JP5122702B2 - 放射状磁束電動機用アモルファス金属ステータ - Google Patents
放射状磁束電動機用アモルファス金属ステータ Download PDFInfo
- Publication number
- JP5122702B2 JP5122702B2 JP2000555351A JP2000555351A JP5122702B2 JP 5122702 B2 JP5122702 B2 JP 5122702B2 JP 2000555351 A JP2000555351 A JP 2000555351A JP 2000555351 A JP2000555351 A JP 2000555351A JP 5122702 B2 JP5122702 B2 JP 5122702B2
- Authority
- JP
- Japan
- Prior art keywords
- amorphous metal
- stator
- section
- back iron
- segment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000005300 metallic glass Substances 0.000 title claims description 92
- 230000004907 flux Effects 0.000 title claims description 33
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 71
- 229910052742 iron Inorganic materials 0.000 claims description 37
- 239000002184 metal Substances 0.000 claims description 15
- 229910052751 metal Inorganic materials 0.000 claims description 15
- 238000000137 annealing Methods 0.000 claims description 13
- 239000003822 epoxy resin Substances 0.000 claims description 11
- 229920000647 polyepoxide Polymers 0.000 claims description 11
- 229910000831 Steel Inorganic materials 0.000 claims description 6
- 239000010959 steel Substances 0.000 claims description 6
- 238000005520 cutting process Methods 0.000 claims description 5
- 230000000452 restraining effect Effects 0.000 claims description 5
- 229910052710 silicon Inorganic materials 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- 229910052787 antimony Inorganic materials 0.000 claims description 2
- 229910052804 chromium Inorganic materials 0.000 claims description 2
- 229910052802 copper Inorganic materials 0.000 claims description 2
- 229910052732 germanium Inorganic materials 0.000 claims description 2
- 229910052738 indium Inorganic materials 0.000 claims description 2
- 229910052745 lead Inorganic materials 0.000 claims description 2
- 229910052748 manganese Inorganic materials 0.000 claims description 2
- 229910052750 molybdenum Inorganic materials 0.000 claims description 2
- 229910052759 nickel Inorganic materials 0.000 claims description 2
- 229910052758 niobium Inorganic materials 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 229910052715 tantalum Inorganic materials 0.000 claims description 2
- 229910052718 tin Inorganic materials 0.000 claims description 2
- 229910052719 titanium Inorganic materials 0.000 claims description 2
- 229910052721 tungsten Inorganic materials 0.000 claims description 2
- 229910052720 vanadium Inorganic materials 0.000 claims description 2
- 229910052726 zirconium Inorganic materials 0.000 claims description 2
- 239000000853 adhesive Substances 0.000 claims 4
- 230000001070 adhesive effect Effects 0.000 claims 4
- 239000000203 mixture Substances 0.000 claims 1
- 238000000034 method Methods 0.000 description 13
- 239000000463 material Substances 0.000 description 11
- 238000013459 approach Methods 0.000 description 5
- 150000002739 metals Chemical class 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000004804 winding Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000001066 destructive effect Effects 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000009740 moulding (composite fabrication) Methods 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910000565 Non-oriented electrical steel Inorganic materials 0.000 description 1
- 229910000676 Si alloy Inorganic materials 0.000 description 1
- NFCWKPUNMWPHLM-UHFFFAOYSA-N [Si].[B].[Fe] Chemical compound [Si].[B].[Fe] NFCWKPUNMWPHLM-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910000808 amorphous metal alloy Inorganic materials 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- XEEYBQQBJWHFJM-RNFDNDRNSA-N iron-60 Chemical compound [60Fe] XEEYBQQBJWHFJM-RNFDNDRNSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images









Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/141—Stator cores with salient poles consisting of C-shaped cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/021—Magnetic cores
- H02K15/022—Magnetic cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/02—Details of the magnetic circuit characterised by the magnetic material
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
本発明の背景
1.本発明の分野
本発明は、電動機用ステータに関し、特に高効率放射状磁束電動機用アモルファス金属ステータに関する。
【0002】
2.従来技術の説明
半径方向型電動機は、典型的には、複数の積み重ねられた無方向性電気鋼の積層から作られた一般的な円筒状ステータを含む。各積層は、ステータの極を形成する「歯」を有する円形ワッシャの形状を有する。その歯は、積み重ねられた積層の内径から突出し、円筒状ステータの中心に向いている。各積層は、典型的には、機械的に柔らかく無方向性の電気鋼を所望の形状にスタンピング、パンチング、又は切断することにより形成される。次いで、形成された積層は、ステータを形成するため積み重ねられそして束ねられる。
【0003】
アモルファス金属は無方向性電気鋼と比較して優秀な磁気性能を与えるにも拘わらず、それらはある一定の物理的性質及び対応する製作限界のため電動機に使用するには適切でないと長く考えられていた。例えば、アモルファス金属は、それらの無方向性鋼の類似物より薄く且つ堅く、それ故製作工具及びダイをより早く磨損させてしまう。その結果生じる工具および製造コストの増大が、そのような技術を用いてアモルファス金属ステータを製作することを商業的に非実際的にする。また、アモルファス金属の薄さは、組み立てられるステータの積層数を増大させ、更にアモルファス金属ステータの全体コストを増大させることになる。
【0004】
アモルファス金属は、典型的には、均一のリボン幅を有する薄い連続リボンで供給される。しかしながら、アモルファス金属は、非常に堅い材料であり、そしてピーク磁気特性に達するよう一旦アニールされると非常に脆弱になる。これは、アモルファス金属ステータを構成するための通常の手法を用いることを困難にさせそして高価にさせる。また、アモルファス金属の脆性は、アモルファス金属磁気ステータを利用する電動機又は発電機の耐久性に対する懸念を引き起こす。磁気ステータは、非常に高い周波数で変化する極端に高い磁力を受ける。これらの磁力は、アモルファス金属磁気ステータに損傷を与え得る相当の応力をステータ材料に与えることができる。
【0005】
アモルファス金属磁気ステータに伴う別の問題は、アモルファス金属材料の透磁率はアモルファス金属材料が物理的応力をかけられると低減されることである。この低減した透磁率は、アモルファス金属材料上の応力の強度に相当に依存し得る。アモルファス金属磁気ステータが応力をかけられるにつれ、コアが磁束を指向させ又は収束させる効率が低減され、その結果磁気損失が一層高くなり、効率が低減し、熱生成が増大し、パワーが低減することになる。アモルファス金属の磁気歪み性質に起因するこの応力感応性は、電動機又は発電機の動作中に磁力から生じる応力、機械的クランピング(型締め)さもなければ磁気ステータを適所に固定することから生じる機械的応力、又は熱膨張及び/又はアモルファス金属材料の磁気飽和に起因した膨張により生じた内部応力により生じ得る。
【0006】
アモルファス金属ステータ設計に対する従来に無い手法が提案されて来た。1つの手法においては、単純にテープを巻いたアモルファス金属トロイドから成る「歯無し」ステータが提案された。この手法は効率的な電動機を生成したが、ステータとロータとの間の大きな空隙が電動機の性能及び制御を制限する。別の手法は、テープを巻いたアモルファス金属トロイドを切断したアモルファス金属の積み重ねと組み合わせることにより従来のステータ形状を複製するよう試みた。巻かれたアモルファス金属トロイドはステータのバック鉄を形成し、そして切断されたアモルファス金属の積み重ねがトロイドの内径上に設けられて歯又は極を形成する。この手法はステータとロータとの間の空隙を低減するが、磁束はそれが歯からバック鉄に通るときテープを巻いたバック鉄の多くの層を横切らなければならない。これは、電動機を動作するのに必要とされる電流を著しく増大する。
【0007】
発明の概要
本発明は、高効率な放射状磁束電動機用アモルファス金属ステータを提供する。一般的に述べると、ステータは複数のセグメントを備え、その各セグメントは複数のアモルファス金属ストリップを備える。複数のセグメントは、ステータの内面から放射状に内方に突出する複数の歯状セクション又は極を有する一般的に円筒状ステータを形成するよう構成されている。第1の実施形態において、ステータのバック鉄(back−iron)及び歯は、ステータを通る放射状磁束がステータの各セグメントを横切るとき丁度1つの空隙を交差するように構成されている。第2の実施形態において、ステータのバック鉄及び歯は、ステータを通る放射状磁束が空隙を交差することなく各セグメントを横切るように構成されている。
【0008】
本発明は更に、複数のセグメントを一般的に備えるアモルファス金属ステータを有し、その複数のセグメントの各々がアモルファス金属ストリップを備えるブラシレス放射状磁束直流電動機を提供する。複数のセグメントは、放射状に内方に突出する複数の歯状セクションを有する一般的に円筒状ステータを形成するよう構成されている。第1の実施形態において、ステータのバック鉄及び歯は、ステータを通る放射状磁束がステータの各セグメントを横切るとき丁度1つの空隙を交差するように構成されている。第2の実施形態において、ステータのバック鉄及び歯は、ステータを通る放射状磁束が空隙を交差することなく各セグメント横切るように構成されている。本発明の直流電動機は更に、ステータ内で回転するよう配設されたロータ、及びステータ及びステータを相互に対して所定の位置に支持するための手段を備える。
【0009】
本発明は更に、(i)各セグメントが複数のアモルファス金属ストリップの層を備えた複数のセグメントを形成するステップと、(ii)セグメントを一緒に組み立ててステータを形成するステップと、を備える放射状磁束電動機用アモルファス金属ステータを構成する方法を提供する。本発明に従って形成されたセグメントは、各セグメントを横切る磁束が1つの空隙の最大量を交差するように配列されている。
【0010】
本発明は、本発明の好適な実施形態の以下の詳細な説明及び添付図面を参照したとき一層十分に理解され更なる利点が明らかになるであろう。なお、類似の参照番号は幾つかの図面にわたり類似の構成要素を示す。
【0011】
好適な実施形態の詳細な説明
本発明は、高効率放射状磁束電動機用アモルファス金属ステータを提供する。本発明のステータは一般的に複数のセグメントを備え、そのセグメントの各々は複数のアモルファス金属ストリップ層を備える。複数のセグメントは、放射状に内方に突出する複数の歯状セクションまたは極を有する一般的に円筒状ステータを形成するよう構成されている。第1の実施形態において、ステータのバック鉄及び歯は、ステータを通る放射状磁束が各ステータ・セグメントを横切るとき丁度1つの空隙を交差するように構成されている。第2の実施形態において、ステータのバック鉄及び歯は、ステータを通る放射状磁束が空隙を交差することなく各セグメントを横切るように構成されている。
【0012】
図面を参照すると、図1にはテープを巻いたアモルファス金属ステータ200を有する従来技術の放射状磁束電動機20が示されている。ステータ200は、巻かれたアモルファス金属テープ30から成る。ロータ100が、回転できるようにステータ200内に配設されている。ステータ200の「歯無し」構成は、ステータ200とロータ100との間の実質的な空隙50を形成し、それは、電動機20の性能及び制御を不利益に制限する。
【0013】
図2A及び図2Bの各々は、巻かれたアモルファス金属テープ30から成るアモルファス金属ステータ200を有し且つ回転できるようにステータ200内に配設されているロータ100を有する従来技術の放射状磁束電動機20を有する。ステータ200は、ロータ100に向かって放射状に内方に拡張する歯40又は極を含む。各歯40は、巻かれた金属テープ30の巻き方向に対して一般的に並行に(図2Aを参照)、又はそれに対して一般的に垂直に(図2Bを参照)配向されている複数のアモルファス金属ストリップ42から成る。ロータ100とステータの極40との間に形成された空隙50が図1の電動機20と比較して低減されるにも拘わらず、電動機20の磁束は、その磁束が(図2Aにより示される従来技術のステータに対して)歯40を通過するにつれ、そして磁束がステータ200の歯40からバック鉄60に通過するにつれ、多くのアモルファス金属層を交差しなければならず、即ち多くの空隙を横切らなければならない。その結果として、図2A及び図2Bに示されるように構成されている電動機20の動作電流要件及び電力消費は著しく増大する。更に、そのような電動機の熱特性はまた不利な影響が与えられる。
【0014】
図3及び図4を参照すると、本発明に従って構成されたブラシレス放射状磁束直流電動機20が示されている。電動機20は、アモルファス金属ステータ200の第1の実施形態内に回転できるように配設されているロータ100を有する。ロータ100は、当該技術における既知の手段によりステータ200内に回転可能に支持されている。ステータ200は、一般的に円筒状形態に相互に隣接関係で配列された所定数のセグメント210から作られている。各セグメント210はバック鉄セクション220及び歯状セクション230を含む。これらバック鉄セクション220及び歯状セクション230は、それらのそれぞれの所定の寸法に個々に切断されているアモルファス金属ストリップ212の複数の層を集合的に備える。バック鉄セクション220の各ストリップ212は、異なる所定の寸法に切断され、そして最長のストリップがセグメント210の外径に沿って配置され且つ最短のストリップがセグメント210の内径に沿って配置されるように積み重ねられる。切断されたストリップ212は、金属同士の接触が積み重ねられたアモルファス金属ストリップ212の間に与えられるように積み重ねられた状態に配列される。次いで、積み重ねられたストリップ212は、図4に示されるように積み重ねられたストリップ212に対して弓形又はアーチ形の曲がりを与える成形力を受ける(積み重ねられたストリップを形成するための種々の方法は以降に更に詳細に説明される。)。
【0015】
図面の図4により示されるように、歯状セクション230のストリップ212は、複数の所定の寸法に切断され、積み重ねられたストリップの間に金属同士の接触を保証するよう接触状態に積み重ねられ、それにより最長のストリップが歯状セクション230のほぼ中心に配置され、且つストリップ212がグループ230の外側エッジに向けてより短くなる。この構成は、歯状セクション230の実質的にV字形状の端部を集合的に形成する正反対の2つの第1の自由端232を形成する。上記のように且つ図4により示されるように構成された積み重ねられたストリップはまた、実質的に平坦で且つステータ200の歯又は極40を備える歯状セクション230の第2の自由端234を形成する。
【0016】
バック鉄セクション220及び歯状セクション230は、これらセクション220及び230がセグメント210を形成するため図4により示されるように配列されるとき相互に接触状態で係合するそれぞれの第1の自由端222、232を含む。セクション220及び230がアモルファス金属の別個の部材から成るため、空隙52がセクション220及び230の第1の自由端222と232との間に形成される。
【0017】
一旦図4に示されるように配列されると、セグメント210は、磁界に晒されながら約360℃の温度でアニールされる。当業者に周知のように、アニールするステップは、アモルファス金属材料の中の応力を軽減するよう動作する。なお、アモルファス金属材料は、鋳造、巻付け、切断、積層配列、成形および形削りのステップ中に与えられる応力を含む。セグメント210は、アニール・プロセス後にその成形された形状を保持する。
【0018】
一旦所定数のセグメント210が図3に示されるようにステータ200を形成するよう配列されると、ステータは、セグメント210を一緒に保持するため且つまた機械的強度を与えそして電動機20の使用中にステータ200に対して支持するためエポキシ樹脂202でコートされ又は含浸される。エポキシ樹脂202は、歯状セクション230(それはまた部分的にステータ200の歯又は極40を備える)をロータ100に向けて機械的に引き出されないように固定するのに特に有効である。エポキシ樹脂202は、歯状セクション230の第2の自由端234を覆い、そしてバック鉄セクション220及び歯状セクション230の第1の自由端222と232との間に存在しないことが好ましい。エポキシ樹脂202の代替として、又はそれに加えて、内側拘束帯206を用いて、歯状セクション230を適所に固定し且つステータ200に対して所望の追加の構造的剛性を与え得る。内側拘束帯206はロータ100とステータの歯40との間に必要とされる空間を著しく増大させない、即ち空隙50を著しく増大させないならば、内側拘束帯206は、歯又は極40、又は極間のセクション、あるいはこれら双方を固定し得る。好ましくは鋼から作られる外側拘束帯204は、複数のセグメント210を相互に対して一般的に円形状隣接接触状態に固定するためステータ200の周縁に設けられる。外側拘束帯204は、ステータ200の全体的構造を強化し、そして緩んだ電動機部品が緩んで壊れるのを防ぎ且つ近くに位置した人に危害を与えるのを防ぐことにより破滅的及び破壊的電動機故障の場合における更なる安全レベルを与える。
【0019】
図3により示されるステータ200は、磁束が各セグメント210を横切るとき交差される単一の小さい空隙52を含む磁路を都合よく与える。その結果として、本発明に従って構成されたステータ200の性能及び制御特性は、放射状磁束電動機用の従来のアモルファス金属ステータと比較したとき著しく改善される。
【0020】
図5及び図6を参照すると、本発明のステータ200の第2の実施形態が示されている。ステータ200は、一般的にC字形状(図6におけるように断面で見るとき)であり且つ一般的に円筒状形態で相互に隣接関係に配列されている所定数のセグメント250から作られている。各Cセグメント250は複数のアモルファス金属ストリップ212から成る。なお、その複数のアモルファス金属ストリップ212はそれらのそれぞれの所定の寸法に個々に切断され、その後所望の形状に成形されている。アモルファス金属ストリップ212は、金属同士の接触が積み重ねられたアモルファス金属ストリップ212の間に与えられるように積み重ねられて配列されている。2つの実質的に平坦な自由端252は、少なくとも一部分ステータ200の極40を構成する各Cセグメント250により限定される。成形された後に、Cセグメント250は、磁界に晒されながら約360℃の温度で個々にアニールされる。Cセグメント250は、アニール・プロセス後にそれらの成形された形状を保持する。一旦所定数のCセグメント250が図5に示されるように、ステータ200を形成するよう配列されると、ステータ200は、Cセグメント250を一緒に保持するため、且つまた機械的強度を与えそして電動機20の使用中にステータ200に対して支持するためエポキシ樹脂202でコートされ又は含浸される。エポキシ樹脂202は、Cセグメント250の2つの自由端252を覆うのが好ましい。エポキシ樹脂202の代替として、又はそれに加えて、内側拘束帯206を用いて、Cセグメント250を適所に固定し且つステータ200に対して所望の追加の構造的剛性を与え得る。内側拘束帯206がロータ100とステータの歯40との間に必要とされる空間を著しく増大させない、即ち空隙50を著しく増大させないならば、内側拘束帯206は、歯又は極40又は極間のセクションあるいはこれら双方を固定し得る。鋼から作られているのが好ましい外側拘束帯204は、相互に対して一般的に円形状隣接関係で複数のCセグメント250を固定するためステータ200の周縁に設けられている。外側拘束帯204は、ステータ200の全体的構成を強化し、そして緩んだ電動機部品が緩んで壊れるのを防ぎ且つ近くに位置した人に危害を与えるのを防ぐことにより破滅的及び破壊的電動機故障の場合における更なる安全レベルを与える。
【0021】
本発明に従って形成されたCセグメント250は、磁界に晒されながら約360℃の温度でアニールされる。当業者に周知のように、アニールするステップは、アモルファス金属材料の中の応力を解放するよう動作する。なお、アモルファス金属材料は、鋳造、巻付け、切断、積層配列、成形及び形削りのステップ中に付与される応力を含む。Cセグメント250は、アニール・プロセス後にその成形された形状を保持する。
【0022】
図5に示される本発明のステータ200は、磁束が空隙を交差する必要なしに各Cセグメント250を有利に横切ることを可能にする。その結果として、本発明に従って構成されたステータ200の性能及び制御特性は、放射状磁束電動機用の従来のアモルファス金属ステータと比較したとき著しく改善される。
【0023】
図面の図7Aを参照すると、本発明の第1の実施形態に従ってアモルファス金属ステータ・セグメント210の一般的に弓形のバック鉄セクション220を形成する方法が示されている。バック鉄セクション220は、図7Aに示されるように、アモルファス金属のスプール(図示せず)から複数の所定の長さに切断された複数のアモルファス金属ストリップ212から構成されている。切断されたアモルファス金属ストリップ212は、バック鉄セクション220を形成するため、一緒に積み重ねられそして縛りつけられ(金属同士の接触がアモルファス金属ストリップ212の間に存在することを保証する)。次いで、バック鉄セクション220は、ダイ350及び成形手段310を用いて一般的に矢印により示される方向に成形力を付与することにより所望の形状に成形される。次いで、成形されたバック鉄セクション220及び実質的に真っすぐな歯状セクション230は、図4に示されるように配列され、そしてアニールされる。
【0024】
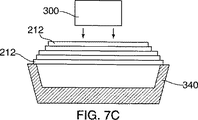
図7B及び図7Cを参照すると、本発明の第2の実施形態に従ってアモルファス金属ステータのCセグメント250を形成する2つの方法が示されている。アモルファス金属リボンのストリップは、所定の長さにアモルファス金属のスプール(図示せず)から測定されそして切断される。次いで、切断されたアモルファス金属ストリップ212は、積み重ねられ、そのためストリップの間の金属同士の接触を保証し、次いで一概ね矩形状心棒300に固定される。Cセグメント250に対して、アモルファス金属ストリップ212は、「パンチ及びダイ」概念を用いて所望の形状に成形され得る。詳細には、アモルファス金属ストリップ212は、一般的に矩形状心棒300の周りに巻き付けられ、その心棒300はパンチであり、そして対応するダイ340は一般的にC字形状の断面を有する。次いで、心棒300及び取付けられた積み重ねアモルファス金属ストリップ212は、ダイの中に向けられ、所望のC字形状をアモルファス金属ストリップ212に与えてCセグメント250を形成する。代替として、そして図7Cに示されるように、積み重ねられたアモルファス金属ストリップ212が、最初に一般的C字形状のダイ340上に置かれ、そしてその後に一般的矩形状心棒300が、所望の断面形状を与え且つCセグメント250を形成するため、積み重ねられたアモルファス金属ストリップ212上に向けられる。
【0025】
図7B及び図7Cに示される成形方法がまた、複数の事前積み重ねされた金属リボン層を備えるアモルファス金属のスプールと共に用いられ得る。この事前積み重ねされたリボンは、前述のように切断されそして成形される。
【0026】
Cセグメント250を形成する更に別の方法は、図7Dに示されるように、大きな縦横比、即ち矩形の長い側の長さの短い側の長さに対する比を有する一般的に矩形状コア360を形成するため、一般的に矩形状心棒300の周りにアモルファス金属リボンを巻くステップを備える。縦横比は約3対1が好ましい。矩形状コアの短い側は、ほぼ中間点362で縦に切断されて、2つのCセグメント250、即ち一般的に矩形状コアの各半分から1つを与える。Cセグメント250は、前述したようにその後アニールされそしてエポキシ樹脂で封止される。
【0027】
セグメント210、250は、一かまの又は連続炉のような通常の加熱処理設備でアニールされることができる。アニールにおいて利用される磁界の印加は、円形電流コイルの使用を通して達成されることができ、円形電流コイルは、セグメントがその円形電流コイル内に位置されたとき長手方向の磁界を与える。セグメントのプロフィールが平坦である(例えば、歯状セクション230と同様に)とき、直接接触加熱板もまたアニールのため実際に且つ経済的に用いることができる。また、歯状セクション230の非環状で平坦な形状は、従来の技術と比較してより早い加熱及び冷却時間を持つ改善されたアニーリング・サイクルの実現を容易にする。更に、アニーリング・サイクル時間及び温度は、材料の延性及び磁気特性の最適レベルを達成するため、種々の形状、寸法及び特性の個々のセグメントに対して調整されることができる。実際には、本発明に従って生成されたセグメントの生じた損失は、セグメントの成形プロセス中に誘発されたより低い応力から従来の巻かれたアモルファス金属ステータより低く、そしてまたアニーリングの応力の影響の緩和を改善するであろう。アニーリング・サイクル時間の低減は、アニールされたアモルファス金属ステータ・セグメント積層の脆性を低減するであろう。
【0028】
アニーリング後に、セグメント210及びCセグメント250の自由端234及び252及び内側及び外側周縁部は、エポキシ樹脂コーティングで仕上げ処理が施される。エポキシ樹脂コーティング202は、ステータ組立てプロセス中及び放射状磁束電動機の部品として使用中に変圧器コイルのための機械的強度及び表面保護を与えるため内部及び外部エッジの上に仕上げられる。
【0029】
本発明のアモルファス金属ステータ200は、多数のアモルファス金属合金を用いて製造されることができる。一般的に説明したように、本発明のセグメント210構造に使用するのに適した合金は、式M70-85Y5-20Z0-20(但し、添え字は原子百分率である。)により定義される。ここで、「M」はFe、Ni及びCoのうちの少なくとも1つであり、「Y」はB、C及びPのうちの少なくとも1つであり、及び「Z」はSi、Al及びGeのうちの少なくとも1つであり、そして(i)成分「M」の10原子百分率までは、金属種Ti、V、Cr、Mn、Cu、Zr、Nb、Mo、Ta及びWのうちの少なくとも1つと置換可能であり、(ii)成分(Y+Z)の10原子百分率までは、非金属種In、Sn、Sb及びPbのうちの少なくとも1つと置換可能であることを条件とする。低コストで最高の導入値は、「M」が鉄であり、「Y」がホウ素であり、「Z」がシリコンである合金で達成される。このため、鉄−ホウ素−シリコン合金から成るアモルファス金属ストリップが好ましい。
【0030】
このように本発明がかなり十分詳細に説明されたが、そのような詳細部は厳格に準拠される必要がないが、しかし更に変更及び修正が当業者に対してそれ自体提案され、頭書の特許請求の範囲により定義される本発明の範囲内に全て入ることが理解されるであろう。
【図面の簡単な説明】
【図1】 図1は、テープを巻いたアモルファス金属ステータ及びロータを有する従来技術の放射状磁束電動機の平面図である。
【図2】 図2A及び図2Bは、切断されたアモルファス金属の積み重ねから形成され、極を有し且つテープを巻いたアモルファス金属ステータを有する従来技術の放射状磁束電動機の平面図である。
【図3】 図3は、本発明に従って構成された複数のセグメントから構成されたアモルファス金属ステータを有する半径本方向磁束電動機の第1の実施形態の平面図である。
【図4】 図4は、図3のステータのセグメントの詳細図である。
【図5】 図5は、本発明に従って構成された複数のセグメントから構成されたアモルファス金属ステータを有する放射状磁束電動機の第2の実施形態の平面図である。
【図6】 図6は、図5のステータのセグメントの詳細図である。
【図7】 図7Aから図7Dは、本発明に従ったアモルファス金属ステータを構成する方法を示す。
Claims (10)
- 複数のセグメントを備え、
各セグメントは、
第1の自由端を有し、且つアモルファス金属ストリップの接触状態に積み重ねられた複数の層を備えるバック鉄セクションであって、前記バック鉄セクションの最も長いストリップが前記バック鉄セクションの外径に配置されるように、異なる所定の長さに切断することを特徴とするバック鉄セクションと、
第1の自由端を有し、且つアモルファス金属ストリップの接触状態に積み重ねられた複数の層を備える歯状セクションであって、前記歯状セクションの最も長いストリップが前記歯状セクションの中央に配置されるように、異なる所定の長さに切断することを特徴とする歯状セクションとを備え、
前記アモルファス金属ストリップの複数の層が、放射状磁束が前記セグメントを横切るとき1つの空隙を交差するように配向され、
前記バック鉄セクション及び前記歯状セクションは、前記バック鉄セクションの前記第1の自由端が前記歯状セクションの前記第1の自由端に接触状態で係合するように配置され、且つ空隙がそれぞれの第1の自由端間に形成され、
前記複数のセグメントが互いに隣接する関係に配置されて内方に放射状の突出部を備えて各セグメントが全体的に長手方向に延びて筒状の形態の一部を構成することを特徴とする、放射状磁束電動機用アモルファス金属ステータ。 - 前記歯状セクションを前記バック鉄セクションとの係合から抜けないように固定するための内側拘束手段と、
前記複数のセグメントを相互に対して一般的に円形隣接関係に固定するための外側拘束手段と、を更に備える請求項1記載のアモルファス金属ステータ。 - 前記内側拘束手段は、増大された機械的強度を各前記セグメントに与えるため前記ステータの実質部分に塗布された接着剤を備え、
前記外側拘束手段は、前記ステータの周縁に設けられた鋼帯を備える請求項2記載のアモルファス金属ステータ。 - 前記内側拘束手段は、前記バック鉄及び歯状セクションの前記それぞれの第1の自由端を除く、前記ステータの実質部分に塗布された接着剤を備える請求項4記載のアモルファス金属ステータ。
- 前記接着剤はエポキシ樹脂である請求項3記載のアモルファス金属ステータ。
- 前記内側拘束手段は、接着剤および金属帯を備えることを特徴とする請求項2記載のアモルファス金属ステータ。
- 前記バック鉄セクションが一般的に弓形であり、前記歯状セクションが一般的に真っすぐである請求項1記載のアモルファス金属ステータ。
- 各前記ストリップは次の式により本質的に定義される組成を有し、当該次の式は、M70-85Y5-20Z0-20(但し、添え字は原子百分率)であり、そこにおいて「M」はFe、Ni及びCoのうちの少なくとも1つであり、「Y」はB、C及びPのうちの少なくとも1つであり、「Z」はSi、Al及びGeのうちの少なくとも1つであり、且つ
(i)成分「M」の10原子百分率までは、金属種Ti、V、Cr、Mn、Cu、Zr、Nb、Mo、Ta及びWのうちの少なくとも1つと置換可能であり、
(ii)成分(Y+Z)の10原子百分率までは、非金属種In、Sn、Sb及びPbのうちの少なくとも1つと置換可能であることを条件とする請求項1記載のアモルファス金属ステータ。 - 各前記セグメントは、一かまの又は連続アニール炉の中で磁界を有する状態でアニールされる請求項1記載のアモルファス金属ステータ。
- 複数のセグメントを備えるアモルファス金属ステータであって、各セグメントは、放射状磁束が前記セグメントを横切るとき1つの空隙を交差するように配向された複数のアモルファス金属ストリップ層を備えるアモルファス金属ステータと、
回転できるように前記ステータ内に配設されているロータと、
前記ステータ及び前記ロータを相互に対して所定の位置に支持する手段とを備え、前記複数のセグメントが互いに隣接する関係に配置されて内方に放射状の突出部を備えて各セグメントが全体的に長手方向に延びて筒状の形態の一部を構成し、
各セグメントは、
第1の自由端を有し、且つアモルファス金属ストリップの接触状態に積み重ねられた複数の層を備えるバック鉄セクションであって、前記バック鉄セクションの最も長いストリップが前記バック鉄セクションの外径に配置されるように、異なる所定の長さに切断することを特徴とするバック鉄セクションと、
第1の自由端を有し、且つアモルファス金属ストリップの接触状態に積み重ねられた複数の層を備える歯状セクションであって、前記歯状セクションの最も長いストリップが前記歯状セクションの中央に配置されるように、異なる所定の長さに切断することを特徴とする歯状セクションとを備え、
前記バック鉄セクション及び前記歯状セクションは、前記バック鉄セクションの前記第1の自由端が前記歯状セクションの前記第1の自由端に接触状態で係合するように配置され、且つ空隙がそれぞれの第1の自由端間に形成されることを特徴とするブラシレス放射状磁束直流電動機。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US9978698A | 1998-06-18 | 1998-06-18 | |
| US09/099,786 | 1998-06-18 | ||
| PCT/US1999/013732 WO1999066624A1 (en) | 1998-06-18 | 1999-06-17 | Amorphous metal stator for a radial-flux electric motor |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012195322A Division JP2013039030A (ja) | 1998-06-18 | 2012-09-05 | 放射状磁束電動機用アモルファス金属ステータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002518975A JP2002518975A (ja) | 2002-06-25 |
| JP5122702B2 true JP5122702B2 (ja) | 2013-01-16 |
Family
ID=22276613
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000555351A Expired - Fee Related JP5122702B2 (ja) | 1998-06-18 | 1999-06-17 | 放射状磁束電動機用アモルファス金属ステータ |
| JP2012195322A Pending JP2013039030A (ja) | 1998-06-18 | 2012-09-05 | 放射状磁束電動機用アモルファス金属ステータ |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012195322A Pending JP2013039030A (ja) | 1998-06-18 | 2012-09-05 | 放射状磁束電動機用アモルファス金属ステータ |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1088382A1 (ja) |
| JP (2) | JP5122702B2 (ja) |
| KR (1) | KR20010052968A (ja) |
| CN (1) | CN1305656A (ja) |
| AU (1) | AU4693099A (ja) |
| BR (1) | BR9911296A (ja) |
| CA (1) | CA2334662A1 (ja) |
| WO (1) | WO1999066624A1 (ja) |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6960860B1 (en) | 1998-06-18 | 2005-11-01 | Metglas, Inc. | Amorphous metal stator for a radial-flux electric motor |
| TWI284447B (en) * | 2000-02-17 | 2007-07-21 | Metglas Inc | Amorphous metal stator for a radial-flux electric motor |
| US6737784B2 (en) * | 2000-10-16 | 2004-05-18 | Scott M. Lindquist | Laminated amorphous metal component for an electric machine |
| US20020195178A1 (en) * | 2001-06-25 | 2002-12-26 | Liebermann Howard H. | Geometrically articulated amorphous metal alloys, processes for their production and articles formed therefrom |
| US6737951B1 (en) | 2002-11-01 | 2004-05-18 | Metglas, Inc. | Bulk amorphous metal inductive device |
| US6873239B2 (en) | 2002-11-01 | 2005-03-29 | Metglas Inc. | Bulk laminated amorphous metal inductive device |
| JP2004236495A (ja) * | 2003-01-10 | 2004-08-19 | Nippon Steel Corp | 励磁機およびそれを用いた同期機 |
| US6920023B2 (en) | 2003-03-21 | 2005-07-19 | Pratt & Whitney Canada Corp. | Current limiting means for a generator |
| US7119467B2 (en) | 2003-03-21 | 2006-10-10 | Pratt & Whitney Canada Corp. | Current limiting means for a generator |
| US7235910B2 (en) | 2003-04-25 | 2007-06-26 | Metglas, Inc. | Selective etching process for cutting amorphous metal shapes and components made thereof |
| US7545056B2 (en) | 2003-05-27 | 2009-06-09 | Pratt & Whitney Canada Corp. | Saturation control of electric machine |
| US7583063B2 (en) | 2003-05-27 | 2009-09-01 | Pratt & Whitney Canada Corp. | Architecture for electric machine |
| US6965183B2 (en) | 2003-05-27 | 2005-11-15 | Pratt & Whitney Canada Corp. | Architecture for electric machine |
| US7262539B2 (en) | 2004-11-26 | 2007-08-28 | Pratt & Whitney Canada Corp. | Saturation control of electric machine |
| US7253548B2 (en) | 2003-06-16 | 2007-08-07 | Pratt & Whitney Canada Corp. | Method and apparatus for controlling an electric machine |
| US7034427B2 (en) * | 2003-08-18 | 2006-04-25 | Light Engineering, Inc. | Selective alignment of stators in axial airgap electric devices comprising low-loss materials |
| US7190101B2 (en) * | 2003-11-03 | 2007-03-13 | Light Engineering, Inc. | Stator coil arrangement for an axial airgap electric device including low-loss materials |
| DE102004013869A1 (de) * | 2004-03-20 | 2005-10-06 | Krebs & Aulich Gmbh | Bandgesetzter Magnetkörper einer elektrischen Maschine |
| JP2006101673A (ja) * | 2004-09-30 | 2006-04-13 | Hitachi Industrial Equipment Systems Co Ltd | 永久磁石を備えた回転電機及びその固定子鉄心の歯部製造方法 |
| DE102005038779B4 (de) * | 2005-08-17 | 2008-04-10 | Danfoss Compressors Gmbh | Linearmotor für einen Kältemittelkompressor |
| US7288923B1 (en) | 2006-04-21 | 2007-10-30 | Pratt & Whitney Canada Corp. | Voltage-limited electric machine |
| WO2008032274A2 (en) * | 2006-09-13 | 2008-03-20 | Megasec Ltd. | Magneto-mechanical markers for use in article surveilance system |
| WO2010082195A1 (en) | 2009-01-13 | 2010-07-22 | Vladimir Manov | Magnetomechanical markers and magnetostrictive amorphous element for use therein |
| JP4909430B2 (ja) * | 2010-05-13 | 2012-04-04 | トヨタ自動車株式会社 | 可変リラクタンス型レゾルバおよびその製造方法 |
| CN103378697A (zh) * | 2012-04-12 | 2013-10-30 | 陶民 | 非晶电机定子挤压成型叠片模具及其制作工艺 |
| US9354422B1 (en) * | 2013-07-01 | 2016-05-31 | Ball Aerospace & Technologies Corp. | High acceleration actuator |
| JP2015076937A (ja) * | 2013-10-08 | 2015-04-20 | 株式会社デンソー | 回転電機のコア |
| CN105703569B (zh) * | 2016-04-11 | 2018-02-02 | 华北电力大学 | 非晶合金电机定子铁芯的制备方法 |
| JP6632722B2 (ja) * | 2016-06-24 | 2020-01-22 | 三菱電機株式会社 | ステータ、電動機、圧縮機、電気掃除機およびステータの製造方法 |
| CN106384649B (zh) * | 2016-10-07 | 2017-12-29 | 辉亚男 | 实现输出电压快速、稳定调节的电力电子变压器 |
| WO2018069956A1 (ja) | 2016-10-11 | 2018-04-19 | 三菱電機株式会社 | ステータ、電動機、駆動装置、圧縮機、及び冷凍空調装置、並びにステータの製造方法 |
| US10637390B1 (en) | 2016-11-16 | 2020-04-28 | Ball Aerospace & Technologies Corp. | Analog switching current drive |
| JP2019106756A (ja) * | 2017-12-08 | 2019-06-27 | トヨタ自動車株式会社 | ステータの製造方法 |
| US11658530B2 (en) | 2021-07-15 | 2023-05-23 | Stoneridge, Inc. | Modular brushless DC (BLDC) motor construction |
| CN115008862B (zh) * | 2022-06-20 | 2024-05-03 | 青岛云路先进材料技术股份有限公司 | 非晶合金带材叠压方法、非晶合金铁芯及轴向电机 |
| JP2025185421A (ja) * | 2024-06-10 | 2025-12-22 | 株式会社Sht | モーター用コア部品の製造方法及びステーターの製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2805435A1 (de) * | 1978-02-09 | 1979-08-16 | Blum Eisen & Metallind | Elektrische maschine mit mindestens einem, durch energiezufuhr bewegbaren, z.b. drehbaren teil, wie elektromotor, generator o.dgl. |
| DE2805438A1 (de) * | 1978-02-09 | 1979-08-16 | Blum Eisen & Metallind | Elektrische maschine mit mindestens einem durch energiezufuhr bewegbaren, z.b. drehbaren teil, wie elektromotor, generator o.dgl. |
| US4392072A (en) * | 1978-09-13 | 1983-07-05 | General Electric Company | Dynamoelectric machine stator having articulated amorphous metal components |
| US4201837A (en) * | 1978-11-16 | 1980-05-06 | General Electric Company | Bonded amorphous metal electromagnetic components |
| US4255684A (en) * | 1979-08-03 | 1981-03-10 | Mischler William R | Laminated motor stator structure with molded composite pole pieces |
| JPS5795608A (en) * | 1980-12-04 | 1982-06-14 | Kawasaki Steel Corp | Method for forming film having excellent insulating property, tension imparting property, corrosion resistance, and bending adhesion in thin electromagnetic band |
| JPS5834544U (ja) * | 1981-08-28 | 1983-03-07 | ティーディーケイ株式会社 | 医療機器用超小型モ−タ− |
| FR2538970A1 (fr) * | 1983-01-05 | 1984-07-06 | Khait Yakov | Circuit magnetique pour machine electrique a poles saillants |
| JPS60167638A (ja) * | 1984-02-08 | 1985-08-31 | Toshiba Corp | 回転電機の固定子鉄心 |
| JPH0693404B2 (ja) * | 1984-06-27 | 1994-11-16 | 三井石油化学工業株式会社 | アモルファス合金製多極コアの製造方法 |
| JPH0339416A (ja) * | 1989-07-01 | 1991-02-20 | Jionkoo Kantee Kofun Yugenkoshi | 強磁性非晶質合金の連続ジュール熱処理方法及びその装置 |
| JPH04317530A (ja) * | 1991-04-15 | 1992-11-09 | Yaskawa Electric Corp | 同期電動機およびその製造方法 |
| JPH04325845A (ja) * | 1991-04-25 | 1992-11-16 | Honda Motor Co Ltd | ステ―タおよびその製造方法 |
| US5671524A (en) * | 1994-09-19 | 1997-09-30 | Electric Power Research Institute, Inc. | Magnetic annealing of amorphous alloy for motor stators |
| WO1997010640A1 (fr) * | 1995-09-14 | 1997-03-20 | Hitachi, Limited | Machine electrique rotative |
| JPH09140075A (ja) * | 1995-11-16 | 1997-05-27 | Matsushita Electric Ind Co Ltd | モータの積層板 |
| JPH09200980A (ja) * | 1996-01-19 | 1997-07-31 | Toyota Motor Corp | ステータおよびその製造方法 |
| US5731649A (en) * | 1996-12-27 | 1998-03-24 | Caama+E,Otl N+Ee O; Ramon A. | Electric motor or generator |
-
1999
- 1999-06-17 AU AU46930/99A patent/AU4693099A/en not_active Abandoned
- 1999-06-17 WO PCT/US1999/013732 patent/WO1999066624A1/en not_active Ceased
- 1999-06-17 BR BR9911296-5A patent/BR9911296A/pt not_active Application Discontinuation
- 1999-06-17 KR KR1020007014354A patent/KR20010052968A/ko not_active Withdrawn
- 1999-06-17 CA CA002334662A patent/CA2334662A1/en not_active Abandoned
- 1999-06-17 CN CN99807491A patent/CN1305656A/zh active Pending
- 1999-06-17 JP JP2000555351A patent/JP5122702B2/ja not_active Expired - Fee Related
- 1999-06-17 EP EP99930379A patent/EP1088382A1/en not_active Withdrawn
-
2012
- 2012-09-05 JP JP2012195322A patent/JP2013039030A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| KR20010052968A (ko) | 2001-06-25 |
| JP2013039030A (ja) | 2013-02-21 |
| BR9911296A (pt) | 2001-10-02 |
| CA2334662A1 (en) | 1999-12-23 |
| CN1305656A (zh) | 2001-07-25 |
| AU4693099A (en) | 2000-01-05 |
| EP1088382A1 (en) | 2001-04-04 |
| JP2002518975A (ja) | 2002-06-25 |
| WO1999066624A1 (en) | 1999-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5122702B2 (ja) | 放射状磁束電動機用アモルファス金属ステータ | |
| US6960860B1 (en) | Amorphous metal stator for a radial-flux electric motor | |
| US6420813B1 (en) | Bulk amorphous metal magnetic components for electric motors | |
| JP3586186B2 (ja) | 回転電機の固定子 | |
| BG60932B1 (bg) | Електрически двигател за постоянен ток | |
| JP2011151884A (ja) | 回転電機および回転電機の固定子の製造方法 | |
| WO2002084842A1 (fr) | Stator pour moteurs a rotor interne et procede de production | |
| KR101247683B1 (ko) | 비정질 스테이터, 이를 이용한 전기 모터 및 그의 제조방법 | |
| JP2021175240A (ja) | 鉄心の製造方法、鉄心、および固定子 | |
| JP3480317B2 (ja) | 電気回転機および回転機コイル | |
| JP4410730B2 (ja) | 回転電機のステータ、回転電機、及び回転電機のステータの製造方法 | |
| KR100937843B1 (ko) | 실린더형 비정질 합금 백 요크의 제조방법 및 이를 이용한 슬롯레스 모터의 제조방법 | |
| JP3419755B2 (ja) | 車両用交流発電機の固定子の製造方法 | |
| JP4543415B2 (ja) | 平滑電機子巻線形acサーボモータのコア構造およびこのコア構造を用いた平滑電機子巻線形acサーボモータ | |
| WO2001061825A1 (en) | Amorphous metal stator for a radial-flux electric motor | |
| JP3576106B2 (ja) | コンデンサ電動機固定子およびその製造方法 | |
| JP3621894B2 (ja) | 内転型電動機の固定子 | |
| JP3307542B2 (ja) | 車両用交流発電機の固定子鉄心 | |
| JP2005261188A (ja) | 回転機用コア及び回転機 | |
| JPH01252135A (ja) | スロットレス型モータの固定子 | |
| JPH0654470A (ja) | 回転電機の鉄心 | |
| JP2005095000A (ja) | 内転型電動機の固定子 | |
| JP2004147380A (ja) | 内転型電動機の固定子およびその製造方法 | |
| SU1636928A1 (ru) | Магнитопровод электрической машины | |
| JP2025185421A (ja) | モーター用コア部品の製造方法及びステーターの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20040108 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060530 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081121 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090220 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100401 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100630 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101001 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110725 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110901 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120305 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120605 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120612 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121002 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121025 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |