JP5245301B2 - 樹脂組成物、プリプレグ、積層板、及び半導体装置 - Google Patents
樹脂組成物、プリプレグ、積層板、及び半導体装置 Download PDFInfo
- Publication number
- JP5245301B2 JP5245301B2 JP2007169996A JP2007169996A JP5245301B2 JP 5245301 B2 JP5245301 B2 JP 5245301B2 JP 2007169996 A JP2007169996 A JP 2007169996A JP 2007169996 A JP2007169996 A JP 2007169996A JP 5245301 B2 JP5245301 B2 JP 5245301B2
- Authority
- JP
- Japan
- Prior art keywords
- weight
- resin composition
- insulating resin
- prepreg
- copper foil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011342 resin composition Substances 0.000 title claims description 68
- 239000004065 semiconductor Substances 0.000 title claims description 27
- 150000004692 metal hydroxides Chemical class 0.000 claims description 91
- 239000003822 epoxy resin Substances 0.000 claims description 72
- 229920000647 polyepoxide Polymers 0.000 claims description 72
- 229910000000 metal hydroxide Inorganic materials 0.000 claims description 63
- 239000011888 foil Substances 0.000 claims description 54
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 53
- 239000011256 inorganic filler Substances 0.000 claims description 46
- 229910003475 inorganic filler Inorganic materials 0.000 claims description 46
- 239000011889 copper foil Substances 0.000 claims description 45
- 229910052751 metal Inorganic materials 0.000 claims description 43
- 239000002184 metal Substances 0.000 claims description 43
- 229920003986 novolac Polymers 0.000 claims description 39
- 229920005989 resin Polymers 0.000 claims description 37
- 239000011347 resin Substances 0.000 claims description 37
- 239000000835 fiber Substances 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 28
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 claims description 21
- 229930003836 cresol Natural products 0.000 claims description 21
- 239000002245 particle Substances 0.000 claims description 17
- 239000012535 impurity Substances 0.000 claims description 16
- XAEWLETZEZXLHR-UHFFFAOYSA-N zinc;dioxido(dioxo)molybdenum Chemical compound [Zn+2].[O-][Mo]([O-])(=O)=O XAEWLETZEZXLHR-UHFFFAOYSA-N 0.000 claims description 16
- 239000013585 weight reducing agent Substances 0.000 claims description 15
- 239000003795 chemical substances by application Substances 0.000 claims description 13
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical group [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 claims description 11
- 150000001875 compounds Chemical class 0.000 claims description 11
- 229910001415 sodium ion Inorganic materials 0.000 claims description 11
- 239000006097 ultraviolet radiation absorber Substances 0.000 claims description 11
- 239000005011 phenolic resin Substances 0.000 claims description 9
- 238000010438 heat treatment Methods 0.000 claims description 7
- 239000000454 talc Substances 0.000 claims description 6
- 229910052623 talc Inorganic materials 0.000 claims description 6
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims description 5
- 239000006096 absorbing agent Substances 0.000 claims description 4
- 239000003365 glass fiber Substances 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 3
- 125000000332 coumarinyl group Chemical group O1C(=O)C(=CC2=CC=CC=C12)* 0.000 claims description 2
- 238000010030 laminating Methods 0.000 claims description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 claims 1
- 229920001568 phenolic resin Polymers 0.000 claims 1
- 238000004381 surface treatment Methods 0.000 claims 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 66
- 238000012360 testing method Methods 0.000 description 27
- 229910000679 solder Inorganic materials 0.000 description 20
- 238000004519 manufacturing process Methods 0.000 description 16
- 230000000694 effects Effects 0.000 description 14
- 238000009413 insulation Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 14
- 239000000758 substrate Substances 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 13
- 239000002966 varnish Substances 0.000 description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 12
- 239000000126 substance Substances 0.000 description 9
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 8
- 238000010521 absorption reaction Methods 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 8
- 239000000956 alloy Substances 0.000 description 8
- 239000010949 copper Substances 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 8
- 239000007822 coupling agent Substances 0.000 description 8
- 238000000465 moulding Methods 0.000 description 8
- 229910052725 zinc Inorganic materials 0.000 description 8
- 239000011701 zinc Substances 0.000 description 8
- 229910000990 Ni alloy Inorganic materials 0.000 description 7
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 7
- FKNQFGJONOIPTF-UHFFFAOYSA-N Sodium cation Chemical compound [Na+] FKNQFGJONOIPTF-UHFFFAOYSA-N 0.000 description 7
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 7
- 230000009471 action Effects 0.000 description 7
- 239000004020 conductor Substances 0.000 description 7
- 229910052709 silver Inorganic materials 0.000 description 7
- 239000004332 silver Substances 0.000 description 7
- 229910052718 tin Inorganic materials 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 6
- 239000004593 Epoxy Substances 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 6
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 6
- 229910052737 gold Inorganic materials 0.000 description 6
- 239000010931 gold Substances 0.000 description 6
- 229910052736 halogen Inorganic materials 0.000 description 6
- 150000002367 halogens Chemical class 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 6
- 229910021645 metal ion Inorganic materials 0.000 description 6
- 229910052759 nickel Inorganic materials 0.000 description 6
- -1 phosphine oxide compound Chemical class 0.000 description 6
- 239000003063 flame retardant Substances 0.000 description 5
- 229920001225 polyester resin Polymers 0.000 description 5
- 239000004645 polyester resin Substances 0.000 description 5
- 230000035939 shock Effects 0.000 description 5
- FVCSARBUZVPSQF-UHFFFAOYSA-N 5-(2,4-dioxooxolan-3-yl)-7-methyl-3a,4,5,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1C(C(OC2=O)=O)C2C(C)=CC1C1C(=O)COC1=O FVCSARBUZVPSQF-UHFFFAOYSA-N 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 4
- 229910001020 Au alloy Inorganic materials 0.000 description 4
- 229910000881 Cu alloy Inorganic materials 0.000 description 4
- 229910000640 Fe alloy Inorganic materials 0.000 description 4
- 239000005062 Polybutadiene Substances 0.000 description 4
- 239000006087 Silane Coupling Agent Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000005530 etching Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 239000003353 gold alloy Substances 0.000 description 4
- 238000005470 impregnation Methods 0.000 description 4
- 150000002500 ions Chemical class 0.000 description 4
- 229920002857 polybutadiene Polymers 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- 229910001316 Ag alloy Inorganic materials 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- 229910001128 Sn alloy Inorganic materials 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000004843 novolac epoxy resin Substances 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 description 3
- 239000011800 void material Substances 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical compound [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- CPELXLSAUQHCOX-UHFFFAOYSA-N Hydrogen bromide Chemical compound Br CPELXLSAUQHCOX-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 229910001297 Zn alloy Inorganic materials 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- GDTBXPJZTBHREO-UHFFFAOYSA-N bromine Substances BrBr GDTBXPJZTBHREO-UHFFFAOYSA-N 0.000 description 2
- 229910052794 bromium Inorganic materials 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- AFYCEAFSNDLKSX-UHFFFAOYSA-N coumarin 460 Chemical compound CC1=CC(=O)OC2=CC(N(CC)CC)=CC=C21 AFYCEAFSNDLKSX-UHFFFAOYSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000005350 fused silica glass Substances 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 150000002366 halogen compounds Chemical class 0.000 description 2
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 2
- 239000000347 magnesium hydroxide Substances 0.000 description 2
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 2
- 238000005065 mining Methods 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 229910001414 potassium ion Inorganic materials 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 229920003987 resole Polymers 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- 239000003981 vehicle Substances 0.000 description 2
- 230000004580 weight loss Effects 0.000 description 2
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 1
- REJHVSOVQBJEBF-OWOJBTEDSA-N 5-azaniumyl-2-[(e)-2-(4-azaniumyl-2-sulfonatophenyl)ethenyl]benzenesulfonate Chemical class OS(=O)(=O)C1=CC(N)=CC=C1\C=C\C1=CC=C(N)C=C1S(O)(=O)=O REJHVSOVQBJEBF-OWOJBTEDSA-N 0.000 description 1
- CFNMUZCFSDMZPQ-GHXNOFRVSA-N 7-[(z)-3-methyl-4-(4-methyl-5-oxo-2h-furan-2-yl)but-2-enoxy]chromen-2-one Chemical compound C=1C=C2C=CC(=O)OC2=CC=1OC/C=C(/C)CC1OC(=O)C(C)=C1 CFNMUZCFSDMZPQ-GHXNOFRVSA-N 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- BHPQYMZQTOCNFJ-UHFFFAOYSA-N Calcium cation Chemical compound [Ca+2] BHPQYMZQTOCNFJ-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 240000007049 Juglans regia Species 0.000 description 1
- 235000009496 Juglans regia Nutrition 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- OJMOMXZKOWKUTA-UHFFFAOYSA-N aluminum;borate Chemical compound [Al+3].[O-]B([O-])[O-] OJMOMXZKOWKUTA-UHFFFAOYSA-N 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 150000001491 aromatic compounds Chemical class 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910001422 barium ion Inorganic materials 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910001423 beryllium ion Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910021538 borax Inorganic materials 0.000 description 1
- 150000001642 boronic acid derivatives Chemical class 0.000 description 1
- 229910052792 caesium Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 229910001424 calcium ion Inorganic materials 0.000 description 1
- GBAOBIBJACZTNA-UHFFFAOYSA-L calcium sulfite Chemical compound [Ca+2].[O-]S([O-])=O GBAOBIBJACZTNA-UHFFFAOYSA-L 0.000 description 1
- 235000010261 calcium sulphite Nutrition 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 150000004775 coumarins Chemical class 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- GDVKFRBCXAPAQJ-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide Chemical compound [OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O GDVKFRBCXAPAQJ-UHFFFAOYSA-A 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- BTVWZWFKMIUSGS-UHFFFAOYSA-N dimethylethyleneglycol Natural products CC(C)(O)CO BTVWZWFKMIUSGS-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- XTHFKEDIFFGKHM-UHFFFAOYSA-N ethylene glycol dimethyl ether Natural products COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 229910001418 francium ion Inorganic materials 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 229910021513 gallium hydroxide Inorganic materials 0.000 description 1
- DNUARHPNFXVKEI-UHFFFAOYSA-K gallium(iii) hydroxide Chemical compound [OH-].[OH-].[OH-].[Ga+3] DNUARHPNFXVKEI-UHFFFAOYSA-K 0.000 description 1
- MSNOMDLPLDYDME-UHFFFAOYSA-N gold nickel Chemical compound [Ni].[Au] MSNOMDLPLDYDME-UHFFFAOYSA-N 0.000 description 1
- 229910000042 hydrogen bromide Inorganic materials 0.000 description 1
- 229960001545 hydrotalcite Drugs 0.000 description 1
- 229910001701 hydrotalcite Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 125000002883 imidazolyl group Chemical group 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000009616 inductively coupled plasma Methods 0.000 description 1
- 239000000944 linseed oil Substances 0.000 description 1
- 235000021388 linseed oil Nutrition 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 235000019198 oils Nutrition 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- JMANVNJQNLATNU-UHFFFAOYSA-N oxalonitrile Chemical compound N#CC#N JMANVNJQNLATNU-UHFFFAOYSA-N 0.000 description 1
- 150000007978 oxazole derivatives Chemical class 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- RVZRBWKZFJCCIB-UHFFFAOYSA-N perfluorotributylamine Chemical compound FC(F)(F)C(F)(F)C(F)(F)C(F)(F)N(C(F)(F)C(F)(F)C(F)(F)C(F)(F)F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)F RVZRBWKZFJCCIB-UHFFFAOYSA-N 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 229910001419 rubidium ion Inorganic materials 0.000 description 1
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical compound [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 235000010339 sodium tetraborate Nutrition 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- CIOAGBVUUVVLOB-UHFFFAOYSA-N strontium atom Chemical compound [Sr] CIOAGBVUUVVLOB-UHFFFAOYSA-N 0.000 description 1
- VEALVRVVWBQVSL-UHFFFAOYSA-N strontium titanate Chemical compound [Sr+2].[O-][Ti]([O-])=O VEALVRVVWBQVSL-UHFFFAOYSA-N 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-L sulfite Chemical class [O-]S([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-L 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 229910001432 tin ion Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 231100000331 toxic Toxicity 0.000 description 1
- 230000002588 toxic effect Effects 0.000 description 1
- 230000001988 toxicity Effects 0.000 description 1
- 231100000419 toxicity Toxicity 0.000 description 1
- VLCLHFYFMCKBRP-UHFFFAOYSA-N tricalcium;diborate Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]B([O-])[O-].[O-]B([O-])[O-] VLCLHFYFMCKBRP-UHFFFAOYSA-N 0.000 description 1
- BSVBQGMMJUBVOD-UHFFFAOYSA-N trisodium borate Chemical compound [Na+].[Na+].[Na+].[O-]B([O-])[O-] BSVBQGMMJUBVOD-UHFFFAOYSA-N 0.000 description 1
- BIKXLKXABVUSMH-UHFFFAOYSA-N trizinc;diborate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]B([O-])[O-].[O-]B([O-])[O-] BIKXLKXABVUSMH-UHFFFAOYSA-N 0.000 description 1
- 239000002383 tung oil Substances 0.000 description 1
- 235000020234 walnut Nutrition 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Landscapes
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Epoxy Resins (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
- Organic Insulating Materials (AREA)
Description
しかし、ハロゲン含有化合物は高度な難燃性を付与できるものの、例えば、臭素化芳香族化合物は、熱分解で腐食性を有する臭素、臭化水素を生ずるだけでなく、酸素の存在下で分解した場合には毒性の高いポリブロモジベンゾフラン、ポリブロモジベンゾオキシンを生成する可能性がある。そして、臭素を含有する老朽廃材の処分は極めて困難である。このような理由から、ハロゲン含有化合物に代わる難燃剤が検討されている。
(a)平均粒径が0.1μm以上8μm以下である金属水酸化物、
(b)ノボラック型エポキシ樹脂を含み、かつ、実質的にハロゲン化されていないエポキシ樹脂、
(c)紫外線吸収剤、
(d)硬化剤
を含有し、
前記(a)金属水酸化物は水酸化アルミニウムであるとともに含有される金属イオン性不純物であるナトリウムイオンの濃度が500ppm以下であり、
前記絶縁樹脂組成物全体として、前記(a)金属水酸化物の含有量が1重量%以上50重量%以下であり、
前記(c)紫外線吸収剤がクマリン構造を有する化合物であり、
前記銅箔は、キャリア箔付き極薄銅箔であって、前記キャリア箔付き極薄銅箔の極薄銅箔の厚さが0.1μm以上10μm以下であることを特徴とする絶縁樹脂組成物。
(2)前記絶縁樹脂組成物は、(e)モリブデン酸亜鉛で表面処理された、金属水酸化物以外の無機充填材を含有する(1)に記載の絶縁樹脂組成物。
(3)前記絶縁樹脂組成物の300℃における重量減少率が15%以下である(1)または(2)に記載の絶縁樹脂組成物。
(4)前記(a)金属水酸化物の300℃における重量減少率が20重量%以上40重量%以下である(1)ないし(3)のいずれか一項に記載の絶縁樹脂組成物。
(5)前記(e)モリブデン酸亜鉛で表面処理された、金属水酸化物以外の無機充填材は、タルクの表面をモリブデン酸亜鉛で表面処理したものである(2)ないし(4)のいずれか一項に記載の絶縁樹脂組成物。
(6)前記(d)硬化剤は、フェノールノボラック樹脂、クレゾールノボラック樹脂、アリールアルキレン型ノボラック樹脂よりなる群から選ばれる少なくとも1種のノボラック型フェノール樹脂である(1)ないし(5)のいずれか一項に記載の絶縁樹脂組成物。
(7)(1)ないし(6)のいずれか一項に記載の絶縁樹脂組成物を繊維基材に含浸させてなるプリプレグ。
(8)前記繊維基材は、ガラス繊維である(7)に記載のプリプレグ。
(9)前記繊維基材は、有機繊維である(7)に記載のプリプレグ。
(10)(7)ないし(9)のいずれか一項に記載のプリプレグを1枚以上重ね合わせ、前記プリプレグの少なくとも一方の外側の面に銅箔を配置して加熱加圧成形してなる積層板。
(11)前記銅箔は、キャリア箔付き極薄銅箔である(10)に記載の積層板。
(12)前記キャリア箔付き極薄銅箔の極薄銅箔の厚さが0.1μm以上10μm以下である(11)に記載の積層板。
(13)(7)ないし(12)のいずれか一項に記載のプリプレグ及び/または積層板を用いてなるプリント配線板。
(14)(7)ないし(12)のいずれか一項に記載のプリプレグ及び/または積層板を用いてなる多層プリント配線板。
(15)(14)に記載の多層プリント配線板に半導体素子を搭載してなる半導体装置。
尚、重量減少率は、TG−DTA(示差熱熱重量同時測定)により、試料を30℃から500℃まで10℃/分の条件で昇温させ、試料の重量変化を追跡し、((30℃の試料重量)−(300℃の試料重量))/(30℃の試料重量)×100で求まる値とした。
前記上限値を超えると絶縁信頼性が損なわれる恐れがある。
金属イオン性不純物の濃度は、金属水酸化物を純水中で80℃、24時間処理し、純水中に金属イオンを抽出した後、ICP−MS(誘導結合プラズマイオン源質量分析装置)を用い測定できる。
(a)金属水酸化物の平均粒径が前記下限値未満では、絶縁樹脂組成物からなるワニスの粘度が高くなるため繊維基材への含浸しにくくなり、プリプレグの作製が困難となる。さらに絶縁樹脂組成物をBステージ化した際の最低溶融粘度が高くなるため、加熱加圧時の成形性や内層回路基板の埋め込み性が低下する。また、前記上限値を超えると、Bステージ化あるいは硬化状態の絶縁樹脂組成物よりなるプリプレグの表面を化学的及び/あるいは物理的な処理によって粗化した際の樹脂表面粗さが大きくなったり、絶縁信頼性が低下したりする。
なお、重量減少率は、TG−DTA(示差熱熱重量同時測定)により、試料を30℃から500℃まで10℃/分の条件で昇温させ、試料の重量変化を追跡し、((30℃の試料重量)−(300℃の試料重量))/(30℃の試料重量)×100で求まる値とした。
(b)ノボラック型エポキシ樹脂の含有量が前記下限値未満であると、耐熱性を向上させる効果が充分でないことがある。また、前記上限値を超えると、硬化物が硬くなり、ドリル加工性や打ち抜き加工性が低下することがある。
ここで、液状のビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂を併用すると、繊維基材への含浸性を向上させることができる。また、固形のビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂を併用すると、銅箔への密着性を向上させることができる。
前記(c)紫外線吸収剤としては、例えば、ジアミノスチルベンジスルホン酸誘導体、イミダゾール誘導体、オキサゾール誘導体、クマリン誘導体等を挙げることができる。この中でもクマリン誘導体が好ましく、例えば7−ジエチルアミノ−4−メチルクマリンなどが挙げられる。
これらは、露光機に利用されているランプの波長領域での光の吸収率が高いため、より効果的に露光時の光の透過を防ぐことができる。
含有量が前記下限値未満であると露光時の前記プリント配線板を形成する絶縁樹脂組成物の紫外線の吸収が弱く、光透過を効率良く防ぐ効果が現れない場合があり、前記上限値を超えると、耐熱性やプレス成形性が低下したり、基板作製後に紫外線吸収剤が溶出する場合がある。
前記(e)モリブデン酸亜鉛で表面処理された、金属水酸化物以外の無機充填材の無機充填材としては、例えばタルク、焼成タルク、焼成クレー、未焼成クレー、マイカ、ガラス等のケイ酸塩、酸化チタン、アルミナ、シリカ、溶融シリカ等の酸化物、炭酸カルシウム、炭酸マグネシウム、ハイドロタルサイト等の炭酸塩、硫酸バリウム、硫酸カルシウム、亜硫酸カルシウム等の硫酸塩または亜硫酸塩、ホウ酸亜鉛、メタホウ酸バリウム、ホウ酸アルミニウム、ホウ酸カルシウム、ホウ酸ナトリウム等のホウ酸塩、窒化アルミニウム、窒化ホウ素、窒化ケイ素、窒化炭素等の窒化物、チタン酸ストロンチウム、チタン酸バリウム等のチタン酸塩等を挙げることができる。これらの中の1種類を単独で用いることもできるし、2種類以上を併用したりすることもできる。
前記カップリング剤としては、通常用いられるものなら特に限定されないが、例えば、エポキシシランカップリング剤、カチオニックシランカップリング剤、アミノシランカップリング剤、チタネート系カップリング剤およびシリコーンオイル型カップリング剤の中から選ばれる1種以上のカップリング剤を使用することが好ましい。これにより、エポキシ樹脂や硬化剤と金属水酸化物及び無機充填材の界面との濡れ性を高くすることができ、それによって耐熱性をより向上させることできる。
また、前記絶縁樹脂組成物は、必要に応じて、顔料、染料、消泡剤、レベリング剤、紫外線吸収剤、発泡剤、酸化防止剤、難燃剤、イオン捕捉剤等の前記成分以外の添加物を添加しても良い。
本発明のプリプレグは、上記の絶縁樹脂組成物を繊維基材に含浸させてなるものである。これにより、誘電特性、高温多湿下での機械的、電気的接続信頼性等の各種特性に優れたプリント配線板を製造するのに好適なプリプレグを得ることができる。
前記樹脂ワニス中の不揮発分濃度としては特に限定されないが、40〜80重量%が好ましく、特に50〜65重量%が好ましい。これにより、樹脂ワニスの粘度を好適な水準とすることができ、繊維基材への含浸性を更に向上させることができる。前記繊維基材に前記絶縁樹脂組成物を含浸させ、所定温度、例えば80〜200℃で乾燥させることによりプリプレグを得ることが出来る。
本発明の積層板は、上記のプリプレグを少なくとも1枚成形してなるものである。これにより、誘電特性、高温多湿化での機械的、電気的接続信頼性に優れた積層板を得ることができる。
プリプレグ1枚のときは、その上下両面もしくは片面に金属箔あるいはフィルムを重ねる。また、プリプレグを2枚以上積層することもできる。プリプレグを2枚以上積層するときは、積層したプリプレグの最も外側の上下両面もしくは片面に金属箔あるいはフィルムを重ねる。次に、プリプレグと金属箔等とを重ねたものを加熱、加圧することで積層板を得ることができる。前記加熱する温度は、特に限定されないが、120〜220℃が好ましく、特に150〜200℃が好ましい。また、前記加圧する圧力は、特に限定されないが、2〜5MPaが好ましく、特に2.5〜4MPaが好ましい。
通常、キャリア箔付き極薄金属箔は、プレス成形後の積層板に回路パターン形成する前にキャリア箔を剥離する。
前記積層板に通常行われる導体回路等を形成し、半導体素子を実装して所定の加工をすることにより、半導体装置を作製した。
(1)樹脂ワニスの調整
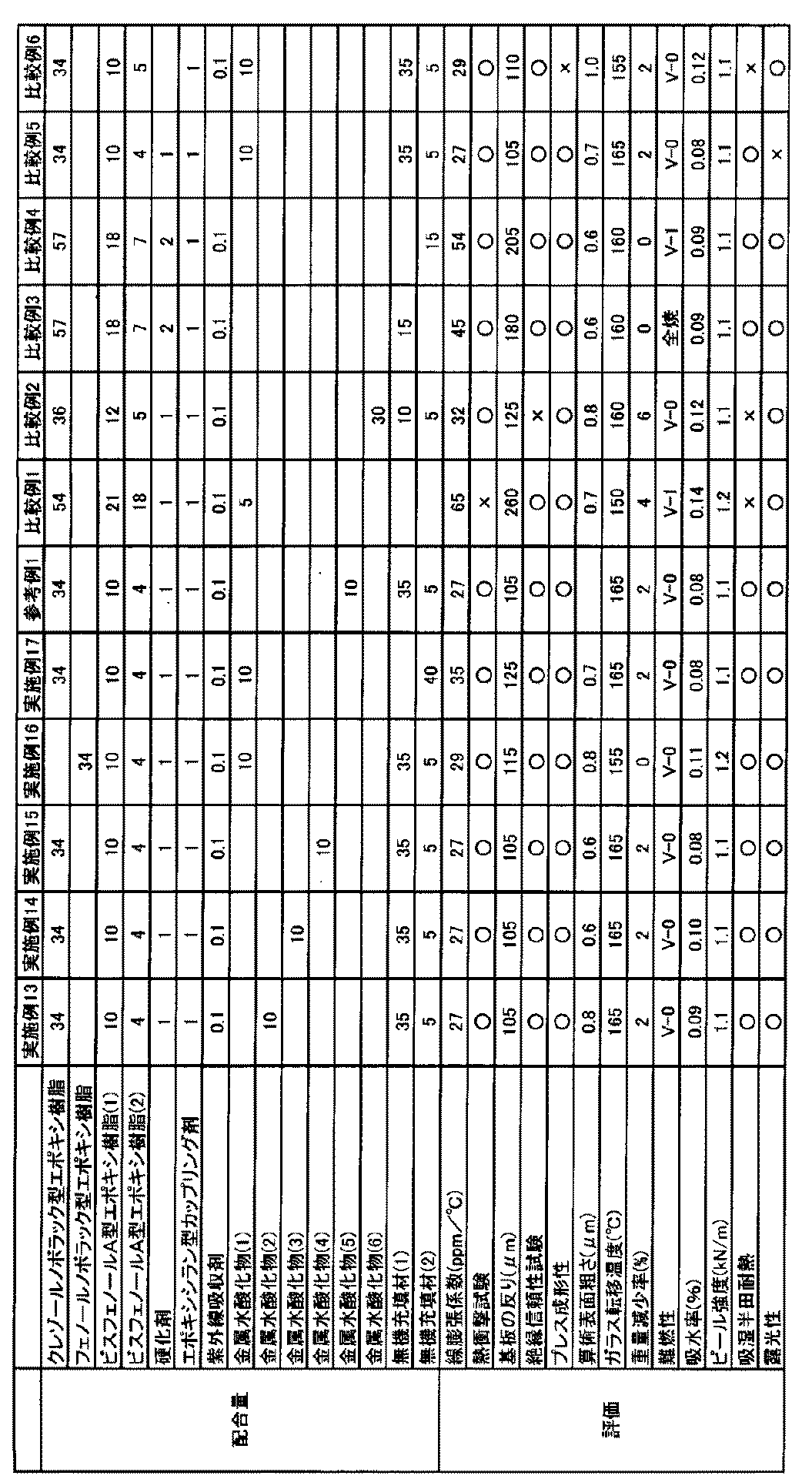
クレゾールノボラック型エポキシ樹脂(「エピクロンN-690」、エポキシ当量210、大日本インキ化学工業株式会社製)34重量部、ビスフェノールA型エポキシ樹脂(1)(「エピクロン850」、エポキシ当量190、大日本インキ化学工業株式会社製)10重量部、ビスフェノールA型エポキシ樹脂(2)(「エピクロン7050」、エポキシ当量1900、大日本インキ化学工業株式会社製)4重量部、硬化剤1重量部、およびエポキシシラン型カップリング剤(A−187、GE東芝シリコーン株式会社製)1重量部をメチルエチルケトンに常温で溶解し、洗浄した金属水酸化物(1)(水酸化アルミニウム、HP−360、平均粒径2.7μm、金属イオン性不純物(ナトリウムイオン)濃度10ppm、300℃の重量減少率25%、昭和電工株式会社製)10重量部、無機充填材(1)(球状溶融シリカ、SO−25R、平均粒径0.5μm、株式会社アドマテックス社製)35重量部、無機充填材(2)(モリブデン酸亜鉛処理タルク、ケムガード1100、シャーウィンウィリアムズカンパニー社製)5重量部、紫外線吸収剤(7−ジエチルアミノ−4−メチルクマリン)0.1重量部を添加し、高速攪撹拌機を用いて10分攪撹拌して、樹脂ワニスを得た。金属イオン性不純物の濃度は、金属水酸化物を純水中で80℃、24時間処理し、純水中に金属イオンを抽出した後、ICP−MSにてナトリウムイオンを測定した。以下特に断りがない場合は同様に測定した。
前記の樹脂ワニスをガラス織布(厚さ94μm、日東紡製、WEA−2116)に含浸し、150℃の加熱炉で2分間乾燥してプリプレグを得た。
前記で得たプリプレグを所定枚数重ね、両面にキャリア箔厚18μm、極薄銅箔厚3μmのキャリア箔付き極薄銅箔(MT18EX、三井金属鉱業株式会社製)を重ねて、圧力4MPa、温度200℃で2時間成形し、キャリア箔を剥離することによって、両面に銅箔を有する積層板を得た。ここで、キャリア箔付き極薄銅箔を使用せずに通常の銅箔(例えば3EC−M3−VLP、厚さ12μm、三井金属鉱業株式会社製)を使用する場合には、当然ながらキャリア箔を剥離する工程は必要としない。
前記の両面に銅箔を有する積層板(厚さ0.1mmのプリプレグを2枚重ねて作製した積層板)に所定の回路配線を形成し、その後ソルダーレジスト(太陽インキ社製PSR4000/AUS308)を形成し、露光・現像により半導体素子が実装できるよう接続用電極部を露出させ、ニッケル金メッキ処理を施し、50mm×50mmの大きさに切断し、パッケージ基板を得た。得られたパッケージ基板に、半田バンプを有する半導体素子(厚さ0.75mm、15mm×15mm角)をフリップチップボンダー装置により実装し、リフロー炉にて接合し、半導体素子とパッケージ基板との間にアンダーフィルを充填することによって、半導体装置を作製した。
クレゾールノボラック型エポキシ樹脂を30重量部、ビスフェノールA型エポキシ樹脂(1)を9重量部、洗浄した金属水酸化物(1)を5重量部、無機充填材(1)を40重量部、無機充填材(2)を10重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を25重量部、ビスフェノールA型エポキシ樹脂(1)を8重量部、ビスフェノールA型エポキシ樹脂(2)を3重量部、洗浄した金属水酸化物(1)を2重量部、無機充填材(1)を45重量部、無機充填材(2)を15重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を19重量部、ビスフェノールA型エポキシ樹脂(1)を6重量部、ビスフェノールA型エポキシ樹脂(2)を2重量部、洗浄した金属水酸化物(1)を1重量部、無機充填材(1)を50重量部、無機充填材(2)を20重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を17重量部、ビスフェノールA型エポキシ樹脂(1)を4重量部、ビスフェノールA型エポキシ樹脂(2)を2重量部、洗浄した金属水酸化物(1)を5重量部、無機充填材(1)を65重量部、紫外線吸収剤を0.5重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を12重量部、ビスフェノールA型エポキシ樹脂(1)を4重量部、ビスフェノールA型エポキシ樹脂(2)を2重量部、無機充填材(1)を65重量部、紫外線吸収剤を1重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を36重量部、ビスフェノールA型エポキシ樹脂(1)を12重量部、ビスフェノールA型エポキシ樹脂(2)を5重量部、洗浄した金属水酸化物(1)を30重量部、無機充填材(1)を10重量部、紫外線吸収剤を0.06重量部とした以外は、実施例1と同様に作製した。
洗浄した金属水酸化物(1)を40重量部、無機充填材(1)を5重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を28重量部、ビスフェノールA型エポキシ樹脂(2)を5重量部、洗浄した金属水酸化物(1)を45重量部、無機充填材(1)を5重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を28重量部、ビスフェノールA型エポキシ樹脂(2)を5重量部、洗浄した金属水酸化物(1)を50重量部、無機充填材(1)を配合しなかった以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を36重量部、ビスフェノールA型エポキシ樹脂(1)を9重量部、ビスフェノールA型エポキシ樹脂(2)を3重量部、無機充填材(1)を10重量部、無機充填材(2)を30重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を29重量部、ビスフェノールA型エポキシ樹脂(1)を13重量部、ビスフェノールA型エポキシ樹脂(2)を6重量部とした以外は、実施例1と同様に作製した。
洗浄した金属水酸化物(1)の代わりに洗浄した金属水酸化物(2)(水酸化アルミニウム、HP−32、平均粒径8.0μm、金属イオン性不純物(ナトリウムイオン)濃度200ppm、300℃の重量減少率30%、昭和電工株式会社製)を10重量部とした以外は、実施例1と同様に作製した。
洗浄した金属水酸化物(1)の代わりに洗浄した金属水酸化物(3)(水酸化アルミニウム、HP−42M、平均粒径1.0μm、金属イオン性不純物(ナトリウムイオン)濃度400ppm、300℃の重量減少率30%、昭和電工株式会社製)を10重量部とした以外は、実施例1と同様に作製した。
洗浄した金属水酸化物(1)の代わりに洗浄した金属水酸化物(4)(水酸化アルミニウム、HP−43M、平均粒径0.6μm、金属イオン性不純物(ナトリウムイオン)濃度500ppm、300℃の重量減少率30%、昭和電工株式会社製)を10重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂の代わりにフェノールノボラック型エポキシ樹脂(「エピクロンN-770」、エポキシ当量190、大日本インキ化学工業株式会社製)を34重量部とした以外は、実施例1と同様に作製した。
無機充填材(1)を10重量部、無機充填材(2)を40重量部とした以外は、実施例1と同様に作製した。
洗浄した金属水酸化物(1)の代わりに洗浄した金属水酸化物(5)(水酸化アルミニウム、HS−320、平均粒径10.0μm、金属イオン性不純物(ナトリウムイオン)濃度20ppm、300℃の重量減少率25%、昭和電工株式会社製)を10重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を54重量部、ビスフェノールA型エポキシ樹脂(1)を21重量部、ビスフェノールA型エポキシ樹脂(2)を18重量部、洗浄した金属水酸化物(1)を20重量部とし、無機充填材を配合しなかった以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を36重量部、ビスフェノールA型エポキシ樹脂(1)を12重量部、ビスフェノールA型エポキシ樹脂(2)を5重量部、洗浄した金属水酸化物(1)の代わりに未洗浄の金属水酸化物(6)(水酸化アルミニウム、HP−42I、平均粒径1.0μm、金属イオン性不純物(ナトリウムイオン)濃度2800ppm、300℃の重量減少率25%、昭和電工株式会社製)を30重量部、無機充填材(1)を10重量部とした以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を57重量部、ビスフェノールA型エポキシ樹脂(1)を18重量部、ビスフェノールA型エポキシ樹脂(2)を7重量部、硬化剤を2重量部、無機充填材(1)を15重量部とし、洗浄した金属水酸化物(1)と無機充填材(2)を配合しなかった以外は、実施例1と同様に作製した。
クレゾールノボラック型エポキシ樹脂を57重量部、ビスフェノールA型エポキシ樹脂(1)を18重量部、ビスフェノールA型エポキシ樹脂(2)を7重量部、硬化剤を2重量部、無機充填材(2)を15重量部とし、洗浄した金属水酸化物(1)と無機充填材(1)を配合しなかった以外は、実施例1と同様に作製した。
紫外線吸収剤を配合しなかった以外は、実施例1と同様に作製した。
ビスフェノールA型エポキシ樹脂(2)を5重量部、硬化剤を配合しなかった以外は、実施例1と同様に作製した。
厚さ1.2mmの両面に銅箔を有する積層板の銅箔を全面エッチングし、得られた積層板から2mm×2mmのテストピースを切り出し、TMAを用いて5℃/分の条件で0℃〜280℃まで昇温させ、25℃における厚み方向(Z方向)の線膨張係数を測定した。なお、前記テストピース作製に用いた積層板は、前記積層板の製造においてプリプレグ厚さ0.1mmのプリプレグを12枚重ねて作製したものを用いた。
前記で得られた半導体装置をフロリナート中で−55℃10分、125℃10分、−55℃10分を1サイクルとして、1000サイクル処理し、半導体装置にクラックが発生していないか確認した。
各符号は以下の通りである。
○:クラック発生なし
×:クラック発生
温度可変レーザー三次元測定機(日立テクノロジーアンドサービス社製 形式LS220-MT100MT50)を用い、前記測定機のサンプルチャンバーに前記で得られた半導体装置の半導体素子面を下にして設置し、パッケージ基板面の高さ方向の変位を測定し、変位差の最も大きい値を反り量とした。
厚さ0.4mmの両面に銅箔を有する積層板に、メカニカルドリルを用いて径0.4mm、壁間距離0.4mmのスルーホールを開け、その後メッキ、回路配線を形成して、85℃、85%RH、印加電圧50Vの条件下で1000h処理し、100Vで絶縁抵抗を測定した。なお、前記絶縁信頼性試験に用いた積層板は、前記積層板の製造において0.1mm厚のプリプレグを4枚重ねて作製したものを用いた。
各符号は以下の通りである。
○:1.0×1010Ω以上
×:1.0×1010Ω以下
内層回路銅の厚さが35μm、20mm径のアンクラッドが配列されたパターンのテスト基板上下に、上記のプリプレグを各1枚、18μmの銅箔を重ねて、圧力4MPa、温度200℃で2時間加熱加圧成形後、銅箔を全面エッチングしてプレス成形ボイドがないか確認した。
各符号は以下の通りである。
○:成形ボイドなし
×:成形ボイドあり
厚さ0.6mmの両面に銅箔を有する積層板の銅箔を全面エッチング後、膨潤:80℃、5分、粗化:80℃、10分、中和:40℃、5分の条件でデスミアを行い、基板のRaを測定した。なお、前記積層板は、前記積層板の製造において0.1mm厚のプリプレグを6枚重ねて作製したものを用いた。
厚さ0.6mmの銅箔を全面エッチングし、得られた積層板から10mm×60mmのテストピースを切り出し、動的粘弾性測定装置(DMA983、TAインスツルメント社製)を用いて3℃/分で昇温し、tanδのピーク位置をガラス転移温度とした。なお、前記テストピース作製に用いた積層板は、前記積層板の製造において0.1mm厚のプリプレグを6枚重ねて作製したものを用いた。
前記両面に銅箔を有する積層板の銅箔を全面エッチング後、絶縁樹脂組成物の硬化物を削り取り、TG−DTAを用い30℃から500℃まで10℃/分の条件で昇温し、((30℃の硬化物重量)−(300℃の硬化物重量))/(30℃の硬化物重量)×100から重量減少率(%)を算出した。
UL−94規格に従い、積層板(厚さ1mm、銅箔を両面エッチングしたもの)のテストピースを垂直法により測定した。
厚さ0.6mmの銅箔を全面エッチングし、得られた積層板から50mm×50mmのテストピースを切り出し、JISC 6481に従い測定した。前記テストピース作製に用いた積層板は、前記積層板の製造において0.1mm厚のプリプレグを16枚重ねて作製したものを用いた。
厚さ0.6mmの両面に銅箔を有する積層板をJIS C 6481に準拠して測定した。前記両面に銅箔を有する積層板は、前記積層板の製造において0.1mm厚のプリプレグを6枚重ねて作製したものを用いた。
厚さ0.6mmの両面に銅箔を有する積層板から50mm×50mmに切り出し、JIS C 6481に従い半面エッチングを行ってテストピースを作成した。121℃のプレッシャークッカーで2時間処理した後、260℃のはんだ槽に銅箔面を下にして浮かべ、120秒後における外観の異常を調べた。なお、前記テストピース作製に用いた積層板は、前記積層板の製造において0.1mm厚のプリプレグを6枚重ねて作製したものを用いた。
各符号は以下の通りである。
○:異常なし
×:フクレあり
厚さ0.2mmの両面に銅箔を有する積層板の両面にサブトラクティブ法により回路を形成した後、ソルダーレジスト層をその両面に形成し、露光機にて紫外線露光を形成されたソルダーレジストを目視観察して、未現像部がないか確認した。尚、用いた積層板は、前記積層板の製造において0.1mm厚のプリプレグを2枚重ねて作製したものを用いた。
各符号は以下の通りである。
○:ソルダーレジスト層に実用上問題なし
×:ソルダーレジスト層に実用上問題あり
実施例1〜18はいずれも、低熱膨張性、絶縁信頼性、難燃性、吸湿半田耐熱性等すべての評価において良好なものであった。
これに対し、比較例1は、無機充填材が含有ないため、線膨張係数が大きくなり、熱衝撃試験や吸湿半田耐熱試験でクラックやフクレが発生した。
比較例2は、金属水酸化物中の金属イオン性不純物の濃度が高く、絶縁信頼性試験で絶縁抵抗が低下した。
比較例3、4は、金属水酸化物を含有せず、無機充填材の含有量が少ないため、難燃性が低下した。
比較例5は、紫外線吸収剤を含有せず、露光性が低下した。
比較例6は、硬化剤を含有せず、吸湿耐半田性、プレス成形性が低下した。
Claims (15)
- 繊維基材に含浸させてシート状のプリプレグを形成し、前記プリプレグを1枚以上重ね合わせ、前記プリプレグの少なくとも一方の外側の面に銅箔を配置して加熱加圧成形してなる積層板を形成するために用いる絶縁樹脂組成物であり、硬化物の線膨張係数が、25℃において6ppm/℃以上60ppm/℃以下である絶縁樹脂組成物であって、
(a)平均粒径が0.1μm以上8μm以下である金属水酸化物、
(b)ノボラック型エポキシ樹脂を含み、かつ、実質的にハロゲン化されていないエポキシ樹脂、
(c)紫外線吸収剤、
(d)硬化剤
を含有し、
前記(a)金属水酸化物は水酸化アルミニウムであるとともに含有される金属イオン性不純物であるナトリウムイオンの濃度が500ppm以下であり、
前記絶縁樹脂組成物全体として、前記(a)金属水酸化物の含有量が1重量%以上50重量%以下であり、
前記(c)紫外線吸収剤がクマリン構造を有する化合物であり、
前記銅箔は、キャリア箔付き極薄銅箔であって、前記キャリア箔付き極薄銅箔の極薄銅箔の厚さが0.1μm以上10μm以下であることを特徴とする絶縁樹脂組成物。 - 前記絶縁樹脂組成物は、(e)モリブデン酸亜鉛で表面処理された、金属水酸化物以外の無機充填材を含有する請求項1に記載の絶縁樹脂組成物。
- 前記絶縁樹脂組成物の300℃における重量減少率が15%以下である請求項1または2に記載の絶縁樹脂組成物。
- 前記(a)金属水酸化物の300℃における重量減少率が20重量%以上40重量%以下である請求項1ないし3のいずれか一項に記載の絶縁樹脂組成物。
- 前記(e)モリブデン酸亜鉛で表面処理された、金属水酸化物以外の無機充填材は、タルクの表面をモリブデン酸亜鉛で表面処理したものである請求項2ないし4のいずれか一項に記載の絶縁樹脂組成物。
- 前記(d)硬化剤は、フェノールノボラック樹脂、クレゾールノボラック樹脂、アリールアルキレン型ノボラック樹脂よりなる群から選ばれる少なくとも1種のノボラック型フェノール樹脂である請求項1ないし5のいずれか一項に記載の絶縁樹脂組成物。
- 請求項1ないし6のいずれか一項に記載の絶縁樹脂組成物を繊維基材に含浸させてなるプリプレグ。
- 前記繊維基材は、ガラス繊維である請求項7に記載のプリプレグ。
- 前記繊維基材は、有機繊維である請求項7に記載のプリプレグ。
- 請求項7ないし9のいずれか一項に記載のプリプレグを1枚以上重ね合わせ、前記プリプレグの少なくとも一方の外側の面に銅箔を配置して加熱加圧成形してなる積層板。
- 前記銅箔は、キャリア箔付き極薄銅箔である請求項10に記載の積層板。
- 前記キャリア箔付き極薄銅箔の極薄銅箔の厚さが0.1μm以上10μm以下である請求項11に記載の積層板。
- 請求項7ないし12のいずれか一項に記載のプリプレグ及び/または積層板を用いてなるプリント配線板。
- 請求項7ないし12のいずれか一項に記載のプリプレグ及び/または積層板を用いてなる多層プリント配線板。
- 請求項14に記載の多層プリント配線板に半導体素子を搭載してなる半導体装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007169996A JP5245301B2 (ja) | 2007-06-28 | 2007-06-28 | 樹脂組成物、プリプレグ、積層板、及び半導体装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007169996A JP5245301B2 (ja) | 2007-06-28 | 2007-06-28 | 樹脂組成物、プリプレグ、積層板、及び半導体装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009007469A JP2009007469A (ja) | 2009-01-15 |
| JP5245301B2 true JP5245301B2 (ja) | 2013-07-24 |
Family
ID=40322870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007169996A Expired - Fee Related JP5245301B2 (ja) | 2007-06-28 | 2007-06-28 | 樹脂組成物、プリプレグ、積層板、及び半導体装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5245301B2 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8533971B2 (en) | 2010-10-29 | 2013-09-17 | Velico Medical, Inc. | System and method for spray drying a liquid |
| US9867782B2 (en) | 2009-04-09 | 2018-01-16 | Entegrion, Inc. | Spray-dried blood products and methods of making same |
| US10251911B2 (en) | 2009-09-16 | 2019-04-09 | Entegrion, Inc. | Spray dried human plasma |
| US10843100B2 (en) | 2010-10-29 | 2020-11-24 | Velico Medical, Inc. | Spray drier assembly for automated spray drying |
| US11052045B2 (en) | 2014-09-19 | 2021-07-06 | Velico Medical, Inc. | Formulations and methods for contemporaneous stabilization of active proteins during spray drying and storage |
| US11841189B1 (en) | 2022-09-15 | 2023-12-12 | Velico Medical, Inc. | Disposable for a spray drying system |
| US11975274B2 (en) | 2022-09-15 | 2024-05-07 | Velico Medical, Inc. | Blood plasma product |
| US11998861B2 (en) | 2022-09-15 | 2024-06-04 | Velico Medical, Inc. | Usability of a disposable for a spray drying plasma system |
| US12083447B2 (en) | 2022-09-15 | 2024-09-10 | Velico Medical, Inc. | Alignment of a disposable for a spray drying plasma system |
| US12246093B2 (en) | 2022-09-15 | 2025-03-11 | Velico Medical, Inc. | Methods for making spray dried plasma |
| US12246266B2 (en) | 2022-09-15 | 2025-03-11 | Velico Medical, Inc. | Disposable for a spray drying system |
| US12405057B2 (en) | 2022-09-15 | 2025-09-02 | Velico Medical, Inc. | Rapid spray drying system |
| US12539355B2 (en) | 2022-09-15 | 2026-02-03 | Velico Medical, Inc. | Dryer for a spray drying system |
| US12571587B2 (en) | 2022-09-15 | 2026-03-10 | Velico Medical, Inc. | Finishing apparatus for a spray drying system |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5456440B2 (ja) * | 2009-01-30 | 2014-03-26 | 日東電工株式会社 | ダイシングテープ一体型ウエハ裏面保護フィルム |
| CN101704991B (zh) * | 2009-11-23 | 2011-08-17 | 南亚塑胶工业股份有限公司 | 一种热固性环氧树脂组合物 |
| JP5468954B2 (ja) * | 2010-03-26 | 2014-04-09 | パナソニック株式会社 | 液状エポキシ樹脂組成物と半導体装置 |
| EP3048132A1 (en) * | 2011-02-16 | 2016-07-27 | Mitsubishi Rayon Co., Ltd. | Prepreg and fiber-reinforced composite material |
| WO2025205970A1 (ja) * | 2024-03-29 | 2025-10-02 | パナソニックIpマネジメント株式会社 | プリプレグ、金属張積層板、及びプリント配線板 |
| TW202544171A (zh) * | 2024-03-29 | 2025-11-16 | 日商松下知識產權經營股份有限公司 | 樹脂組成物、預浸體、附樹脂之薄膜、附樹脂之金屬箔、覆金屬積層板及印刷配線板 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4639439B2 (ja) * | 2000-08-04 | 2011-02-23 | 住友ベークライト株式会社 | エポキシ樹脂組成物、プリプレグ及びそれを用いた銅張積層板 |
| JP4783984B2 (ja) * | 2001-02-15 | 2011-09-28 | 日立化成工業株式会社 | 樹脂組成物およびその用途ならびにそれらの製造方法 |
| JP2006028274A (ja) * | 2004-07-14 | 2006-02-02 | Tokai Rubber Ind Ltd | エポキシ樹脂組成物およびこれを用いたプリプレグ |
| JP4706332B2 (ja) * | 2005-05-26 | 2011-06-22 | 日立化成工業株式会社 | 樹脂組成物、それを用いたプリプレグ、積層板および印刷配線板 |
| JP4471936B2 (ja) * | 2006-01-17 | 2010-06-02 | 協和化学工業株式会社 | 電機および電子部品用材料 |
-
2007
- 2007-06-28 JP JP2007169996A patent/JP5245301B2/ja not_active Expired - Fee Related
Cited By (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9867782B2 (en) | 2009-04-09 | 2018-01-16 | Entegrion, Inc. | Spray-dried blood products and methods of making same |
| US11213488B2 (en) | 2009-04-09 | 2022-01-04 | Entegrion, Inc. | Spray-dried blood products and methods of making same |
| US12414920B2 (en) | 2009-04-09 | 2025-09-16 | Velico Medical Inc. | Spray-dried blood products and methods of making same |
| US10251911B2 (en) | 2009-09-16 | 2019-04-09 | Entegrion, Inc. | Spray dried human plasma |
| US12208121B2 (en) | 2009-09-16 | 2025-01-28 | Velico Medical, Inc. | Spray-dried human plasma |
| US8533972B2 (en) | 2010-10-29 | 2013-09-17 | Velico Medical, Inc. | System and method for spray drying a liquid |
| US8601712B2 (en) | 2010-10-29 | 2013-12-10 | Velico Medical, Inc. | System and method for spray drying a liquid |
| US10843100B2 (en) | 2010-10-29 | 2020-11-24 | Velico Medical, Inc. | Spray drier assembly for automated spray drying |
| US8533971B2 (en) | 2010-10-29 | 2013-09-17 | Velico Medical, Inc. | System and method for spray drying a liquid |
| US12064518B2 (en) | 2014-09-19 | 2024-08-20 | Velico Medical, Inc. | Formulations and methods for contemporaneous stabilization of active proteins during spray drying and storage |
| US11052045B2 (en) | 2014-09-19 | 2021-07-06 | Velico Medical, Inc. | Formulations and methods for contemporaneous stabilization of active proteins during spray drying and storage |
| US11806431B2 (en) | 2014-09-19 | 2023-11-07 | Velico Medical, Inc. | Formulations and methods for contemporaneous stabilization of active proteins during spray drying and storage |
| US12092397B2 (en) | 2022-09-15 | 2024-09-17 | Velico Medical, Inc. | Disposable for a spray drying system |
| US12274955B2 (en) | 2022-09-15 | 2025-04-15 | Velico Medical, Inc | Usability of a disposable for a spray drying plasma system |
| US11975274B2 (en) | 2022-09-15 | 2024-05-07 | Velico Medical, Inc. | Blood plasma product |
| US12083447B2 (en) | 2022-09-15 | 2024-09-10 | Velico Medical, Inc. | Alignment of a disposable for a spray drying plasma system |
| US11913723B1 (en) | 2022-09-15 | 2024-02-27 | Velico Medical, Inc. | Baffle plate used in a disposable for a spray drying system |
| US12201920B2 (en) | 2022-09-15 | 2025-01-21 | Velico Medical, Inc. | Blood plasma product |
| US11913722B1 (en) | 2022-09-15 | 2024-02-27 | Velico Medical, Inc. | Rapid spray drying system |
| US12247784B2 (en) | 2022-09-15 | 2025-03-11 | Velico Medical, Inc. | Baffle plate used in a disposable for a spray drying system |
| US12246093B2 (en) | 2022-09-15 | 2025-03-11 | Velico Medical, Inc. | Methods for making spray dried plasma |
| US12246266B2 (en) | 2022-09-15 | 2025-03-11 | Velico Medical, Inc. | Disposable for a spray drying system |
| US12253308B1 (en) | 2022-09-15 | 2025-03-18 | Velico Medical Inc. | Disposable for a spray drying system |
| US11998861B2 (en) | 2022-09-15 | 2024-06-04 | Velico Medical, Inc. | Usability of a disposable for a spray drying plasma system |
| US12337260B2 (en) | 2022-09-15 | 2025-06-24 | Velico Medical, Inc. | Method for providing dried plasma |
| US12405057B2 (en) | 2022-09-15 | 2025-09-02 | Velico Medical, Inc. | Rapid spray drying system |
| US11841189B1 (en) | 2022-09-15 | 2023-12-12 | Velico Medical, Inc. | Disposable for a spray drying system |
| US12447244B1 (en) | 2022-09-15 | 2025-10-21 | Velico Medical, Inc. | Methods for a spray drying system |
| US12529518B2 (en) | 2022-09-15 | 2026-01-20 | Velico Medical, Inc. | Disposable for a spray drying system |
| US12533602B2 (en) | 2022-09-15 | 2026-01-27 | Velico Medical, Inc. | Blood plasma product |
| US12533603B2 (en) | 2022-09-15 | 2026-01-27 | Velico Medical, Inc. | Disposable for a spray drying system |
| US12535269B2 (en) | 2022-09-15 | 2026-01-27 | Velico Medical, Inc. | Spray drying system |
| US12533604B2 (en) | 2022-09-15 | 2026-01-27 | Velico Medical, Inc. | Dried plasma system |
| US12539355B2 (en) | 2022-09-15 | 2026-02-03 | Velico Medical, Inc. | Dryer for a spray drying system |
| US12571587B2 (en) | 2022-09-15 | 2026-03-10 | Velico Medical, Inc. | Finishing apparatus for a spray drying system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009007469A (ja) | 2009-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5245301B2 (ja) | 樹脂組成物、プリプレグ、積層板、及び半導体装置 | |
| JP5493853B2 (ja) | エポキシ樹脂組成物、プリプレグ、積層板、多層プリント配線板、半導体装置、絶縁樹脂シート、多層プリント配線板の製造方法 | |
| US8357859B2 (en) | Insulating resin sheet laminate and multi-layer printed circuit board including insulating resin sheet laminate | |
| KR101763975B1 (ko) | 회로 기판용 에폭시 수지 조성물, 프리프레그, 적층판, 수지 시트, 프린트 배선판용 적층기재, 프린트 배선판, 및 반도체 장치 | |
| JP5234195B2 (ja) | プリプレグ、積層板、プリント配線板及び半導体装置 | |
| JP5703547B2 (ja) | 樹脂組成物、プリプレグ、積層板、多層プリント配線および半導体装置 | |
| JP5353241B2 (ja) | 多層プリント配線板および半導体装置 | |
| US20110308848A1 (en) | Resin composition for wiring board, resin sheet for wiring board, composite body, method for producing composite body, and semiconductor device | |
| KR101502653B1 (ko) | 적층판, 회로판 및 반도체 장치 | |
| JP2003253018A (ja) | プリプレグ及びそれを用いたプリント配線板 | |
| JP2010056274A (ja) | 多層プリント配線板の製造方法、多層プリント配線板および半導体装置 | |
| KR20140027493A (ko) | 프리프레그, 적층판, 반도체 패키지 및 적층판의 제조 방법 | |
| JP5245253B2 (ja) | 樹脂組成物、フィルム付きまたは金属箔付き絶縁樹脂シート、多層プリント配線板、及び半導体装置 | |
| JP2010285523A (ja) | 樹脂組成物、プリプレグ、積層板、多層プリント配線、および半導体装置 | |
| JP5515225B2 (ja) | 多層プリント配線板、及び半導体装置 | |
| JP2008130796A (ja) | 多層プリント配線板用絶縁樹脂組成物、基材付き絶縁シート、多層プリント配線板及び半導体装置 | |
| JP2003213019A (ja) | プリプレグ及びそれを用いたプリント配線板 | |
| JP4840303B2 (ja) | ガラス繊維織布入り絶縁樹脂シート、積層板、多層プリント配線板、及び半導体装置 | |
| JP2005209489A (ja) | 絶縁シート | |
| JP5448414B2 (ja) | 樹脂組成物、プリプレグ、積層板、多層プリント配線板、及び半導体装置 | |
| JP5194423B2 (ja) | 樹脂組成物、プリプレグ、積層板、及び半導体装置 | |
| JP2009298981A (ja) | 樹脂組成物、プリプレグおよびそれを用いたプリント配線板 | |
| JP2009094217A (ja) | 半導体装置、半導体装置用プリント配線板及び銅張積層板 | |
| JP2006036936A (ja) | エポキシ樹脂組成物、プリプレグ、多層プリント配線板 | |
| JP2003096296A (ja) | 樹脂組成物、プリプレグ及びそれを用いたプリント配線板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111018 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120117 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120201 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120319 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120323 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120417 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120821 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121121 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130325 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |