JP5111848B2 - 底部ゾーン折返しメンブレン - Google Patents
底部ゾーン折返しメンブレン Download PDFInfo
- Publication number
- JP5111848B2 JP5111848B2 JP2006357229A JP2006357229A JP5111848B2 JP 5111848 B2 JP5111848 B2 JP 5111848B2 JP 2006357229 A JP2006357229 A JP 2006357229A JP 2006357229 A JP2006357229 A JP 2006357229A JP 5111848 B2 JP5111848 B2 JP 5111848B2
- Authority
- JP
- Japan
- Prior art keywords
- bead
- membrane
- molding drum
- length
- folded membrane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/32—Fitting the bead-rings or bead-cores; Folding the textile layers around the rings or cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/244—Drums for manufacturing substantially cylindrical tyre components with cores or beads, e.g. carcasses
- B29D30/246—Drums for the multiple stage building process, i.e. the building-up of the cylindrical carcass is realised on one drum and the toroidal expansion is realised after transferring on another drum
- B29D30/247—Arrangements for the first stage only, e.g. means for radially expanding the drum to lock the beads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/26—Accessories or details, e.g. membranes, transfer rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/26—Accessories or details, e.g. membranes, transfer rings
- B29D2030/2614—Bladders associated with the building drum, e.g. bladders used for the toroidal expansion, bladders for turning-up the plies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/32—Fitting the bead-rings or bead-cores; Folding the textile layers around the rings or cores
- B29D2030/3221—Folding over means, e.g. bladders or rigid arms
- B29D2030/3228—Folding over means, e.g. bladders or rigid arms using one bladder acting on each side of the drum
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Tyre Moulding (AREA)
- Tents Or Canopies (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- External Artificial Organs (AREA)
Description
この変換を実施するには、2つのビード補強リング相互間で円筒形スリーブ内部に配置されたメンブレン(膜)を膨張させるのがよい。
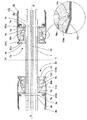
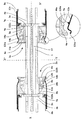
−スピンドル(1)に対して軸方向に動くことができる支持体(5a,5b)と、
−軸線XX′周りに円周方向に分布して設けられていて、支持体(5a,5b)に固定された2つの円形リング(6a,7a,6b,7b)相互間で半径方向に動くことができると共にビード受座(10a,10b)を有する戻しセグメント(9a,9b)の組立体と、
−ビード受座上でこれに沿って摺動できる折返しメンブレン(12a,12b)とを有し、折返しメンブレンが、その2つの端部(121a,122a,121b,122b)のところで円形リング(6a,7a,6b,7b)の半径方向外周部に気密的に繋留される。メンブレンは又、適当な手段(14a,14b)によって戻しセグメント(9a,9b)に円周方向繋留線(90a)に沿って機械的に繋留される。
−先ず最初に、底部ゾーンを形成するよう設計された異形要素を位置決めすること(これは、一方において、軸方向の変位の制御を伴う)、
−底部ゾーンの構成要素を補強リング回りに回転させることにより成型を行うこと、
の両方が望ましい。
2a,2b ビード保持手段
5a,5b 支持体
6a,6b,7a,7b 円形リング
9a,9b 戻しセグメント
10a,10b 受座
12a,12b 折返しメンブレン(折返し膜)
14a,14b 繋留部
90a 円周方向繋留線
Claims (6)
- 軸線XX′周りに回転移動する円形補強リングで形成された底部ゾーンを有するタイヤブランクの成型ドラムであって、互いに反対側に位置して中央スピンドル(1)に取り付けられたビード保持手段(2a,2b)を有し、前記ビード保持手段の各々が、
−前記スピンドル(1)に対して軸方向に動くことができる支持体(5a,5b)と、
−前記軸線XX′周りに円周方向に分布して設けられていて、前記支持体(5a,5b)に固定された2つの円形リング(6a,7a,6b,7b)相互間で半径方向に動くことができると共にビード受座(10a,10b)を有する戻しセグメント(9a,9b)の組立体と、
−前記ビード受座上でこれに沿って摺動できる折返しメンブレン(12a,12b)とを有し、前記折返しメンブレンが、その2つの端部(121a,122a,121b,122b)のところで前記円形リング(6a,7a,6b,7b)の半径方向外周部に気密的に繋留されると共に適当な手段(14a,14b)によって前記戻しセグメント(9a,9b)に円周方向繋留線(90a)に沿って機械的に繋留されている成型ドラムにおいて、
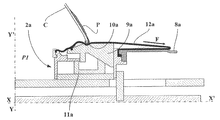
前記ビード受座(10a,10b)の断面は、展開長さL1を備えた本質的に円形の形をしており、前記戻しセグメント(9a,9b)に繋留された前記折返しメンブレン(12a,12b)の前記円周方向繋留線は、前記ビード受座(10a,10b)に対して長さL2だけ前記成型ドラムの中心に向かって軸方向にずらされており、前記長さL2は、前記長さL1の0.7〜2.0倍である、成型ドラム。 - 前記軸方向に動くことができる支持体(5a,5b)と前記中央スピンドル(1)の接触状態は、気密である、請求項1記載の成型ドラム。
- 圧縮空気を前記中央スピンドル(1)及び前記ビード保持手段(2a,2b)により画定された中央スペース内に注入できる手段を有する、請求項2記載の成型ドラム。
- 前記折返しメンブレン(12a,12b)を前記戻しセグメント(9a,9b)に繋留する前記手段は、前記折返しメンブレン(12a,12b)に形成されていて、前記戻しセグメント(9a,9b)に形成された円周方向溝(90)と協働する円形突起から成る、請求項1〜3のうちいずれか一に記載の成型ドラム。
- 前記折返しメンブレン(12a,12b)は、前記折返しメンブレンを貫通し、前記戻しセグメント(9a,9b)に取り付けられた固定手段によって前記戻しセグメント(9a,9b)に繋留されている、請求項1〜3のうちいずれか一に記載の成型ドラム。
- タイヤブランクが前記ビード受座(10a,10b)と対向して前記成型ドラムに装着されると、前記戻しセグメント(9a,9b)の拡張の効果として、成型されるべき前記タイヤブランク(C)のビード(B)と前記折返しメンブレン(12a,12b)との間に気密接触関係が作られる、請求項1〜5のうちいずれか一に記載の成型ドラム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0513097 | 2005-12-14 | ||
| FR0513097 | 2005-12-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007160941A JP2007160941A (ja) | 2007-06-28 |
| JP2007160941A5 JP2007160941A5 (ja) | 2012-04-26 |
| JP5111848B2 true JP5111848B2 (ja) | 2013-01-09 |
Family
ID=36603699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006357229A Expired - Fee Related JP5111848B2 (ja) | 2005-12-14 | 2006-12-14 | 底部ゾーン折返しメンブレン |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7740040B2 (ja) |
| EP (1) | EP1798022B1 (ja) |
| JP (1) | JP5111848B2 (ja) |
| CN (1) | CN1982041B (ja) |
| AT (1) | ATE399635T1 (ja) |
| BR (1) | BRPI0605258B1 (ja) |
| DE (1) | DE602006001630D1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2954212A1 (fr) | 2009-12-18 | 2011-06-24 | Michelin Soc Tech | Dispositif et procede d'assemblage d'une ebauche de pneumatique |
| CN106604813B (zh) * | 2014-07-29 | 2019-08-27 | 倍耐力轮胎股份公司 | 用于构建用于车辆车轮的轮胎的设备和工艺 |
| FR3030350B1 (fr) * | 2014-12-19 | 2017-01-06 | Michelin & Cie | Procede et installation pour l’assemblage d’une ebauche de pneumatique |
| NL2018566B1 (en) | 2017-03-23 | 2018-10-03 | Vmi Holland Bv | Tire building drum and method for operating said tire building drum |
| NL2021600B1 (en) | 2018-09-11 | 2020-05-01 | Vmi Holland Bv | Tire building drum with a bladder or sleeve |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4498948A (en) * | 1983-08-24 | 1985-02-12 | Gencorp Inc. | Bead locking device of a tire building drum |
| DE3421165A1 (de) * | 1984-06-07 | 1985-12-12 | Continental Gummi-Werke Ag, 3000 Hannover | Vorrichtung und verfahren zum automatischen aufbau der karkasse eines fahrzeugluftreifens |
| WO1992007708A1 (fr) * | 1990-11-01 | 1992-05-14 | Sumitomo Rubber Industries Ltd. | Dispositif de confection de pneus crus |
| EP0509093B1 (en) * | 1990-11-02 | 1996-08-14 | Sumitomo Rubber Industries Limited | Method of and apparatus for building green tire |
| US5141588A (en) * | 1990-12-24 | 1992-08-25 | Bridgestone/Firestone, Inc. | Laterally stabilized inflatable bead turn-up bladder for tire building drum |
| JP3335450B2 (ja) * | 1993-11-30 | 2002-10-15 | 株式会社ブリヂストン | タイヤ成型ドラム |
| US6585022B1 (en) * | 1998-09-01 | 2003-07-01 | The Goodyear Tire And Rubber Company | Tire building method and apparatus |
| US6676788B1 (en) * | 1999-04-30 | 2004-01-13 | The Goodyear Tire & Rubber Company | Tire building bladder |
| WO2000066349A1 (en) * | 1999-04-30 | 2000-11-09 | The Goodyear Tire & Rubber Company | Tire building bladder |
| JP4429162B2 (ja) * | 2002-06-05 | 2010-03-10 | 株式会社ブリヂストン | タイヤの成型方法及びタイヤ成型ドラム |
-
2006
- 2006-12-08 DE DE602006001630T patent/DE602006001630D1/de active Active
- 2006-12-08 EP EP06125664A patent/EP1798022B1/fr not_active Not-in-force
- 2006-12-08 AT AT06125664T patent/ATE399635T1/de not_active IP Right Cessation
- 2006-12-13 CN CN2006101669403A patent/CN1982041B/zh not_active Expired - Fee Related
- 2006-12-13 BR BRPI0605258A patent/BRPI0605258B1/pt not_active IP Right Cessation
- 2006-12-14 US US11/639,607 patent/US7740040B2/en active Active
- 2006-12-14 JP JP2006357229A patent/JP5111848B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1982041B (zh) | 2010-12-15 |
| EP1798022A1 (fr) | 2007-06-20 |
| BRPI0605258B1 (pt) | 2016-07-19 |
| DE602006001630D1 (de) | 2008-08-14 |
| BRPI0605258A (pt) | 2007-10-09 |
| CN1982041A (zh) | 2007-06-20 |
| EP1798022B1 (fr) | 2008-07-02 |
| US20070131355A1 (en) | 2007-06-14 |
| JP2007160941A (ja) | 2007-06-28 |
| US7740040B2 (en) | 2010-06-22 |
| ATE399635T1 (de) | 2008-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7101451B2 (en) | Tire building drum with a turn-up device and method for production of green tires | |
| JPS631177B2 (ja) | ||
| CN104416935B (zh) | 轮胎成型鼓 | |
| JP5095862B2 (ja) | 車両車輪のタイヤを製造する装置および方法 | |
| JP5111848B2 (ja) | 底部ゾーン折返しメンブレン | |
| US8764924B2 (en) | Tire carcass building method and drum | |
| JP2011504428A (ja) | タイヤを組み立てる方法およびタイヤ組み立てドラム | |
| JP2010523369A (ja) | タイヤカーカス成形方法およびドラム | |
| US5660677A (en) | Apparatus for the building of tires using a clamped turn-up bladder | |
| US6854963B2 (en) | Radially expandable bead molding ring for a tire mold | |
| CN207697100U (zh) | 成型鼓 | |
| CN100406242C (zh) | 轮胎装配鼓 | |
| JP2006512238A (ja) | タイヤの製造装置および組立プロセス | |
| KR100641591B1 (ko) | 타이어 제조 장치 및 방법 | |
| JP4580645B2 (ja) | 車輪用タイヤを製造するためのカーカス賦形方法およびドラム | |
| CN109661309B (zh) | 充气轮胎的成形方法及装置 | |
| CN100436114C (zh) | 用于制造车轮轮胎的成型方法和转鼓 | |
| IE44632B1 (en) | Improvements in the manufacture of pneumatic tyres | |
| JP2010247332A (ja) | タイヤ製造装置及びタイヤ製造方法 | |
| JP2007160941A5 (ja) | ||
| JP2009131988A (ja) | タイヤ成型装置およびそれを用いた生タイヤの成型方法 | |
| CN1668453A (zh) | 轮胎的制造方法和装置 | |
| US20050150587A1 (en) | Tire building method and apparatus | |
| JP2003039572A (ja) | タイヤ成形方法及びその装置 | |
| JP3372987B2 (ja) | タイヤ構成部材の折返し装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111212 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20120308 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120910 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121010 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |