JP5129645B2 - 部品内蔵配線基板の製造方法 - Google Patents
部品内蔵配線基板の製造方法 Download PDFInfo
- Publication number
- JP5129645B2 JP5129645B2 JP2008119509A JP2008119509A JP5129645B2 JP 5129645 B2 JP5129645 B2 JP 5129645B2 JP 2008119509 A JP2008119509 A JP 2008119509A JP 2008119509 A JP2008119509 A JP 2008119509A JP 5129645 B2 JP5129645 B2 JP 5129645B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- back surface
- layer
- conductor
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





















Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W76/00—Containers; Fillings or auxiliary members therefor; Seals
- H10W76/10—Containers or parts thereof
- H10W76/12—Containers or parts thereof characterised by their shape
- H10W76/13—Containers comprising a conductive base serving as an interconnection
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0213—Electrical arrangements not otherwise provided for
- H05K1/0216—Reduction of cross-talk, noise or electromagnetic interference
- H05K1/023—Reduction of cross-talk, noise or electromagnetic interference using auxiliary mounted passive components or auxiliary substances
- H05K1/0231—Capacitors or dielectric substances
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/02—Apparatus or processes for manufacturing printed circuits in which the conductive material is applied to the surface of the insulating support and is thereafter removed from such areas of the surface which are not intended for current conducting or shielding
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/01—Manufacture or treatment
- H10W70/05—Manufacture or treatment of insulating or insulated package substrates, or of interposers, or of redistribution layers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/60—Insulating or insulated package substrates; Interposers; Redistribution layers
- H10W70/67—Insulating or insulated package substrates; Interposers; Redistribution layers characterised by their insulating layers or insulating parts
- H10W70/68—Shapes or dispositions thereof
- H10W70/685—Shapes or dispositions thereof comprising multiple insulating layers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W76/00—Containers; Fillings or auxiliary members therefor; Seals
- H10W76/10—Containers or parts thereof
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/18—Printed circuits structurally associated with non-printed electric components
- H05K1/182—Printed circuits structurally associated with non-printed electric components associated with components mounted in printed circuit boards [PCB], e.g. insert-mounted components [IMC]
- H05K1/185—Printed circuits structurally associated with non-printed electric components associated with components mounted in printed circuit boards [PCB], e.g. insert-mounted components [IMC] associated with components encapsulated in the insulating substrate of the PCBs; associated with components incorporated in internal layers of multilayer circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09372—Pads and lands
- H05K2201/09481—Via in pad; Pad over filled via
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/095—Conductive through-holes or vias
- H05K2201/096—Vertically aligned vias, holes or stacked vias
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10613—Details of electrical connections of non-printed components, e.g. special leads
- H05K2201/10621—Components characterised by their electrical contacts
- H05K2201/10674—Flip chip
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10613—Details of electrical connections of non-printed components, e.g. special leads
- H05K2201/10621—Components characterised by their electrical contacts
- H05K2201/10712—Via grid array, e.g. via grid array capacitor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4602—Manufacturing multilayer circuits characterized by a special circuit board as base or central core whereon additional circuit layers are built or additional circuit boards are laminated
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/90—Bond pads, in general
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/90—Bond pads, in general
- H10W72/921—Structures or relative sizes of bond pads
- H10W72/923—Bond pads having multiple stacked layers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/90—Bond pads, in general
- H10W72/941—Dispositions of bond pads
- H10W72/9415—Dispositions of bond pads relative to the surface, e.g. recessed, protruding
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/724—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked insulating package substrate, interposer or RDL
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
Description
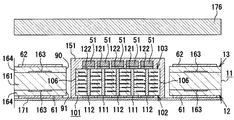
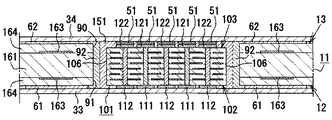
部品主面、部品裏面及び部品側面を有する部品本体、前記部品裏面上に突設された複数の突設導体を有し、前記コア裏面と前記部品裏面とを同じ側に向けた状態で前記収容穴部に収容された部品と、
裏面側層間絶縁層及び裏面側導体層を前記コア裏面上にて積層した構造を有するとともに、半導体集積回路素子を搭載可能な半導体集積回路素子搭載領域が表面に設定された裏面側配線積層部と、
主面側層間絶縁層及び主面側導体層を前記コア主面上にて積層した構造を有し、母基板に接続可能な接続端子部が表面に形成された主面側配線積層部と
を備える部品内蔵配線基板であって、
前記コア裏面側導体層の表面及び前記複数の突設導体の頂部の表面が同一平面上に位置するとともに、前記コア裏面側導体層の表面及び前記頂部の表面の算術平均粗さが、前記コア主面側導体層の表面の算術平均粗さよりも粗くなっており、
前記コア裏面側導体層は、前記コア主面側導体層よりも薄くなっている
ことを特徴とする部品内蔵配線基板。
11…コア基板
12…コア主面
13…コア裏面
21…半導体集積回路素子としてのICチップ
23…半導体集積回路素子搭載領域としてのICチップ搭載領域
31…主面側配線積層部としての主面側ビルドアップ層
32…裏面側配線積層部としての裏面側ビルドアップ層
33,35…主面側層間絶縁層としての主面側樹脂絶縁層
34,36…裏面側層間絶縁層としての裏面側樹脂絶縁層
39…主面側配線積層部の表面
41…主面側導体層
42…裏面側導体層
47…ビア導体
50…接続端子部
51…突設導体
52…頂部
61…コア主面側導体層
62…コア裏面上に形成された導体層としてのコア裏面側導体層
90…収容穴部
91…内壁面
92…樹脂層
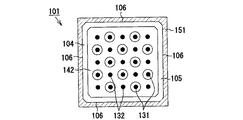
101…部品としてのセラミックコンデンサ
102…部品主面としてのコンデンサ主面
103…部品裏面としてのコンデンサ裏面
104…部品本体としてのセラミック焼結体
106…部品側面としてのコンデンサ側面
121…表面電極としての裏面側電源用電極
122…表面電極としての裏面側グランド用電極
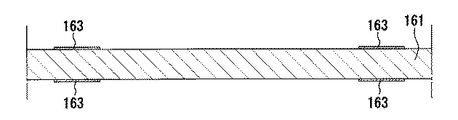
151…樹脂材としての樹脂被覆層
182…ビア孔
Claims (9)
- コア主面及びコア裏面を有し、少なくとも前記コア裏面にて開口する収容穴部を有するコア基板を準備するコア基板準備工程と、
部品主面、部品裏面及び部品側面を有する部品本体、前記部品裏面上に突設された複数の突設導体を有する部品を準備する部品準備工程と、
前記コア基板準備工程及び前記部品準備工程後、前記コア裏面と前記部品裏面とを同じ側に向けた状態で、前記収容穴部内に前記部品を収容する収容工程と、
前記収容工程後、前記複数の突設導体の頂部の表面と、前記コア裏面上に形成された導体層の表面とを同じ高さに合わせるべく前記頂部及び前記導体層の少なくとも一方を機械的に除去する高さ合わせ工程と
を含むことを特徴とする部品内蔵配線基板の製造方法。 - 前記高さ合わせ工程では、硬化状態の樹脂材を前記複数の突設導体間に配置した状態で、前記頂部の表面を研磨することを特徴とする請求項1に記載の部品内蔵配線基板の製造方法。
- 前記収容工程後かつ前記高さ合わせ工程前に、
前記コア裏面上及び前記部品裏面上に樹脂層を形成するともに、前記樹脂層の一部で前記収容穴部の内壁面と前記部品側面との隙間を埋める樹脂層形成工程と、
前記樹脂層形成工程後、前記樹脂層を硬化させて前記部品を固定する固定工程と
を行い、
前記高さ合わせ工程では、前記頂部の表面を研磨すると同時に前記樹脂層を研磨することを特徴とする請求項2に記載の部品内蔵配線基板の製造方法。 - 前記部品準備工程は、前記部品主面、前記部品裏面及び前記部品側面のうち少なくとも前記部品裏面を覆う樹脂被覆層を形成する樹脂被覆層形成工程を含んでおり、
前記高さ合わせ工程では、前記頂部の表面を研磨すると同時に前記部品裏面を覆う樹脂被覆層を研磨する
ことを特徴とする請求項2に記載の部品内蔵配線基板の製造方法。 - 前記部品は前記コア基板よりも薄く形成されるとともに、前記複数の突設導体は、前記収容穴部内に前記部品が収容された状態で前記コア裏面から突出する程度の厚さに形成されており、
前記高さ合わせ工程では、前記複数の突設導体を低くすることにより、前記頂部の表面と前記導体層の表面とを同じ高さに合わせる
ことを特徴とする請求項1乃至4のいずれか1項に記載の部品内蔵配線基板の製造方法。 - 前記高さ合わせ工程後に、
前記コア裏面及び前記部品裏面上に裏面側層間絶縁層を形成する裏面側層間絶縁層形成工程と、
レーザー孔あけ加工を行って、前記裏面側層間絶縁層を貫通するビア孔を形成し、前記頂部の表面を露出させるビア孔形成工程と、
前記ビア孔の内部にビア導体を形成するビア導体形成工程と
を行うことを特徴とする請求項1乃至5のいずれか1項に記載の部品内蔵配線基板の製造方法。 - 前記複数の突設導体は、前記部品裏面上に配置された複数の表面電極上にて突設されており、
前記複数の突設導体の厚さは、前記複数の表面電極の厚さよりも大きいことを特徴とする請求項1乃至6のいずれか1項に記載の部品内蔵配線基板の製造方法。 - 前記複数の突設導体は、前記部品裏面上に配置された複数の表面電極上にて突設されており、
前記複数の突設導体の直径は、前記複数の表面電極の直径と等しいことを特徴とする請求項1乃至7のいずれか1項に記載の部品内蔵配線基板の製造方法。 - 前記複数の突設導体は、めっきによって形成されることを特徴とする請求項1乃至8のいずれか1項に記載の部品内蔵配線基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008119509A JP5129645B2 (ja) | 2007-05-07 | 2008-05-01 | 部品内蔵配線基板の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007122034 | 2007-05-07 | ||
| JP2007122034 | 2007-05-07 | ||
| JP2008119509A JP5129645B2 (ja) | 2007-05-07 | 2008-05-01 | 部品内蔵配線基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008306173A JP2008306173A (ja) | 2008-12-18 |
| JP5129645B2 true JP5129645B2 (ja) | 2013-01-30 |
Family
ID=39968499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008119509A Expired - Fee Related JP5129645B2 (ja) | 2007-05-07 | 2008-05-01 | 部品内蔵配線基板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7936567B2 (ja) |
| JP (1) | JP5129645B2 (ja) |
| KR (1) | KR101463995B1 (ja) |
| CN (1) | CN101303981B (ja) |
| TW (1) | TWI423745B (ja) |
Families Citing this family (71)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI316381B (en) * | 2007-01-24 | 2009-10-21 | Phoenix Prec Technology Corp | Circuit board and fabrication method thereof |
| KR100969412B1 (ko) * | 2008-03-18 | 2010-07-14 | 삼성전기주식회사 | 다층 인쇄회로기판 및 그 제조방법 |
| US20090296310A1 (en) * | 2008-06-03 | 2009-12-03 | Azuma Chikara | Chip capacitor precursors, packaged semiconductors, and assembly method for converting the precursors to capacitors |
| TWI443789B (zh) * | 2008-07-04 | 2014-07-01 | 欣興電子股份有限公司 | 嵌埋有半導體晶片之電路板及其製法 |
| US8114708B2 (en) * | 2008-09-30 | 2012-02-14 | General Electric Company | System and method for pre-patterned embedded chip build-up |
| JP2010114434A (ja) * | 2008-10-08 | 2010-05-20 | Ngk Spark Plug Co Ltd | 部品内蔵配線基板及びその製造方法 |
| KR20100065689A (ko) * | 2008-12-08 | 2010-06-17 | 삼성전기주식회사 | 금속범프를 갖는 인쇄회로기판 및 그 제조방법 |
| JP2010171413A (ja) * | 2008-12-26 | 2010-08-05 | Ngk Spark Plug Co Ltd | 部品内蔵配線基板の製造方法 |
| JP2010171414A (ja) * | 2008-12-26 | 2010-08-05 | Ngk Spark Plug Co Ltd | 部品内蔵配線基板の製造方法 |
| JP5306797B2 (ja) * | 2008-12-26 | 2013-10-02 | 日本特殊陶業株式会社 | 部品内蔵配線基板の製造方法 |
| US8261435B2 (en) * | 2008-12-29 | 2012-09-11 | Ibiden Co., Ltd. | Printed wiring board and method for manufacturing the same |
| US8395054B2 (en) * | 2009-03-12 | 2013-03-12 | Ibiden Co., Ltd. | Substrate for mounting semiconductor element and method for manufacturing substrate for mounting semiconductor element |
| EP2410827B1 (en) * | 2009-03-19 | 2018-09-19 | Murata Manufacturing Co., Ltd. | Circuit board and mother laminated body |
| US8829355B2 (en) * | 2009-03-27 | 2014-09-09 | Ibiden Co., Ltd. | Multilayer printed wiring board |
| US8299366B2 (en) * | 2009-05-29 | 2012-10-30 | Ibiden Co., Ltd. | Wiring board and method for manufacturing the same |
| KR101038482B1 (ko) * | 2009-07-08 | 2011-06-02 | 삼성전기주식회사 | 전자소자 내장형 인쇄회로기판 및 그 제조방법 |
| TWI418272B (zh) * | 2009-08-25 | 2013-12-01 | 三星電機股份有限公司 | 處理核心基板之空腔的方法 |
| JP2011077075A (ja) * | 2009-09-29 | 2011-04-14 | Oki Electric Industry Co Ltd | 発熱性電子素子内蔵のモジュール基板及びその製造方法 |
| CN102474992B (zh) * | 2009-12-15 | 2015-08-12 | 日本特殊陶业株式会社 | 电容内置布线基板及配件内置布线基板 |
| WO2011089936A1 (ja) * | 2010-01-22 | 2011-07-28 | 日本電気株式会社 | 機能素子内蔵基板及び配線基板 |
| KR101136395B1 (ko) * | 2010-05-28 | 2012-04-18 | 엘지이노텍 주식회사 | 매립형 인쇄회로기판 및 그 제조방법 |
| DE102010039417A1 (de) * | 2010-08-17 | 2012-02-23 | Bayerische Motoren Werke Aktiengesellschaft | Umverdrahtungselement für ein Energiespeichermodul und Energiespeichermodul |
| TWI451549B (zh) * | 2010-11-12 | 2014-09-01 | 欣興電子股份有限公司 | 嵌埋半導體元件之封裝結構及其製法 |
| US8343808B2 (en) | 2010-11-22 | 2013-01-01 | Bridge Semiconductor Corporation | Method of making stackable semiconductor assembly with bump/base/flange heat spreader and build-up circuitry |
| US20120126399A1 (en) | 2010-11-22 | 2012-05-24 | Bridge Semiconductor Corporation | Thermally enhanced semiconductor assembly with bump/base/flange heat spreader and build-up circuitry |
| US8841171B2 (en) | 2010-11-22 | 2014-09-23 | Bridge Semiconductor Corporation | Method of making stackable semiconductor assembly with bump/flange heat spreader and dual build-up circuitry |
| JP2012119601A (ja) * | 2010-12-03 | 2012-06-21 | Nec Corp | インターポーザ及び半導体装置 |
| US8844125B2 (en) * | 2011-01-14 | 2014-09-30 | Harris Corporation | Method of making an electronic device having a liquid crystal polymer solder mask and related devices |
| JP2012164952A (ja) * | 2011-01-20 | 2012-08-30 | Ibiden Co Ltd | 電子部品内蔵配線板及びその製造方法 |
| KR20130072608A (ko) * | 2011-12-22 | 2013-07-02 | 삼성전자주식회사 | 디스플레이 장치 |
| CN103219306A (zh) * | 2012-01-19 | 2013-07-24 | 欣兴电子股份有限公司 | 嵌埋有电子组件的封装结构及其制法 |
| US9204552B2 (en) * | 2012-01-26 | 2015-12-01 | Ibiden Co., Ltd. | Printed wiring board |
| US8556159B2 (en) | 2012-02-24 | 2013-10-15 | Freescale Semiconductor, Inc. | Embedded electronic component |
| KR20140016081A (ko) * | 2012-07-30 | 2014-02-07 | 삼성전기주식회사 | 전자소자 내장기판 제조방법 |
| TWI483365B (zh) * | 2012-09-26 | 2015-05-01 | 財團法人工業技術研究院 | 封裝基板及其製法 |
| US9113574B2 (en) * | 2012-10-25 | 2015-08-18 | Ibiden Co., Ltd. | Wiring board with built-in electronic component and method for manufacturing the same |
| JP2015038912A (ja) * | 2012-10-25 | 2015-02-26 | イビデン株式会社 | 電子部品内蔵配線板およびその製造方法 |
| US9653370B2 (en) * | 2012-11-30 | 2017-05-16 | Infineon Technologies Austria Ag | Systems and methods for embedding devices in printed circuit board structures |
| KR20140083514A (ko) * | 2012-12-26 | 2014-07-04 | 삼성전기주식회사 | 코어기판 및 그 제조방법, 그리고 전자부품 내장기판 및 그 제조방법 |
| KR101497192B1 (ko) * | 2012-12-27 | 2015-02-27 | 삼성전기주식회사 | 전자부품 내장 인쇄회로기판 및 그 제조방법 |
| US8877558B2 (en) | 2013-02-07 | 2014-11-04 | Harris Corporation | Method for making electronic device with liquid crystal polymer and related devices |
| JP2014179430A (ja) * | 2013-03-14 | 2014-09-25 | Ibiden Co Ltd | 半導体素子搭載用多層プリント配線板 |
| KR101514518B1 (ko) * | 2013-05-24 | 2015-04-22 | 삼성전기주식회사 | 전자부품 내장 인쇄회로기판 및 그 제조방법 |
| TWI634826B (zh) * | 2013-06-17 | 2018-09-01 | 味之素股份有限公司 | Manufacturing method of built-in component wiring board, built-in component insulating substrate, built-in component two-layer wiring substrate, and semiconductor device |
| US9293438B2 (en) | 2013-07-03 | 2016-03-22 | Harris Corporation | Method for making electronic device with cover layer with openings and related devices |
| KR20150009826A (ko) * | 2013-07-17 | 2015-01-27 | 삼성전자주식회사 | 소자 내장형 패키지 기판 및 이를 포함하는 반도체 패키지 |
| KR101514539B1 (ko) * | 2013-08-29 | 2015-04-22 | 삼성전기주식회사 | 전자부품 내장기판 |
| JP2015065400A (ja) * | 2013-09-25 | 2015-04-09 | サムソン エレクトロ−メカニックス カンパニーリミテッド. | 素子内蔵型印刷回路基板及びその製造方法 |
| JP2015095587A (ja) * | 2013-11-13 | 2015-05-18 | 日本特殊陶業株式会社 | 多層配線基板 |
| JP6649770B2 (ja) * | 2014-02-21 | 2020-02-19 | 三井金属鉱業株式会社 | 内蔵キャパシタ層形成用銅張積層板、多層プリント配線板及び多層プリント配線板の製造方法 |
| JP2015211194A (ja) * | 2014-04-30 | 2015-11-24 | イビデン株式会社 | プリント配線板および半導体パッケージ、ならびにプリント配線板の製造方法 |
| US9699921B2 (en) * | 2014-08-01 | 2017-07-04 | Fujikura Ltd. | Multi-layer wiring board |
| JP2016076658A (ja) * | 2014-10-08 | 2016-05-12 | イビデン株式会社 | 電子部品内蔵配線板及びその製造方法 |
| TWI554174B (zh) * | 2014-11-04 | 2016-10-11 | 上海兆芯集成電路有限公司 | 線路基板和半導體封裝結構 |
| JP6695066B2 (ja) * | 2014-11-27 | 2020-05-20 | ツーハイ アクセス セミコンダクター カンパニー リミテッド | フレームがコンデンサと直列に少なくとも1個のビアを備えるようなチップ用のポリマーフレーム |
| KR102139755B1 (ko) * | 2015-01-22 | 2020-07-31 | 삼성전기주식회사 | 인쇄회로기판 및 그 제조방법 |
| US9627311B2 (en) * | 2015-01-22 | 2017-04-18 | Mediatek Inc. | Chip package, package substrate and manufacturing method thereof |
| EP3314648A4 (en) * | 2015-06-25 | 2019-01-09 | Intel Corporation | INTEGRATED CIRCUIT STRUCTURES WITH INTERPOSERS WITH SAVINGS |
| JP6516023B2 (ja) * | 2016-01-07 | 2019-05-22 | 株式会社村田製作所 | 多層基板、電子機器及び多層基板の製造方法 |
| JP2017123459A (ja) * | 2016-01-08 | 2017-07-13 | サムソン エレクトロ−メカニックス カンパニーリミテッド. | プリント回路基板 |
| JP2017157792A (ja) * | 2016-03-04 | 2017-09-07 | イビデン株式会社 | 電子部品内蔵基板及びその製造方法 |
| KR102565119B1 (ko) * | 2016-08-25 | 2023-08-08 | 삼성전기주식회사 | 전자 소자 내장 기판과 그 제조 방법 및 전자 소자 모듈 |
| JP2018146511A (ja) * | 2017-03-08 | 2018-09-20 | トヨタ自動車株式会社 | 膜厚測定方法及び自動車の製造方法 |
| JP2019067858A (ja) * | 2017-09-29 | 2019-04-25 | イビデン株式会社 | プリント配線板及びその製造方法 |
| EP3478033B1 (en) * | 2017-10-25 | 2025-02-19 | AT & S Austria Technologie & Systemtechnik Aktiengesellschaft | Embedding component with pre-connected pillar in component carrier |
| KR102683289B1 (ko) * | 2018-12-17 | 2024-07-10 | 삼성전기주식회사 | 인쇄회로기판 |
| US10624213B1 (en) * | 2018-12-20 | 2020-04-14 | Intel Corporation | Asymmetric electronic substrate and method of manufacture |
| JP7279538B2 (ja) * | 2019-06-19 | 2023-05-23 | 富士フイルムビジネスイノベーション株式会社 | 発光装置 |
| CN110213907A (zh) * | 2019-07-03 | 2019-09-06 | 安捷利电子科技(苏州)有限公司 | 一种在印刷电路板上进行埋容的工艺以及埋容电路板 |
| US10984957B1 (en) | 2019-12-03 | 2021-04-20 | International Business Machines Corporation | Printed circuit board embedded capacitor |
| CN111952201B (zh) * | 2020-07-14 | 2022-02-18 | 珠海越亚半导体股份有限公司 | 一种嵌入式封装基板的制造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3672169B2 (ja) * | 1999-03-05 | 2005-07-13 | 日本特殊陶業株式会社 | コンデンサ、コア基板本体の製造方法、及び、コンデンサ内蔵コア基板の製造方法 |
| JP2001077483A (ja) * | 1999-07-06 | 2001-03-23 | Ngk Spark Plug Co Ltd | 配線基板およびその製造方法 |
| CN100381027C (zh) | 1999-09-02 | 2008-04-09 | 伊比登株式会社 | 印刷布线板及其制造方法 |
| KR20070101408A (ko) | 1999-09-02 | 2007-10-16 | 이비덴 가부시키가이샤 | 프린트배선판 및 프린트배선판의 제조방법 |
| JP2002043718A (ja) * | 2000-05-17 | 2002-02-08 | Ngk Spark Plug Co Ltd | 配線基板 |
| JP4108270B2 (ja) * | 2000-12-15 | 2008-06-25 | イビデン株式会社 | 多層プリント配線板およびその製造方法 |
| JP2005039243A (ja) * | 2003-06-24 | 2005-02-10 | Ngk Spark Plug Co Ltd | 中間基板 |
| CN1819174A (zh) * | 2005-02-09 | 2006-08-16 | 日本特殊陶业株式会社 | 布线基板及布线基板内置用电容器 |
| TWI414218B (zh) * | 2005-02-09 | 2013-11-01 | 日本特殊陶業股份有限公司 | 配線基板及配線基板內建用之電容器 |
| JP4726546B2 (ja) * | 2005-06-03 | 2011-07-20 | 日本特殊陶業株式会社 | 配線基板の製造方法 |
| JP4585923B2 (ja) | 2005-06-15 | 2010-11-24 | 日本特殊陶業株式会社 | 配線基板及びその製造方法 |
| JP4546415B2 (ja) * | 2005-09-01 | 2010-09-15 | 日本特殊陶業株式会社 | 配線基板、セラミックキャパシタ |
| JP4838068B2 (ja) * | 2005-09-01 | 2011-12-14 | 日本特殊陶業株式会社 | 配線基板 |
-
2008
- 2008-04-23 US US12/107,971 patent/US7936567B2/en not_active Expired - Fee Related
- 2008-05-01 JP JP2008119509A patent/JP5129645B2/ja not_active Expired - Fee Related
- 2008-05-05 TW TW097116416A patent/TWI423745B/zh not_active IP Right Cessation
- 2008-05-07 KR KR1020080042445A patent/KR101463995B1/ko not_active Expired - Fee Related
- 2008-05-07 CN CN2008100887984A patent/CN101303981B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| TW200908827A (en) | 2009-02-16 |
| KR20080099192A (ko) | 2008-11-12 |
| KR101463995B1 (ko) | 2014-11-20 |
| JP2008306173A (ja) | 2008-12-18 |
| US7936567B2 (en) | 2011-05-03 |
| US20080277150A1 (en) | 2008-11-13 |
| CN101303981A (zh) | 2008-11-12 |
| CN101303981B (zh) | 2012-02-01 |
| TWI423745B (zh) | 2014-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5129645B2 (ja) | 部品内蔵配線基板の製造方法 | |
| US8546700B2 (en) | Capacitor for incorporation in wiring board, wiring board, method of manufacturing wiring board, and ceramic chip for embedment | |
| JP2010171413A (ja) | 部品内蔵配線基板の製造方法 | |
| JP2007096262A (ja) | 配線基板、埋め込み用セラミックチップ | |
| JP2010171414A (ja) | 部品内蔵配線基板の製造方法 | |
| JP4954824B2 (ja) | 部品内蔵配線基板、配線基板内蔵用コンデンサ | |
| JP5512558B2 (ja) | 部品内蔵配線基板の製造方法 | |
| JP4954765B2 (ja) | 配線基板の製造方法 | |
| JP5112005B2 (ja) | 板状部品内蔵配線基板及びその製造方法 | |
| JP5179856B2 (ja) | 配線基板内蔵用部品及びその製造方法、配線基板 | |
| JP5192865B2 (ja) | 部品内蔵配線基板の製造方法 | |
| JP4964481B2 (ja) | 配線基板 | |
| JP5221228B2 (ja) | 部品内蔵配線基板及びその製造方法 | |
| JP4405477B2 (ja) | 配線基板及びその製造方法、埋め込み用セラミックチップ | |
| JP4648230B2 (ja) | 配線基板の製造方法 | |
| JP5306797B2 (ja) | 部品内蔵配線基板の製造方法 | |
| JP5192864B2 (ja) | 部品内蔵配線基板の製造方法 | |
| JP4814129B2 (ja) | 部品内蔵配線基板、配線基板内蔵用部品 | |
| JP2009004459A (ja) | コンデンサ内蔵配線基板 | |
| JP5172410B2 (ja) | 部品内蔵配線基板の製造方法 | |
| JP2009152415A (ja) | セラミック部品の製造方法 | |
| JP2010021369A (ja) | 部品内蔵配線基板及びその製造方法 | |
| JP2008244029A (ja) | 部品内蔵配線基板、配線基板内蔵用部品 | |
| JP2009147177A (ja) | 配線基板内蔵用コンデンサ及び配線基板 | |
| JP4668822B2 (ja) | 配線基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110310 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121102 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5129645 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151109 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |