JP5207796B2 - 耐炎化処理装置および前駆体繊維束の耐炎化処理方法 - Google Patents
耐炎化処理装置および前駆体繊維束の耐炎化処理方法 Download PDFInfo
- Publication number
- JP5207796B2 JP5207796B2 JP2008088610A JP2008088610A JP5207796B2 JP 5207796 B2 JP5207796 B2 JP 5207796B2 JP 2008088610 A JP2008088610 A JP 2008088610A JP 2008088610 A JP2008088610 A JP 2008088610A JP 5207796 B2 JP5207796 B2 JP 5207796B2
- Authority
- JP
- Japan
- Prior art keywords
- flameproofing
- hot air
- fiber bundle
- precursor fiber
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Inorganic Fibers (AREA)
Description
耐炎化処理装置101では、前駆体繊維束Wを熱処理室110内に多段に走行させ、加熱と冷却を繰り返すため、前駆体繊維束Wの発熱による糸切れを抑えられる。また、このような耐炎化処理装置101を複数備え、各熱処理室110の熱風の温度を例えば230℃、240℃、250℃のように設定することで、前駆体繊維束Wを連続的に耐炎化処理できる。
そのため、前駆体繊維束を連続的に、かつ短い時間で耐炎化処理することができる耐炎化処理装置および耐炎化処理方法が求められている。
また、本発明では、連続的に、かつ短い時間で前駆体繊維束を耐炎化処理することのできる前駆体繊維束の耐炎化処理方法を目的とする。
また、本発明の耐炎化処理方法によれば、連続的に、かつ短い時間で前駆体繊維束を耐炎化処理することができる。
本発明の耐炎化処理装置は、前駆体繊維束を耐炎化処理する熱処理室と、前記熱処理室の外側で前記前駆体繊維束を(n−1)回(nは1以上の整数である)折り返して、n段の前駆体繊維束を熱処理室内に走行させるローラ群と、前記熱処理室内を走行する前記前駆体繊維束によって仕切られる、前記熱処理室内の(n+1)段の耐炎化処理領域に、対向して設けられた熱風吹込口および熱風吸込口とを具備する装置である。
また、(i+1)段目(iは1〜nの整数である)の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔が、i段目の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔と同じかまたは長くされ、かつ(n+1)段目の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔が、1段目の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔よりも長くされていることを特徴する。
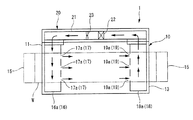
本実施形態の耐炎化処理装置1は、図1〜3に示すように、前駆体繊維束Wを耐炎化処理する熱処理室10と、熱処理室10の外側で前駆体繊維束Wを4回折り返して、5段の前駆体繊維束Wを熱処理室内に走行させるガイドローラ15(ローラー群)と、熱処理室10内を走行する前駆体繊維束Wによって仕切られる、熱処理室10内の6段の耐炎化処理領域に、対向して設けられた熱風供給ノズル16a、16b、16c、16d、16e、16f(以下、まとめて熱風供給ノズル16ということもある)および熱風吸込ノズル18a、18b、18c、18d、18e、18f(以下、まとめて熱風吸込口18ということもある)と、熱風吸込ノズル18からの熱風を加熱して熱風供給ノズル16に供給する熱風循環流路21を有する熱風循環室20とを具備している。
熱処理室10の材質としては、例えば、鉄、ステンレスなどが挙げられる。
すなわち、本実施形態では、最上段の耐炎化処理領域が1段目の耐炎化処理領域であり、最下段の耐炎化処理領域が6段目の耐炎化処理領域である。前駆体繊維束Wを熱処理室10の下部側から供給し、4回折り返して5段の前駆体繊維束Wを熱処理室10内に走行させ、熱処理室10の上部側から前駆体繊維束Wを排出する場合は、最下段の耐炎化処理領域が1段目の耐炎化処理領域、最上段の耐炎化処理領域が6段目の耐炎化処理領域となる。
熱風吹込口17は、例えば、パンチングメタルなどにより作製された多孔板を設けることにより形成することができ、この熱風吹込口17から熱風が熱処理室10に内吹き込まれる。
1つの熱風供給ノズル16に形成される熱風吹込口17の数は、前駆体繊維束Wを均一に加熱することができれば特に限定はなく、3〜21個であることが好ましい。
熱風吸込口19は、例えば、パンチングメタルなどにより作製された多孔板を設けることにより形成することができ、この熱風吸込口19により熱処理室10内から熱風が吸い込まれる。
また、熱風供給ノズル16の前駆体繊維束Wの走行方向に沿った長さは、上部側の熱風供給ノズル16aから下部側の熱風供給ノズル16fにいくに従って順に短くなっている。同様に、熱風吸込ノズル18の前駆体繊維束Wの走行方向に沿った長さは、上部側の熱風吸込ノズル18aから下部側の熱風吸込ノズル18fにいくに従って順に短くなっている。
間隔Dn+1が間隔D1の1.2倍以上であれば、熱処理室10内に吹き込む熱風の温度をより高く設定して、耐炎化処理に要する時間を短縮することが容易になる。また、間隔Dn+1が間隔D1の2.0倍以下であれば、前駆体繊維束Xが発熱して糸切れが生じることを抑制しやすい。
ヒーター22は、熱風を加熱できるものであれば特に限定はなく、例えば、電気ヒータなどが挙げられる。
ファン23は、熱風を循環させることができるものであれば特に限定はなく、耐炎化処理装置に通常用いられる既存のファンを用いることができる。
本発明の耐炎化処理装置においては、nは、3〜20の整数であることが好ましく、5〜15の整数であることがより好ましい。nが3以上の整数であれば、熱処理室の設定温度における前駆体繊維束Wの耐炎化処理を充分に行うことが容易になる。また、nが20以下の整数であれば、加熱エネルギーの無駄を抑え、短時間で耐炎化処理することが容易になる。
例えば、図4(a)に示すように、熱処理室10内における熱風供給ノズル16と熱風吸込ノズル18の前駆体繊維束の走行方向に沿った位置を、後段にいくにつれてお互いに離すことにより、各段の耐炎化処理領域における熱風吹込口17と熱風吸込口19との間隔が徐々に長くされた耐炎化処理装置2であってもよい。
また、図4(b)に示すように、熱処理室10内における熱風供給ノズル16の前駆体繊維束の走行方向に沿った位置を、後段にいくにつれて前壁11に近づくようにし、熱風吸込ノズル18の前駆体繊維束の走行方向に沿った位置を、全て熱処理室10の後壁13近傍の一定の位置とすることにより、各段の耐炎化処理領域における熱風吹込口17と熱風吸込口19との間隔が徐々に長くされた耐炎化処理装置3であってもよい。
例えば、1〜3段目の耐炎化処理領域における間隔D1、D2、D3が同じで、4〜6段目の耐炎化処理領域における間隔D4、D5、D6が同じであり、かつ6段目の耐炎化処理領域におけるD6が、1段目の耐炎化処理領域におけるD1よりも長くされている耐炎化処理装置4(n=5に限定されない。)であってもよい。
本発明の前駆体繊維束の耐炎化処理方法は、前駆体繊維束を耐炎化処理する熱処理室の外側で、前記前駆体繊維束を(n−1)回(ただし、nは1以上の整数である。)折り返して、n段の前駆体繊維束を熱処理室内に走行させ、前記熱処理室内を走行する前記前駆体繊維束によって仕切られる、前記熱処理室内の(n+1)段の耐炎化処理領域で熱風を前駆体繊維束に当てて耐炎化処理する方法において、(i+1)段目(ただし、iは耐炎化処理の順番であり、1〜nの整数である。)の耐炎化処理領域を走行する前駆体繊維束の熱風が当てられる間隔が、i段目の耐炎化処理領域を走行する前駆体繊維束の熱風が当てられる間隔と同じかまたは長くされ、かつ(n+1)段目の耐炎化処理領域を走行する前駆体繊維束の熱風が当てられる間隔が、1段目の耐炎化処理領域を走行する前駆体繊維束の熱風が当てられる間隔よりも長くされていることを特徴とする方法である。
まず、供給源(図示せず)から前駆体繊維束Wが熱処理室10へと送られ、熱処理室10の前壁11の挿入口12aから熱処理室10内へと挿入される(図1および図3)。挿入口12aから挿入された前駆体繊維束Wは、挿入口12aから熱処理室10の後壁13の挿入口14aまで走行し、挿入口14aから熱処理室10の外側に送り出される。挿入口14aから出た前駆体繊維束Wは、熱処理室10の外側でガイドローラ15により折り返され、隣接する下段の挿入口14bから再び熱処理室10内へと挿入される(図3)。
熱風吸込ノズル18に吸い込まれた熱風は、熱風循環流路21内においてヒーター22で加熱されることにより温度が一定に保たれ、ファン23によって熱風供給ノズル16側へと送られて熱処理室10内へと吹き込まれる。
また、耐炎化処理装置1における6段目の間隔D6が、1段目の間隔D1よりも長くなっていることから、6段目の耐炎化処理領域を走行する前駆体繊維束の熱風が当てられる間隔が、1段目の耐炎化処理領域を走行する前駆体繊維束の熱風が当てられる間隔よりも長くなっている。
熱風供給ノズル16から熱処理室10内に吹き込まれる熱風の温度は、前駆体繊維束Wの耐炎化処理の段階に応じて設定すればよく、200〜300℃であることが好ましく、220〜280℃であることがより好ましい。
耐炎化処理装置1では、各耐炎化処理領域における熱風吹込口17と熱風吸込口19との間隔(処理長)が、1段目から6段目にいくにつれて長くなっているため、1〜5段目の耐炎化処理領域では熱風により前駆体繊維束Wを加熱する時間が徐々に長くなるようにされている。そのため、1〜5段目の耐炎化処理領域では前記設定温度がある程度高い場合であっても、処理長を調節して加熱時間を短くすることで、前駆体繊維束Wが著しく発熱して糸切れが生じることを抑えることができる。
前駆体繊維束Wの走行速度は、前駆体繊維束Wの耐炎化処理が充分に行える速度であればよく、1〜20m/minであることが好ましい。
また、本発明の耐炎化処理方法は、耐炎化処理装置2〜4を用いて行ってもよく、耐炎化処理装置Aを用いて行ってもよいが、それらの耐炎化処理装置には限定されない。
また、複数の耐炎化処理装置を用いて連続的に耐炎化処理を行う際は、前記耐炎化処理装置1〜4のような異なる耐炎化処理装置を組み合わせてもよく、本発明の耐炎化処理装置と従来の耐炎化処理装置を組み合わせてもよい。
また、特許文献2のような、熱処理室への前駆体繊維束の供給速度を変化させる方法では、複数の耐炎化処理装置を用いた連続的な耐炎化処理が行えなかった。
また、本発明の耐炎化処理装置は、複数の耐炎化処理装置を用い、各熱処理室の温度が徐々に上昇するようにして耐炎化処理を連続的に行うことができる。
また、本発明の耐炎化処理方法によれば、前駆体繊維束を、連続的にかつ短時間で耐炎化処理することができる。
前駆体繊維束Wとしては、10本のポリアクリロニトリル系繊維束を、それらが互いに並行となるようにシート状に引き揃えて前駆体繊維束群としたものを用いた。前記ポリアクリロニトリル系繊維束の1本当たりの単糸繊度は1.2dtex、単糸数は50000本であった。
耐炎化処理装置101は、n=5の耐炎化処理装置とし、各段の耐炎化処理領域の熱風吹込口117と熱風吸込口119との間隔を8mとした。この耐炎化処理装置101に、走行速度1.8m/minで前駆体繊維束Wを供給し、全耐炎化処理時間を16.7分間として耐炎化処理を施した。熱処理室110に吹き込む熱風は、温度236℃、風速3m/sとした。
1回目の耐炎化処理を終えた前駆体繊維束Wの耐炎化密度を測定したところ、1.24g/cm3であった。
耐炎化処理を施しながら前駆体繊維束を観察したところ、熱風の温度が256℃となったところで前駆体繊維束に糸切れが生じた。
この耐炎化処理を終えた前駆体繊維束Wの耐炎化密度を測定したところ、1.30g/cm3であった。
実施例1の1回目の耐炎化処理を終えた前駆体繊維束Wについて、同じ耐炎化処理装置101を用いて、走行速度3m/minで前駆体繊維束Wを供給し、同様に2回目の耐炎化処理を行った。熱処理室110に吹き込む熱風は、風速3m/sとし、温度を236℃から徐々に上昇させた。
耐炎化処理を施しながら前駆体繊維束を観察したところ、熱風の温度が246℃となったところで前駆体繊維束に糸切れが生じた。
この耐炎化処理を終えた前駆体繊維束Wの耐炎化密度を測定したところ、1.26g/cm3であった。
一方、2回目の耐炎化処理にも従来の耐炎化処理装置101を用いた比較例1では、2回目の耐炎化処理における熱風の温度を実施例1に比べて低く設定せざるをえず、それにより耐炎化密度が1.26g/cm3となるまでしか耐炎化処理を進行させることができなかった。
以上の結果から、本発明の耐炎化処理装置を用いれば、耐炎化処理に要する時間を短縮できることが確認できた。
Claims (4)
- 前駆体繊維束を耐炎化処理する熱処理室と、
前記熱処理室の外側で前記前駆体繊維束を(n−1)回(ただし、nは1以上の整数である。)折り返して、n段の前駆体繊維束を熱処理室内に走行させるローラ群と、
前記熱処理室内を走行する前記前駆体繊維束によって仕切られる、前記熱処理室内の(n+1)段の耐炎化処理領域に、対向して設けられた熱風吹込口および熱風吸込口とを具備しており、
(i+1)段目(ただし、iは耐炎化処理の順番であり、1〜nの整数である。)の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔が、i段目の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔と同じかまたは長くされ、かつ(n+1)段目の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔が、1段目の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔よりも長くされていることを特徴とする耐炎化処理装置。 - 前記(n+1)段目の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔が、1段目の耐炎化処理領域における熱風吹込口と熱風吸込口との間隔の1.2〜2倍である、請求項1に記載の耐炎化処理装置。
- 前駆体繊維束を耐炎化処理する熱処理室の外側で、前記前駆体繊維束を(n−1)回(ただし、nは1以上の整数である。)折り返して、n段の前駆体繊維束を熱処理室内に走行させ、前記熱処理室内を走行する前記前駆体繊維束によって仕切られる、前記熱処理室内の(n+1)段の耐炎化処理領域で、前記前駆体繊維束にその走行方向に沿って熱風を当てて耐炎化処理する方法において、
(i+1)段目(ただし、iは耐炎化処理の順番であり、1〜nの整数である。)の耐炎化処理領域を走行する前駆体繊維束の走行方向に沿って熱風が当たる長さが、i段目の耐炎化処理領域を走行する前駆体繊維束の走行方向に沿って熱風が当たる長さと同じかまたは長くされ、かつ(n+1)段目の耐炎化処理領域を走行する前駆体繊維束の走行方向に沿って熱風が当たる長さが、1段目の耐炎化処理領域を走行する前駆体繊維束の走行方向に沿って熱風が当たる長さよりも長くされていることを特徴とする前駆体繊維束の耐炎化処理方法。 - 前記(n+1)段目の耐炎化処理領域を走行する前駆体繊維束の走行方向に沿って熱風が当たる長さが、1段目の耐炎化処理領域を走行する前駆体繊維束の走行方向に沿って熱風が当たる長さの1.2〜2倍である、請求項3に記載の前駆体繊維束の耐炎化処理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008088610A JP5207796B2 (ja) | 2008-03-28 | 2008-03-28 | 耐炎化処理装置および前駆体繊維束の耐炎化処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008088610A JP5207796B2 (ja) | 2008-03-28 | 2008-03-28 | 耐炎化処理装置および前駆体繊維束の耐炎化処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009242962A JP2009242962A (ja) | 2009-10-22 |
| JP5207796B2 true JP5207796B2 (ja) | 2013-06-12 |
Family
ID=41305176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008088610A Expired - Fee Related JP5207796B2 (ja) | 2008-03-28 | 2008-03-28 | 耐炎化処理装置および前駆体繊維束の耐炎化処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5207796B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017117544A1 (en) * | 2015-12-31 | 2017-07-06 | Ut-Battelle, Llc | Method of producing carbon fibers from multipurpose commercial fibers |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010007480B3 (de) * | 2010-02-09 | 2011-07-21 | Eisenmann Ag, 71032 | Oxidationsofen |
| DE102010007481B4 (de) * | 2010-02-09 | 2012-07-12 | Eisenmann Ag | Oxidationsofen |
| JP5691366B2 (ja) * | 2010-10-08 | 2015-04-01 | 東レ株式会社 | 炭素繊維の製造方法 |
| WO2016068034A1 (ja) * | 2014-10-29 | 2016-05-06 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JP6881090B2 (ja) * | 2016-06-30 | 2021-06-02 | 東レ株式会社 | 炭素繊維束 |
| WO2020189029A1 (ja) * | 2019-03-19 | 2020-09-24 | 東レ株式会社 | 耐炎化熱処理炉、耐炎化繊維束および炭素繊維束の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62228865A (ja) * | 1986-03-31 | 1987-10-07 | 三菱レイヨン株式会社 | 横型熱処理炉 |
| JPH06294020A (ja) * | 1993-04-05 | 1994-10-21 | Asahi Chem Ind Co Ltd | 炭素繊維を製造する方法 |
| JP2004052128A (ja) * | 2002-07-17 | 2004-02-19 | Toray Ind Inc | 横型熱処理炉 |
-
2008
- 2008-03-28 JP JP2008088610A patent/JP5207796B2/ja not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017117544A1 (en) * | 2015-12-31 | 2017-07-06 | Ut-Battelle, Llc | Method of producing carbon fibers from multipurpose commercial fibers |
| CN108431310A (zh) * | 2015-12-31 | 2018-08-21 | Ut-巴特勒有限公司 | 从多用途商业纤维生产碳纤维的方法 |
| EP3397797A4 (en) * | 2015-12-31 | 2019-07-31 | UT-Battelle, LLC | METHOD FOR PRODUCING CARBON FIBER FROM COMMERCIAL MULTIPURPOSE FIBERS |
| US10407802B2 (en) | 2015-12-31 | 2019-09-10 | Ut-Battelle Llc | Method of producing carbon fibers from multipurpose commercial fibers |
| US10961642B2 (en) | 2015-12-31 | 2021-03-30 | Ut-Battelle, Llc | Method of producing carbon fibers from multipurpose commercial fibers |
| AU2016381341B2 (en) * | 2015-12-31 | 2021-06-03 | Ut-Battelle, Llc | Method of producing carbon fibers from multipurpose commercial fibers |
| US12146242B2 (en) | 2015-12-31 | 2024-11-19 | Ut-Battelle, Llc | System for producing carbon fibers from multipurpose commercial fibers |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009242962A (ja) | 2009-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5207796B2 (ja) | 耐炎化処理装置および前駆体繊維束の耐炎化処理方法 | |
| JP3868907B2 (ja) | 耐炎化熱処理装置、及び同装置の運転方法 | |
| JP5205767B2 (ja) | 熱処理炉および炭素繊維の製造方法 | |
| JP5765425B2 (ja) | 炭素繊維束の製造方法及び炭素繊維前駆体繊維束の加熱炉 | |
| JP5037978B2 (ja) | 耐炎化炉及び耐炎化処理方法 | |
| JPH10237723A (ja) | 熱処理炉、および炭素繊維の製造方法 | |
| JP5716872B1 (ja) | 横型熱処理装置及びこの横型熱処理装置を用いた炭素繊維の製造方法 | |
| JP4961256B2 (ja) | 耐炎化熱処理装置 | |
| JP2008267794A (ja) | 熱処理炉および熱処理物の製造方法 | |
| KR102768810B1 (ko) | 내염화 열처리로, 내염화 섬유속 및 탄소섬유속의 제조 방법 | |
| JP5812205B2 (ja) | 気体供給吹出ノズル及びこれを用いた耐炎化繊維と炭素繊維との製造方法 | |
| JP5556994B2 (ja) | 耐炎化繊維の製造方法 | |
| JP2014221956A (ja) | 熱処理装置及び該熱処理装置を用いた耐炎化繊維の製造方法 | |
| JP5037977B2 (ja) | 耐炎化炉及び耐炎化繊維の製造方法 | |
| JP2004197239A (ja) | 耐炎化炉 | |
| JP2002194627A (ja) | 熱処理炉およびそれを用いた炭素繊維の製造方法 | |
| JP4796467B2 (ja) | 横型耐炎化炉および耐炎化処理方法 | |
| KR20220146497A (ko) | 내염화 섬유다발, 및 탄소 섬유다발의 제조 방법 그리고 내염화로 | |
| JP4276669B2 (ja) | 耐炎化熱処理装置、及び同装置の運転方法 | |
| JP4818964B2 (ja) | 耐炎化炉 | |
| JP2002115125A (ja) | 熱処理炉およびそれを用いた炭素繊維の製造方法 | |
| JP2006193863A (ja) | 耐炎化処理炉 | |
| JP2003155629A (ja) | 炭素繊維用耐炎化熱処理装置および炭素繊維の製造方法 | |
| JP2014159658A (ja) | 熱処理炉、およびそれを用いた熱処理方法 | |
| WO2017082309A1 (ja) | 炭素繊維の製造方法及び耐炎化繊維の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130219 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160301 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5207796 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160301 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |