JP5118619B2 - 連続鋳造設備の鋳型内溶鋼レベル測定方法 - Google Patents
連続鋳造設備の鋳型内溶鋼レベル測定方法 Download PDFInfo
- Publication number
- JP5118619B2 JP5118619B2 JP2008328037A JP2008328037A JP5118619B2 JP 5118619 B2 JP5118619 B2 JP 5118619B2 JP 2008328037 A JP2008328037 A JP 2008328037A JP 2008328037 A JP2008328037 A JP 2008328037A JP 5118619 B2 JP5118619 B2 JP 5118619B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molten steel
- detector
- continuous casting
- level meter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Continuous Casting (AREA)
Description
更に、特許文献3には、鋳型内における特定の溶鋼湯面レベルにて共振する音波の特定周波数を事前に求め、鋳造開始時から特定周波数の音波を鋳型内に向けて常時発信すると共に、鋳型内で反射された特定周波数の音波を受信してその強度レベルを常時測定し、この強度レベルが所定の閾値より大きくなった時点の溶鋼湯面レベルを特定の溶鋼湯面レベルとし、この特定の溶鋼湯面レベルで渦流式レベル計の熱間補正を行うことが開示されている。
溶鋼湯面レベルの測定を行う場合、渦流式レベル計の検出器を設置場所に取付けて、渦流式レベル計の校正(検出器と溶鋼湯面レベルとの距離に対する検出器からの出力値の関係を示す基準特性Vnを求めること)を行う。そのとき得られた基準特性Vnを図4に示す。ここで、検出器を設置位置に取付けて連続鋳造を開始する際、取付けた検出器の位置が校正時と比較して鋳型の銅板に対して近づいた場合、検出器と溶鋼湯面レベルとの距離に対する検出器からの出力値の関係を示す特性はVbに、取付けた検出器の位置が校正時と比較して鋳型の銅板に対して遠ざかる場合、検出器と溶鋼湯面レベルとの距離に対する検出器からの出力値の関係を示す特性はVaになる。
前記渦流式レベル計の検出器を予め設定された設置場所に固定し、溶鋼湯面と磁気的に等価な模擬湯面材を前記鋳型内に装入して昇降させながら前記模擬湯面材の表面の高さ位置を前記渦流式レベル計で検出して、前記鋳型内の溶鋼湯面の高さ位置と前記検出器の出力値との関係を示す出力基準特性を予め求めておき、
連続鋳造を開始する前に、前記検出器の位置を変化させながら該検出器から出力される出力値が、前記出力基準特性から予想される前記鋳型内に溶鋼が存在しない場合の出力値に一致する特定位置を求め、該特定位置に前記検出器を固定する。
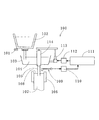
ここで、図1は本発明の一実施の形態に係る連続鋳造設備の鋳型内溶鋼レベル測定方法が適用される渦流式レベル計の検出器の説明図、図2は本発明の一実施の形態に係る連続鋳造設備の鋳型内溶鋼レベル測定方法の説明図である。
初めに、渦流式レベル計10の検出器12を予め設定された設置場所に固定し、溶鋼湯面と磁気的に等価な模擬湯面材を鋳型11内に装入して昇降させながら模擬湯面材の表面の高さ位置を検出器12で検出して、鋳型11内の溶鋼湯面の高さ位置と検出器12の出力値との関係を示す出力基準特性Vnを求めて、検出器位置校正手段15のデータ記憶部に記憶しておく。
例えば、オフラインにおいて、鋳型あるいは模擬鋳型を用いて、鋳型あるいは模擬鋳型内に模擬湯面材を装入し昇降させながら模擬湯面材の表面の高さ位置を渦流式レベル計で検出して、出力基準特性を求めてもよい。
また、モータの代わりに手動ハンドルをスクリューネジに取付けると共に、検出器12から出力される出力値V∞及び出力基準特性から予想される鋳型内に溶鋼が存在しない場合の場合の出力値Vn∞を表示する表示器をそれぞれ設けて、出力値V∞が出力値Vn∞に一致するように手動ハンドルを操作して検出器の位置を特定位置に移動させることもできる。
本発明の検出器の位置調整は、出力基準特性Vnを求めた点を含む水平面内で調整するものとする。そして、本発明の検出器の調整及び設置の方法は、調整手段を限定するものではなく、例えば、図1に示すようなサーボ制御器21を用いて手動操作でサーボ機構17を駆動させて行ってもよく、あるいは作業者が手で設置及び調整しても構わない。
Claims (3)
- 連続鋳造設備の鋳型内の溶鋼レベルを渦流式レベル計を用いて測定する方法において、
前記渦流式レベル計の検出器を予め設定された設置場所に固定し、溶鋼湯面と磁気的に等価な模擬湯面材を前記鋳型内に装入して昇降させながら前記模擬湯面材の表面の高さ位置を前記渦流式レベル計で検出して、前記鋳型内の溶鋼湯面の高さ位置と前記検出器の出力値との関係を示す出力基準特性を予め求めておき、
連続鋳造を開始する前に、前記検出器の位置を変化させながら該検出器から出力される出力値が、前記出力基準特性から予想される前記鋳型内に溶鋼が存在しない場合の出力値に一致する特定位置を求め、該特定位置に前記検出器を固定することを特徴とする連続鋳造設備の鋳型内溶鋼レベル測定方法。 - 請求項1記載の連続鋳造設備の鋳型内溶鋼レベル測定方法において、前記検出器の位置は、該検出器と前記鋳型との水平方向距離を調整することにより変化させることを特徴とする連続鋳造設備の鋳型内溶鋼レベル測定方法。
- 請求項1及び2のいずれか1項に記載の連続鋳造設備の鋳型内溶鋼レベル測定方法において、前記検出器を前記特定位置に固定した前記渦流式レベル計を、連続鋳造開始時の前記鋳型内の溶鋼湯面の高さ位置を測定するオートスタート用の溶鋼レベル計として使用することを特徴とする連続鋳造設備の鋳型内溶鋼レベル測定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008328037A JP5118619B2 (ja) | 2008-12-24 | 2008-12-24 | 連続鋳造設備の鋳型内溶鋼レベル測定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008328037A JP5118619B2 (ja) | 2008-12-24 | 2008-12-24 | 連続鋳造設備の鋳型内溶鋼レベル測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010149132A JP2010149132A (ja) | 2010-07-08 |
| JP5118619B2 true JP5118619B2 (ja) | 2013-01-16 |
Family
ID=42568818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008328037A Expired - Fee Related JP5118619B2 (ja) | 2008-12-24 | 2008-12-24 | 連続鋳造設備の鋳型内溶鋼レベル測定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5118619B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101470998B1 (ko) * | 2013-06-18 | 2014-12-09 | 시나가와 리프랙토리스 컴퍼니, 리미티드 | 몰드내 탕면계의 교정 방법 및 교정 지그 |
| CN114905021B (zh) * | 2022-05-30 | 2024-06-07 | 首钢京唐钢铁联合有限责任公司 | 一种连铸机结晶器钢水液位检测方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61239120A (ja) * | 1985-04-16 | 1986-10-24 | Nippon Kokan Kk <Nkk> | 鋳造モールド湯面計 |
| JPH077009Y2 (ja) * | 1988-03-30 | 1995-02-22 | 日新製鋼株式会社 | 溶鋼湯面レベル測定装置 |
| JPH0540056A (ja) * | 1991-03-07 | 1993-02-19 | Sumitomo Metal Ind Ltd | 連続鋳造鋳型の渦流式湯面レベル計の自動校正方法 |
| JPH0515960A (ja) * | 1991-07-09 | 1993-01-26 | Sumitomo Metal Ind Ltd | 溶融金属湯面レベル測定装置 |
| JP4585709B2 (ja) * | 2001-05-02 | 2010-11-24 | 株式会社日鉄エレックス | 電磁式溶鋼レベル検出器の簡易校正方法 |
-
2008
- 2008-12-24 JP JP2008328037A patent/JP5118619B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010149132A (ja) | 2010-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101254395B1 (ko) | 용탕의 레벨을 측정하기 위한 장치 및 그 방법 | |
| US5315873A (en) | Liquid level detection apparatus and method thereof | |
| JP5118619B2 (ja) | 連続鋳造設備の鋳型内溶鋼レベル測定方法 | |
| JP5463440B1 (ja) | モールド内湯面計の校正方法および校正治具 | |
| JP2006192473A (ja) | 連続鋳造設備の鋳型内溶鋼レベル測定方法 | |
| CN102279372A (zh) | 磁感应强度测量方法 | |
| GB2286051A (en) | Determining the thickness of layers on a metal melt | |
| KR101679339B1 (ko) | 선형 위치 결정 장치 및 이의 오차 보상 방법 | |
| EP1486272B1 (en) | A method and a device for detecting slag | |
| JPH0540056A (ja) | 連続鋳造鋳型の渦流式湯面レベル計の自動校正方法 | |
| KR100627451B1 (ko) | 연주몰드단변의 주조폭 및 경사도 설정장치 및 방법 | |
| EP0067668B1 (en) | Apparatus for measuring a metal surface position | |
| CN118847977B (zh) | 一种连铸中包水口自动对中装置及水口对中方法 | |
| CN121223112B (zh) | 一种钢轨缺陷激光增材温度控制方法和系统 | |
| CN105057607A (zh) | 用于中间包渣子的快速检测机构 | |
| JP2018141754A (ja) | 位置検出装置、調整方法、およびプログラム | |
| CN113514104A (zh) | 转炉的实时炉渣状态监测方法 | |
| JPS58161828A (ja) | 金属位置検出方法 | |
| JP6642266B2 (ja) | 溶鋼のレベル測定システム、情報処理装置、測定方法及びプログラム | |
| JP2007152424A (ja) | 連続鋳造設備におけるモールド内溶鋼湯面検出方法および湯面検出装置 | |
| JPS6257427B2 (ja) | ||
| KR20040056051A (ko) | 레이들에서의 슬래그 유출을 검출할 수 있는 장치 및 그방법 | |
| CN110794882A (zh) | 一种前箱液位控制系统及其使用方法 | |
| KR200340298Y1 (ko) | 변위인식센서 성능시험장치 | |
| JPH03291531A (ja) | 渦流式溶湯湯面レベル計の校正方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110418 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120925 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121019 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |