH08138828A (ja) * | 1994-11-02 | 1996-05-31 | Okaya Electric Ind Co Ltd | 放電型サージ吸収素子の製造方法及び放電型サージ吸収素子 |
| JP2819388B2 (ja) * | 1994-06-29 | 1998-10-30 | 岡谷電機産業株式会社 | 放電型サージ吸収素子及びその製造方法 |
| US6172590B1 (en) | 1996-01-22 | 2001-01-09 | Surgx Corporation | Over-voltage protection device and method for making same |
| JPH10208845A (ja) * | 1997-01-22 | 1998-08-07 | Matsushita Electric Ind Co Ltd | サージ吸収器 |
| JPH11354926A (ja) * | 1998-06-12 | 1999-12-24 | Murata Mfg Co Ltd | セラミック電子部品の製造方法 |
| JP2000277229A (ja) * | 1999-03-23 | 2000-10-06 | Tokin Corp | 表面実装型サージ吸収素子の製造方法 |
| JP2001043954A (ja) | 1999-07-30 | 2001-02-16 | Tokin Corp | サージ吸収素子及びその製造方法 |
| TW478229B (en) * | 1999-11-30 | 2002-03-01 | Mitsubishi Materials Corp | Chip type surge absorbing device and its manufacturing method |
| JP4140173B2 (ja) * | 2000-05-31 | 2008-08-27 | 三菱マテリアル株式会社 | チップ型サージアブソーバおよびその製造方法 |
| JP2002329872A (ja) | 2001-04-25 | 2002-11-15 | Kaho Kagi Kofun Yugenkoshi | 過渡過電圧保護素子の材料 |
| JP2003059616A (ja) * | 2001-08-21 | 2003-02-28 | Sakurai New Research:Kk | サージ吸収素子 |
| JP2004014466A (ja) | 2002-06-11 | 2004-01-15 | Mitsubishi Materials Corp | チップ型サージアブソーバ及びその製造方法 |
| JP2005071974A (ja) | 2003-08-06 | 2005-03-17 | Teikoku Tsushin Kogyo Co Ltd | サージアブソーバ |
| JP2005276666A (ja) * | 2004-03-25 | 2005-10-06 | Mitsubishi Materials Corp | サージアブソーバ |
| CN101427326B (zh) * | 2006-04-24 | 2013-03-27 | Abb研究有限公司 | 基于微变阻器的过电压保护的装置和方法 |
| US20090110917A1 (en) * | 2006-06-05 | 2009-04-30 | John Albaugh | Electronic Package and Method of Preparing Same |
| EP2061123B1 (en) | 2007-05-28 | 2014-12-03 | Murata Manufacturing Co. Ltd. | Esd protection device |
| CN201126924Y (zh) * | 2007-12-12 | 2008-10-01 | 佳邦科技股份有限公司 | 微气隙纳米放电保护组件 |
| EP2242154B1 (en) * | 2008-02-05 | 2017-12-06 | Murata Manufacturing Co. Ltd. | Esd protection device |
-
2009
- 2009-11-18 JP JP2010540330A patent/JP5093361B2/ja active Active
- 2009-11-18 EP EP09828800.4A patent/EP2352211B1/en active Active
- 2009-11-18 KR KR1020117011347A patent/KR101283521B1/ko active Active
- 2009-11-18 CN CN200980148011.1A patent/CN102224649B/zh active Active
- 2009-11-18 WO PCT/JP2009/006199 patent/WO2010061550A1/ja not_active Ceased
-
2011
- 2011-05-23 US US13/113,111 patent/US8426889B2/en active Active
-
2013
- 2013-02-13 US US13/765,719 patent/US8779466B2/en active Active
-
2014
- 2014-06-03 US US14/294,203 patent/US8975099B2/en active Active
-
2015
- 2015-01-29 US US14/608,403 patent/US9681593B2/en active Active
-
2017
- 2017-04-24 US US15/494,615 patent/US10193333B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20150140201A1 (en) | 2015-05-21 |
| WO2010061550A1 (ja) | 2010-06-03 |
| US8975099B2 (en) | 2015-03-10 |
| KR20110086081A (ko) | 2011-07-27 |
| EP2352211A1 (en) | 2011-08-03 |
| US20110222197A1 (en) | 2011-09-15 |
| EP2352211B1 (en) | 2017-12-20 |
| US20130148244A1 (en) | 2013-06-13 |
| CN102224649B (zh) | 2015-04-01 |
| EP2352211A4 (en) | 2013-03-06 |
| US8779466B2 (en) | 2014-07-15 |
| US8426889B2 (en) | 2013-04-23 |
| CN102224649A (zh) | 2011-10-19 |
| JPWO2010061550A1 (ja) | 2012-04-19 |
| US10193333B2 (en) | 2019-01-29 |
| US20170229859A1 (en) | 2017-08-10 |
| KR101283521B1 (ko) | 2013-07-15 |
| US20140261969A1 (en) | 2014-09-18 |
| US9681593B2 (en) | 2017-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5093361B2 (ja) | Esd保護デバイス及びその製造方法 | |
| JPWO2010061519A1 (ja) | Esd保護デバイス及びその製造方法 | |
| CN102754291B (zh) | Esd保护装置的制造方法及esd保护装置 | |
| US8711537B2 (en) | ESD protection device and method for producing the same | |
| CN101933204B (zh) | Esd保护器件 | |
| JP5003985B2 (ja) | Esd保護デバイス | |
| CN102576586A (zh) | Esd保护器件及其制造方法 | |
| JPWO2010067503A1 (ja) | Esd保護デバイス | |
| USRE47147E1 (en) | ESD protection device and method for producing the same | |
| JP5257679B2 (ja) | Esd保護デバイスの製造方法及びesd保護デバイス | |
| JP6107945B2 (ja) | Esd保護装置 | |
| WO2015087394A1 (ja) | Esd保護デバイスとその製造方法 | |
| JP5605413B2 (ja) | Esd保護デバイスとその製造方法 | |
| CN102771024A (zh) | Esd保护装置 | |
| JP6075447B2 (ja) | Esd保護装置 | |
| JP5370783B2 (ja) | Esd保護装置の製造方法およびesd保護装置 | |
| CN105359360A (zh) | 浪涌保护器件及其制造方法以及包含该器件的电子元器件 | |
| CN207368416U (zh) | Esd保护装置 | |
| JP5644829B2 (ja) | Esd保護デバイスとその製造方法 | |
| KR20170062213A (ko) | 감전보호소자 및 이를 구비한 휴대용 전자장치 | |
| JP2014235987A (ja) | Esd保護装置の製造方法及びesd保護装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120725 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120903 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5093361 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |