JP5316006B2 - 発泡構造体および発泡構造体の製造方法 - Google Patents
発泡構造体および発泡構造体の製造方法 Download PDFInfo
- Publication number
- JP5316006B2 JP5316006B2 JP2009005762A JP2009005762A JP5316006B2 JP 5316006 B2 JP5316006 B2 JP 5316006B2 JP 2009005762 A JP2009005762 A JP 2009005762A JP 2009005762 A JP2009005762 A JP 2009005762A JP 5316006 B2 JP5316006 B2 JP 5316006B2
- Authority
- JP
- Japan
- Prior art keywords
- foam
- foam material
- foamed
- rigidity
- filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Instrument Panels (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
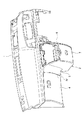
8a 基材の裏面(面)
9 表皮材(対向部材)
10 発泡構造体
11 第1の発泡材
12 第2の発泡材
12a 第2の発泡材の一部
12b 第2の発泡材の他の部分
13 複合体
Claims (3)
- 基材と表皮材との間に第1の発泡材と第2の発泡材とが設けられた発泡構造体であって、
前記第2の発泡材は、その一部が前記第1の発泡材に充填されて前記第1の発泡材の内部に位置しているとともに他の部分が前記第1の発泡材の外部に位置しており、
前記第2の発泡材のうち前記第1の発泡材内に位置する部分の空隙率が、前記第2の発泡材のうち前記第1の発泡材外に位置する部分の空隙率よりも低くなっており、
前記第2の発泡材のうち前記第1の発泡材内に位置する部分と前記第1の発泡材とからなる複合体の剛性が、前記第2の発泡材のうち前記第1の発泡材外に位置する部分の剛性よりも高いことを特徴とする発泡構造体。 - 前記第1の発泡材および前記第2の発泡材は、ポリウレタンフォームであることを特徴とする請求項1に記載の発泡構造体。
- 基材と表皮材との間に第1の発泡材と第2の発泡材とが設けられた発泡構造体の製造方法であって、
流動体が内部を通過可能な固体状の第1の発泡材を、基材に固定する第1の工程と、
前記基材における前記第1の発泡材が固定された面に間隔をあけて対向配置した表皮材と前記基材との間と、前記第1の発泡材とに、発泡性および流動性を有していて未発泡状態の充填材を充填する第2の工程と、
前記充填材を発泡させて固体状の第2の発泡材を形成して、前記第2の発泡材のうち前記第1の発泡材内に位置する部分と前記第1の発泡材とからなる複合体を形成する第3の工程と、
を含み、
前記第3の工程は、前記充填材のうち前記第1の発泡材中の前記充填材の気泡の成長を前記第1の発泡材によって抑制して、前記第2の発泡材のうち前記第1の発泡材内に位置する部分の空隙率を前記第2の発泡材のうち前記第1の発泡材外に位置する部分の空隙率よりも低くし、前記第2の発泡材のうち前記第1の発泡材外に位置する部分の剛性よりも前記複合体の剛性を高くすることを特徴とする発泡構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009005762A JP5316006B2 (ja) | 2009-01-14 | 2009-01-14 | 発泡構造体および発泡構造体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009005762A JP5316006B2 (ja) | 2009-01-14 | 2009-01-14 | 発泡構造体および発泡構造体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010162735A JP2010162735A (ja) | 2010-07-29 |
| JP5316006B2 true JP5316006B2 (ja) | 2013-10-16 |
Family
ID=42579327
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009005762A Expired - Fee Related JP5316006B2 (ja) | 2009-01-14 | 2009-01-14 | 発泡構造体および発泡構造体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5316006B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS577542Y2 (ja) * | 1974-04-24 | 1982-02-13 | ||
| JPS55206A (en) * | 1978-04-10 | 1980-01-05 | Achilles Corp | Manufacture of cushion |
| JPS58185235A (ja) * | 1982-04-23 | 1983-10-28 | Toyo Rubber Chem Ind Co Ltd | クツシヨン体の製造方法および成形型 |
| JPS63178009A (ja) * | 1987-01-19 | 1988-07-22 | Kasai Kogyo Co Ltd | 自動車用内装部品 |
| JP2557249B2 (ja) * | 1988-03-19 | 1996-11-27 | 株式会社イノアックコーポレーション | 異硬度クッション体の製造方法 |
| JP4922621B2 (ja) * | 2006-02-16 | 2012-04-25 | ダイキョーニシカワ株式会社 | ウレタン一体発泡成形品 |
-
2009
- 2009-01-14 JP JP2009005762A patent/JP5316006B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010162735A (ja) | 2010-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20110042074A (ko) | 배플 | |
| US10149546B2 (en) | Cushion pad of vehicle seat and manufacturing method thereof | |
| CN101219569A (zh) | 树脂成形品的制造方法、树脂成形品及仪表板 | |
| WO2008018614A1 (fr) | panneau de finition intérieure et procédé de moulage par injection | |
| JP2014073795A (ja) | シート用バックパッド及びその製造方法 | |
| JP5316006B2 (ja) | 発泡構造体および発泡構造体の製造方法 | |
| US6966592B2 (en) | Resin-made floor panel structure | |
| KR20190001646A (ko) | 차량 시트용 슬림 폼패드의 제조방법 및 이의 제조방법으로 제작된 차량 시트용 슬림 폼패드 | |
| JP5090124B2 (ja) | シート用パッド及びその製造方法、並びに、シート構成部材の製造方法 | |
| JP5655558B2 (ja) | 発泡補強部材が配設された中空構造物及びその製造方法 | |
| JP2007007941A (ja) | 樹脂成形体 | |
| JP2022115343A (ja) | クッションパッド及びその製造方法 | |
| JP5707933B2 (ja) | 発泡補強部材が配設された中空構造物の製造方法 | |
| JP2018175294A (ja) | シートクッション材の製造方法 | |
| JP5655559B2 (ja) | 発泡補強部材が配設された中空構造物及びその製造方法 | |
| JP2008126835A (ja) | 車両骨格部材構造、及び車両骨格部材の製造方法 | |
| JP5178428B2 (ja) | 防音カバーおよびその製造方法 | |
| JP5593183B2 (ja) | 車内騒音低減装置 | |
| JP6961509B2 (ja) | 車両用シートクッション | |
| JP2014073796A (ja) | シート用バックパッド及びその製造方法 | |
| JP4697546B2 (ja) | 車両用内装材とその製造方法 | |
| JP5377931B2 (ja) | 樹脂成形品 | |
| JP4585437B2 (ja) | 表皮一体発泡品の製造方法 | |
| JP2019151213A (ja) | インストルメントパネル構造 | |
| JP4827075B2 (ja) | プラスチック製中空二重壁構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130611 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130624 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5316006 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |