JP5242940B2 - 非接触形状測定装置 - Google Patents
非接触形状測定装置 Download PDFInfo
- Publication number
- JP5242940B2 JP5242940B2 JP2007114460A JP2007114460A JP5242940B2 JP 5242940 B2 JP5242940 B2 JP 5242940B2 JP 2007114460 A JP2007114460 A JP 2007114460A JP 2007114460 A JP2007114460 A JP 2007114460A JP 5242940 B2 JP5242940 B2 JP 5242940B2
- Authority
- JP
- Japan
- Prior art keywords
- axis
- laser light
- objective lens
- axis direction
- measurement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
- G01B11/2416—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures of gears
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Length Measuring Devices By Optical Means (AREA)
Description
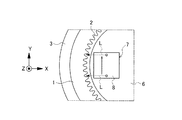
図1〜図6は、本発明の第1実施形態を示す図である。まず、図1に基づいて全体構造を説明する。図1において、XYは水平面上で直交する二方向で、ZはXYに垂直な鉛直方向である
本実施例における測定対象としての測定ワークは、概略リング状のインターナルギア1であり、内面には内歯2が形成されている。このインターナルギア1は、同様な中空構造をした回転ステージ3の上に載置されている。回転ステージ3は、X軸方向にスライド自在なX軸ステージ(X軸方向移動手段)4の上に組み付けられている。X軸ステージ4は、Y軸方向へスライド自在なY軸ステージ(Y軸方向移動手段)5の上に組み付けられている。
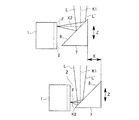
図7〜図9は、本発明の第2実施形態を示す図である。なお、本実施形態は、上記第1実施形態と同様の構造を備えたもので、測定方向が相違している。よって、それら同様の構成要素については共通の符号を付すとともに、重複する説明を省略する。
2 内歯
3 回転ステージ
4 X軸ステージ(X軸方向移動手段)
5 Y軸ステージ(Y軸方向移動手段)
7 プリズム(反射手段)
8 反射平面
9 レーザ光照射手段
12 対物レンズ手段
17 フォーカス手段
L レーザ光, L’ レーザ反射光
K1 鉛直光軸
K2 水平光軸
F 焦点
S 回転中心
Claims (2)
- 三次元直交座標軸XYZとして、レーザ光を照射するレーザ光照射手段と、Z軸に鉛直光軸を合わせた状態でZ軸方向に移動自在で且つ鉛直光軸と平行に導かれたレーザ光を透過して焦点に向かわせると共に測定ワークの表面で反射されたレーザ光を透過して鉛直光軸と平行にする対物レンズ手段と、対物レンズ手段を透過したレーザ光を受光する光位置検出手段と、該光位置検出手段からの位置信号に基づいてレーザ光の焦点を測定ワークの表面に合致せしめるべく前記対物レンズ手段をZ軸方向で移動させるフォーカス手段と、を備えた非接触形状測定装置であって、
レーザ光は前記対物レンズ手段の非中心部に導入される光線ビームであり、
前記対物レンズ手段と測定ワークの間に配置され、対物レンズ手段を透過したレーザ光をX軸に合致した水平光軸上に位置する焦点へ向かうレーザ光として反射すると共に測定ワークで反射されたレーザ光を反射して対物レンズ手段側へ導く反射平面を有する反射手段を設け、
鉛直光軸と平行なレーザ光に対して反射手段をX軸方向へ相対的に平行移動させるX軸方向移動手段を設け、
測定ワークを反射手段で反射されたレーザ光に対して、所定の回転中心を中心に水平方向でθ方向へ相対的に回転させるθ方向移動手段を反射手段に位置固定して設けたことを特徴とする非接触形状測定装置。 - 測定ワークを反射手段で反射されたレーザ光に対して、Z軸から見てY軸方向へ相対的に平行移動させるY軸方向移動手段を設けたことを特徴とする請求項1記載の非接触形状測定装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007114460A JP5242940B2 (ja) | 2007-04-24 | 2007-04-24 | 非接触形状測定装置 |
| US12/107,991 US7777874B2 (en) | 2007-04-24 | 2008-04-23 | Noncontact surface form measuring apparatus |
| EP08007841.3A EP1985968B1 (en) | 2007-04-24 | 2008-04-23 | Noncontact measuring apparatus for interior surfaces of cylindrical objects based on using the autofocus function that comprises means for directing the probing light beam towards the inspected surface |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007114460A JP5242940B2 (ja) | 2007-04-24 | 2007-04-24 | 非接触形状測定装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008268122A JP2008268122A (ja) | 2008-11-06 |
| JP5242940B2 true JP5242940B2 (ja) | 2013-07-24 |
Family
ID=39535443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007114460A Expired - Fee Related JP5242940B2 (ja) | 2007-04-24 | 2007-04-24 | 非接触形状測定装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7777874B2 (ja) |
| EP (1) | EP1985968B1 (ja) |
| JP (1) | JP5242940B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102301200A (zh) * | 2009-02-02 | 2011-12-28 | 三鹰光器株式会社 | 非接触表面形状测量方法及其装置 |
| JP5346670B2 (ja) * | 2009-04-24 | 2013-11-20 | 三鷹光器株式会社 | 非接触表面形状測定装置 |
| CN102589462A (zh) * | 2012-01-04 | 2012-07-18 | 西安工业大学 | 一种大口径抛物面测量系统 |
| JP5930984B2 (ja) * | 2013-02-14 | 2016-06-08 | 学校法人 埼玉医科大学 | 形状測定装置 |
| FR3043193B1 (fr) * | 2015-11-02 | 2019-04-19 | Mesure-Systems3D | Dispositif de controle tridimensionnel sans contact d’une piece mecanique a denture |
| WO2020221818A1 (de) | 2019-05-02 | 2020-11-05 | Inproq Optical Measurement Gmbh | Zahnradprüfverfahren und -einrichtung |
| JP6928982B1 (ja) * | 2020-07-31 | 2021-09-01 | 三鷹光器株式会社 | 非接触真円度及び直径測定方法 |
| JP7660280B2 (ja) * | 2021-03-16 | 2025-04-11 | 株式会社東京精密 | 測定装置及び方法 |
| CN116429015A (zh) * | 2023-04-25 | 2023-07-14 | 扬州大学 | 一种基于激光位移传感器的内齿轮测量方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4854702A (en) * | 1987-12-14 | 1989-08-08 | Hunter Engineering Company | Vehicle wheel alignment apparatus and method of use |
| JP2771546B2 (ja) * | 1988-08-29 | 1998-07-02 | マミヤ・オーピー株式会社 | 孔内面測定装置 |
| JP3014499B2 (ja) * | 1990-07-09 | 2000-02-28 | キヤノン株式会社 | 位置情報検出装置およびそれを用いた転写装置 |
| US6078380A (en) * | 1991-10-08 | 2000-06-20 | Nikon Corporation | Projection exposure apparatus and method involving variation and correction of light intensity distributions, detection and control of imaging characteristics, and control of exposure |
| JPH05164556A (ja) * | 1991-12-17 | 1993-06-29 | Mitsutoyo Corp | 合焦点型非接触変位計 |
| JPH05215696A (ja) * | 1992-02-04 | 1993-08-24 | Hitachi Ltd | 欠陥検査方法および装置 |
| US5339152A (en) * | 1992-04-24 | 1994-08-16 | Grumman Aerospace Corporation | Holographic inspection system with integral stress inducer |
| JP3352298B2 (ja) * | 1995-09-29 | 2002-12-03 | キヤノン株式会社 | レンズ性能測定方法及びそれを用いたレンズ性能測定装置 |
| JP3502736B2 (ja) * | 1997-01-09 | 2004-03-02 | 株式会社リコー | カラー画像形成装置 |
| JP3413122B2 (ja) * | 1998-05-21 | 2003-06-03 | キヤノン株式会社 | 位置決め装置及びこれを用いた露光装置並びにデバイス製造方法 |
| US6421119B1 (en) * | 1999-03-26 | 2002-07-16 | Xtox Scientific Inc. | In Vitro evaluation of animal or human lens characteristics |
| JP4519987B2 (ja) * | 2000-04-13 | 2010-08-04 | オリンパス株式会社 | 焦点検出装置 |
| JP2002039724A (ja) * | 2000-07-24 | 2002-02-06 | Yasunaga Corp | 孔内面検査装置 |
| JP3994271B2 (ja) * | 2002-06-27 | 2007-10-17 | オムロン株式会社 | 光学式変位センサ |
| EP1563251B1 (de) * | 2002-11-18 | 2014-01-08 | NanoFocus AG | Vorrichtung und verfahren zur messung von oberflähen an zylinderinnenwänden mit konfokalen mikroskopen |
| JP3923945B2 (ja) * | 2004-01-13 | 2007-06-06 | 三鷹光器株式会社 | 非接触表面形状測定方法 |
| JP4513574B2 (ja) * | 2005-01-12 | 2010-07-28 | ウシオ電機株式会社 | ステージ装置 |
| TWI268339B (en) * | 2005-05-25 | 2006-12-11 | Ind Tech Res Inst | Displacement measuring device and method, an internal diameter measuring device by use of the variance of the wavelength to measure the displacement and the internal diameter |
-
2007
- 2007-04-24 JP JP2007114460A patent/JP5242940B2/ja not_active Expired - Fee Related
-
2008
- 2008-04-23 US US12/107,991 patent/US7777874B2/en not_active Expired - Fee Related
- 2008-04-23 EP EP08007841.3A patent/EP1985968B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008268122A (ja) | 2008-11-06 |
| US7777874B2 (en) | 2010-08-17 |
| US20080266569A1 (en) | 2008-10-30 |
| EP1985968B1 (en) | 2014-12-17 |
| EP1985968A1 (en) | 2008-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5242940B2 (ja) | 非接触形状測定装置 | |
| JP5584140B2 (ja) | 非接触表面形状測定方法およびその装置 | |
| JP3511450B2 (ja) | 光学式測定装置の位置校正方法 | |
| JP6385531B1 (ja) | 光学式スピンドル多自由度誤差測定装置及び方法 | |
| CN105829828B (zh) | 测量激光束到工件中的透入深度的方法及激光加工设备 | |
| JP3923945B2 (ja) | 非接触表面形状測定方法 | |
| CN101233386B (zh) | 透镜表背面的光轴偏心量的测定方法 | |
| JP6415281B2 (ja) | プローブ装置及びプローブ方法 | |
| JPWO2009113484A1 (ja) | 基準球検出装置、基準球位置検出装置、及び、三次元座標測定装置 | |
| JP2014509730A (ja) | 形状測定装置、形状測定方法、及び構造物の製造方法 | |
| JP6701460B1 (ja) | 複数方向での撮像センサのアライメントシステム | |
| CN108027257A (zh) | 光学轮廓仪以及其使用方法 | |
| US10670390B2 (en) | System and method for verifying projection accuracy | |
| JP5776282B2 (ja) | 形状測定装置、形状測定方法、及びそのプログラム | |
| JP6288280B2 (ja) | 表面形状測定装置 | |
| JP2010164334A (ja) | 内面形状測定装置および内面形状測定方法 | |
| JP2014098690A (ja) | 校正装置、校正方法及び計測装置 | |
| JP2010014656A (ja) | 非接触側面形状測定装置 | |
| WO2019069926A1 (ja) | 表面形状測定装置、表面形状測定方法、構造物製造システム、構造物製造方法、及び表面形状測定プログラム | |
| JP2012002573A (ja) | 非接触形状測定装置 | |
| JP4532556B2 (ja) | 測定物体を測定するためのミラー装置を備えた干渉計 | |
| JP6980304B2 (ja) | 非接触内面形状測定装置 | |
| JP2013015490A (ja) | 測定装置 | |
| JP6567410B2 (ja) | 非接触凹部形状測定装置 | |
| JP6928982B1 (ja) | 非接触真円度及び直径測定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130404 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5242940 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |