JP5372782B2 - 生体インプラント及びその製造方法 - Google Patents
生体インプラント及びその製造方法 Download PDFInfo
- Publication number
- JP5372782B2 JP5372782B2 JP2009551322A JP2009551322A JP5372782B2 JP 5372782 B2 JP5372782 B2 JP 5372782B2 JP 2009551322 A JP2009551322 A JP 2009551322A JP 2009551322 A JP2009551322 A JP 2009551322A JP 5372782 B2 JP5372782 B2 JP 5372782B2
- Authority
- JP
- Japan
- Prior art keywords
- diameter
- pores
- open
- biological implant
- open pores
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/50—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
- A61L27/56—Porous materials, e.g. foams or sponges
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/14—Macromolecular materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/14—Macromolecular materials
- A61L27/18—Macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/40—Composite materials, i.e. containing one material dispersed in a matrix of the same or different material
- A61L27/44—Composite materials, i.e. containing one material dispersed in a matrix of the same or different material having a macromolecular matrix
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Dermatology (AREA)
- Public Health (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Materials For Medical Uses (AREA)
- Prostheses (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
Description
(1)実質部とその表面に形成されて成る小径気孔及び大径気孔を有する表面層とを備えて成る表面発泡体であって、前記表面層は、前記実質部を形成するエンジニアリングプラスチックからなる基材の表面部を多孔質構造にすることにより得られ、前記小径気孔及び大径気孔の一部は前記表面層の表面に開口する開気孔を形成しており、前記開気孔は平均開気孔径が5μm以下の小径開気孔と平均開気孔径が10〜200μmの大径開気孔とを有し、前記表面層の表面に開口する大径開気孔は、その内壁面に小径気孔及び大径気孔と連通する連通孔が形成されていることを特徴とする生体インプラントを挙げることができ、
前記(1)の好ましい態様として、
(2)前記エンジニアリングプラスチックは、ポリエーテルエーテルケトンであることを特徴とする(1)に記載の生体インプラント、
(3)前記エンジニアリングプラスチックは、炭素繊維、ガラス繊維、セラミック繊維、金属繊維、及び有機繊維からなる群より選択される少なくとも1つの繊維を含むことを特徴とする(1)又は(2)に記載の生体インプラントを挙げることができ、
(4)前記(1)〜(3)のいずれか1つに記載の生体インプラントの前記表面層における開気孔の内壁面及び/又は前記表面層の表面に生体活性物質を有していることを特徴とする生体インプラントを挙げることができる。
(5)エンジニアリングプラスチックにより形成されて成る基材の表面に微小気孔を形成することにより微小気孔基材を得る工程1と、
前記工程1で得られた微小気孔基材を、発泡剤を含有する溶液に浸漬することにより発泡剤保持基材を得る工程2と、
前記工程2で得られた発泡剤保持基材を、エンジニアリングプラスチックを膨潤させ、かつ、発泡剤を発泡させる発泡溶液に浸漬することにより発泡基材を得る工程3と、
前記工程3で得られた発泡基材を、膨潤したエンジニアリングプラスチックを凝固させる凝固溶液に浸漬する工程4と、
を有しており、前記工程3で使用される発泡溶液が酸性溶液であることを特徴とする生体インプラントの製造方法を挙げることができ、
前記(5)の好ましい態様として、
(6)前記エンジニアリングプラスチックは、ポリエーテルエーテルケトンであることを特徴とする(5)に記載の生体インプラントの製造方法、
(7)前記エンジニアリングプラスチックは、炭素繊維、ガラス繊維、セラミック繊維、金属繊維、及び有機繊維からなる群より選択される少なくとも1つの繊維を含むことを特徴とする(5)又は(6)に記載の生体インプラントの製造方法、
(8)前記工程3で使用される発泡溶液が、濃硫酸であることを特徴とする(5)〜(7)のいずれか1つに記載の生体インプラントの製造方法、
(9)前記凝固溶液の種類と、前記凝固溶液の濃度と、前記発泡基材の前記凝固溶液への浸漬時間とから選択される少なくとも1つを変化させることにより、生体インプラントの表面層の多孔質構造を制御することを特徴とする(5)〜(8)のいずれか1つに記載の生体インプラントの製造方法、
(10)前記凝固溶液が、水と、膨潤したエンジニアリングプラスチックを凝固させるのに水よりも長時間を要する低凝固溶液から選択される少なくとも1つであることを特徴とする(5)〜(9)のいずれか1つに記載の生体インプラントの製造方法、
(11)前記低凝固溶液が、濃度90%未満の硫酸であることを特徴とする(5)〜(10)のいずれか1つに記載の生体インプラントの製造方法、
(12)前記発泡剤が、炭酸塩であることを特徴とする(5)〜(11)のいずれか1つに記載の生体インプラントの製造方法、
(13)前記炭酸塩が、炭酸水素ナトリウム、炭酸ナトリウム、及び炭酸カリウムからなる群より選択される少なくとも1つの炭酸塩を含むことを特徴とする(5)〜(12)のいずれか1つに記載の生体インプラントの製造方法を挙げることができ、
(14)前記(5)〜(13)のいずれか1つに記載の方法により形成されて成る生体インプラントを、カルシウムイオンを含む溶液及びリン酸イオンを含む溶液の両方に、いずれか先に浸漬することを特徴とする生体インプラントの製造方法を挙げることができる。
炭素繊維については、ここではカーボンナノチューブも含まれる。
ガラス繊維としては、ホウケイ酸ガラス(Eガラス)、高強度ガラス(Sガラス)、高弾性ガラス(YM−31Aガラス)等の繊維、
セラミック繊維としては、炭化ケイ素、窒化ケイ素、アルミナ、チタン酸カリウム、炭化ホウ素、酸化マグネシウム、酸化亜鉛、ホウ酸アルミニウム、ホウ素等の繊維、
金属繊維としては、タングステン、モリブデン、ステンレス、スチール、タンタル等の繊維、
有機繊維としては、ポリビニルアルコール、ポリアミド、ポリエチレンテレフタレート、ポリエステル、アラミド等の繊維、又はこれらの混合物を用いることができる。
以下においては、前記液相法により生体インプラントを製造する方法の一実施例を説明する。
(実施例1)
表面発泡体を形成する物質としてPEEKを使用した場合の実施例である。
下記の手順により表面発泡体を作製した。
炭酸水素ナトリウム水溶液の代わりに炭酸ナトリウム水溶液(濃度:500mM)を使用した以外は、実施例1と同様にして表面発泡体を得た。
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図5に示す(拡大率300倍)。表面発泡体の表面には実施例1と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。小径気孔により形成された小径開気孔の開気孔径は、2〜4μmであった。大径気孔により形成された大径開気孔の開気孔径は、30〜80μmであった。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、39%であった。
炭酸水素ナトリウム水溶液の代わりに炭酸カリウム水溶液(濃度:500mM)を使用した以外は、実施例1と同様にして表面発泡体を得た。
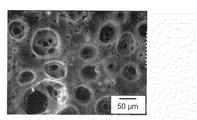
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図6に示す(拡大率300倍)。表面発泡体の表面には実施例1と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。小径気孔により形成された小径開気孔の開気孔径は、1〜2μmであった。大径気孔により形成された大径開気孔の開気孔径は、20〜30μmであった。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、15%であった。
炭酸カリウム水溶液の濃度を3Mにした以外は、実施例3と同様にして表面発泡体を得た。
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図7に示す(拡大率300倍)。表面発泡体の表面には実施例3と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。小径気孔により形成された小径開気孔の開気孔径は、1〜4μmであった。大径気孔により形成された大径開気孔の開気孔径は、100〜200μmであった。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、64%であった。
発泡基材を濃硫酸から引き上げて純水に10分間浸漬する前に、濃度が63%の硫酸に1分間浸漬した以外は、実施例4と同様にして表面発泡体を得た。
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図8(a)、(b)に示す(図8(a):拡大率100倍、図8(b):拡大率3000倍)。図8(a)に示されるように、表面発泡体の表面には実施例4と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。連通孔の数は実施例4と同程度であった。大径気孔により形成された大径開気孔の開気孔径は、10〜100μmであった。
図8(b)に示されるように、小径気孔により形成された小径開気孔の開気孔径は、0.2〜4μmであった。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、61%であった。
濃度が63%の硫酸への浸漬時間を5分間とした以外は、実施例5と同様にして表面発泡体を得た。
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図9(a)、(b)に示す(図9(a):拡大率100倍、図9(b):拡大率3000倍)。図9(a)に示されるように、表面発泡体の表面には実施例5と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。連通孔の数は実施例5よりも若干減っていた。また、大径気孔により形成された大径開気孔の開気孔径は、実施例5における開気孔径よりも大きく、30〜300μmであった。
図9(b)に示されるように、小径気孔により形成された小径開気孔の開気孔径は、0.5〜5μmであった。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、67%であった。
(実施例7)
濃度が63%の硫酸への浸漬時間を15分間とした以外は、実施例5と同様にして表面発泡体を得た。
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図10(a)、(b)に示す(図10(a):拡大率100倍、図10(b):拡大率3000倍)。図10(a)に示されるように、表面発泡体の表面には実施例5と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。連通孔の数は実施例6と同程度であった。また、大径気孔により形成された大径開気孔の開気孔径は、実施例6における開気孔径と同程度であり、30〜300μmであった。大径開気孔及び連通孔が実施例6の場合とほぼ同程度であったのは、発泡基材を濃度が63%の硫酸に10分間浸漬した段階で、発泡基材の凝固がほぼ完了したためであると考えられる。
図10(b)に示されるように、小径気孔により形成された小径開気孔の開気孔径は、0.5〜5μmであった。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、68%であった。
(実施例8)
濃度が63%の硫酸の代わりに、濃度が86%の硫酸を使用したこと以外は、実施例5と同様にして表面発泡体を得た。
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図11(a)、(b)に示す(図11(a):拡大率100倍、図11(b):拡大率3000倍)。図11(a)に示されるように、表面発泡体の表面には実施例5と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。大径気孔が連通して形成される大径連通孔の孔径は、実施例5の場合よりも大きい大径連通孔が認められ、10〜20μmであった。また、大径気孔により形成された大径開気孔の開気孔径は、実施例5における開気孔径よりも大きく、50〜180μmであった。
図11(b)に示されるように、小径気孔により形成された小径開気孔の開気孔径は、0.3〜4μmであった。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、67%であった。
(実施例9)
濃度が63%の硫酸の代わりに、濃度が86%の硫酸を使用したこと以外は、実施例6と同様にして表面発泡体を得た。
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図12(a)、(b)に示す(図12(a):拡大率100倍、図12(b):拡大率3000倍)。図12(a)に示されるように、表面発泡体の表面には実施例5と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。大径気孔が連通して形成される大径連通孔の孔径は、実施例8の大径連通孔よりも明らかに大きく、20〜40μmであった。大径連通孔の数は、実施例8の場合に比べて減少していた。また、大径気孔により形成された大径開気孔の開気孔径は、実施例8における大径開気孔径と同程度であり、60〜170μmであった。
図12(b)に示されるように、小径気孔により形成された小径開気孔の開気孔径は、0.5〜1μmであった。
作製した表面発泡体の縦断面をマイクロスコープで観察した結果を図13に示す(拡大率500倍)。試験体の表面から厚さ約120μmの表面層全体において、孔径が30〜50μmの大径気孔が認められた。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、65%であった。
(実施例10)
濃度が63%の硫酸の代わりに、濃度が86%の硫酸を使用したこと以外は、実施例7と同様にして表面発泡体を得た。
作製した表面発泡体の表面を走査型電子顕微鏡で観察した結果を図14(a)、(b)に示す(図14(a):拡大率100倍、図14(b):拡大率3000倍)。図14(a)に示されるように、表面発泡体の表面には実施例5と同様に、開気孔及び開気孔の内壁面に形成されている連通孔が多数確認された。大径気孔が連通して形成される大径連通孔の孔径は、実施例9の場合の孔径と同程度であり、20〜40μmであった。また、大径気孔により形成された大径開気孔の開気孔径は、実施例9における大径開気孔径より小さく、30〜80μmであった。
図14(b)に示されるように、小径気孔により形成された小径開気孔の開気孔径は、0.2〜1μmであった。
実施例1と同様にして、写真全体の面積に対する大径開気孔の面積割合を算出したところ、54%であった。
(実施例11)
実施例1において作製した表面発泡体を、カルシウムイオン濃度2Mの塩化カルシウム水溶液に60分間浸漬して、続けて、リン酸イオン濃度2Mのリン酸水素ニカリウム水溶液に60分間浸漬して、溶液浸漬基材を得た。
2、202a、202b 実質部
3、203a、203b 小径気孔
4、204a、204b 大径気孔
5、205a、205b 表面層
6、206a、206b 開気孔
7、207a、207b 連通孔
8 独立気孔
9 連通気孔
13、213a、213b 小径開気孔
14、214a、214b 大径開気孔
15 小径連通孔
16、216a、216b 大径連通孔
210a、210b 生体活性物質
211a、211b 内壁面
212a、212b 生体インプラント
A 小径気孔の平均開気孔径
B 大径気孔の平均開気孔径
C 小径連通孔径
D 大径連通孔径
Claims (14)
- 実質部とその表面に形成されて成る小径気孔及び大径気孔を有する表面層とを備えて成る表面発泡体であって、前記表面層は、前記実質部を形成するエンジニアリングプラスチックからなる基材の表面部を多孔質構造にすることにより得られ、前記小径気孔及び大径気孔の一部は前記表面層の表面に開口する開気孔を形成しており、前記開気孔は平均開気孔径が5μm以下の小径開気孔と平均開気孔径が10〜200μmの大径開気孔とを有し、前記表面層の表面に開口する大径開気孔は、その内壁面に小径気孔及び大径気孔と連通する連通孔が形成されていることを特徴とする生体インプラント。
- 前記エンジニアリングプラスチックは、ポリエーテルエーテルケトンであることを特徴とする請求項1に記載の生体インプラント。
- 前記エンジニアリングプラスチックは、炭素繊維、ガラス繊維、セラミック繊維、金属繊維、及び有機繊維からなる群より選択される少なくとも1つの繊維を含むことを特徴とする請求項1又は2に記載の生体インプラント。
- 請求項1〜3のいずれか一項に記載の生体インプラントの前記表面層における開気孔の内壁面及び/又は前記表面層の表面に生体活性物質を有していることを特徴とする生体インプラント。
- エンジニアリングプラスチックにより形成されて成る基材の表面に微小気孔を形成することにより微小気孔基材を得る工程1と、
前記工程1で得られた微小気孔基材を、発泡剤を含有する溶液に浸漬することにより発泡剤保持基材を得る工程2と、
前記工程2で得られた発泡剤保持基材を、エンジニアリングプラスチックを膨潤させ、かつ、発泡剤を発泡させる発泡溶液に浸漬することにより発泡基材を得る工程3と、
前記工程3で得られた発泡基材を、膨潤したエンジニアリングプラスチックを凝固させる凝固溶液に浸漬する工程4と、
を有しており、前記工程3で使用される発泡溶液が酸性溶液であることを特徴とする生体インプラントの製造方法。
- 前記エンジニアリングプラスチックは、ポリエーテルエーテルケトンであることを特徴とする請求項5に記載の生体インプラントの製造方法。
- 前記エンジニアリングプラスチックは、炭素繊維、ガラス繊維、セラミック繊維、金属繊維、及び有機繊維からなる群より選択される少なくとも1つの繊維を含むことを特徴とする請求項5又は6に記載の生体インプラントの製造方法。
- 前記工程3で使用される発泡溶液が、濃硫酸であることを特徴とする請求項5〜7のいずれか一項に記載の生体インプラントの製造方法。
- 前記凝固溶液の種類と、前記凝固溶液の濃度と、前記発泡基材の前記凝固溶液への浸漬時間とから選択される少なくとも1つを変化させることにより、生体インプラントの表面層の多孔質構造を制御することを特徴とする請求項5〜8のいずれか一項に記載の生体インプラントの製造方法。
- 前記凝固溶液が、水と、膨潤したエンジニアリングプラスチックを凝固させるのに水よりも長時間を要する低凝固溶液とから選択される少なくとも1つであることを特徴とする請求項5〜9のいずれか一項に記載の生体インプラントの製造方法。
- 前記低凝固溶液が、濃度90%未満の硫酸であることを特徴とする請求項5〜10のいずれか一項に記載の生体インプラントの製造方法。
- 前記発泡剤が、炭酸塩であることを特徴とする請求項5〜11のいずれか一項に記載の生体インプラントの製造方法。
- 前記炭酸塩が、炭酸水素ナトリウム、炭酸ナトリウム、及び炭酸カリウムからなる群より選択される少なくとも1つの炭酸塩を含むことを特徴とする請求項5〜12のいずれか一項に記載の生体インプラントの製造方法。
- 請求項5〜13のいずれか一項に記載の方法により形成されて成る生体インプラントを、カルシウムイオンを含む溶液及びリン酸イオンを含む溶液の両方に、いずれか先に浸漬することを特徴とする生体インプラントの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009551322A JP5372782B2 (ja) | 2008-01-28 | 2008-09-29 | 生体インプラント及びその製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008016780 | 2008-01-28 | ||
| JP2008016780 | 2008-01-28 | ||
| JP2009551322A JP5372782B2 (ja) | 2008-01-28 | 2008-09-29 | 生体インプラント及びその製造方法 |
| PCT/JP2008/002717 WO2009095960A1 (ja) | 2008-01-28 | 2008-09-29 | 表面発泡体、生体インプラント及びそれらの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2009095960A1 JPWO2009095960A1 (ja) | 2011-05-26 |
| JP5372782B2 true JP5372782B2 (ja) | 2013-12-18 |
Family
ID=40912332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009551322A Expired - Fee Related JP5372782B2 (ja) | 2008-01-28 | 2008-09-29 | 生体インプラント及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US9931438B2 (ja) |
| EP (2) | EP2238992B1 (ja) |
| JP (1) | JP5372782B2 (ja) |
| WO (1) | WO2009095960A1 (ja) |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6352430B1 (en) | 1998-10-23 | 2002-03-05 | Goodrich Corporation | Method and apparatus for cooling a CVI/CVD furnace |
| NL1032851C2 (nl) * | 2006-11-10 | 2008-05-14 | Fondel Finance B V | Kit en werkwijze voor het fixeren van een prothese of deel daarvan en/of het vullen van benige defecten. |
| US11179243B2 (en) | 2007-02-28 | 2021-11-23 | Happe Spine Llc | Implantable devices |
| US20080206297A1 (en) | 2007-02-28 | 2008-08-28 | Roeder Ryan K | Porous composite biomaterials and related methods |
| US8066770B2 (en) * | 2007-05-31 | 2011-11-29 | Depuy Products, Inc. | Sintered coatings for implantable prostheses |
| JP5232484B2 (ja) * | 2008-01-31 | 2013-07-10 | 日本特殊陶業株式会社 | 生体インプラント |
| GB0809721D0 (en) * | 2008-05-28 | 2008-07-02 | Univ Bath | Improvements in or relating to joints and/or implants |
| RU2552939C2 (ru) | 2009-11-25 | 2015-06-10 | Дифьюжн Текнолоджиз, Инк. | Пост-загрузка покрытых цеолитом пластиков антимикробными ионами металлов |
| WO2011072212A2 (en) | 2009-12-11 | 2011-06-16 | Difusion Technologies, Inc. | Method of manufacturing antimicrobial implants of polyetheretherketone |
| ES2664944T3 (es) * | 2009-12-23 | 2018-04-24 | Fundacion Inasmet | Artículo de PEEK poroso como un implante |
| IT1398443B1 (it) * | 2010-02-26 | 2013-02-22 | Lima Lto S P A Ora Limacorporate Spa | Elemento protesico integrato |
| US9107765B2 (en) | 2010-05-07 | 2015-08-18 | Difusion Technologies, Inc. | Medical implants with increased hydrophilicity |
| EP2595576A1 (en) * | 2010-07-20 | 2013-05-29 | X-spine Systems, Inc. | Composite orthopedic implant having a low friction material substrate with primary frictional features and secondary frictional features |
| US9034048B2 (en) * | 2011-01-26 | 2015-05-19 | John A. Choren | Orthopaedic implants and methods of forming implant structures |
| KR20150015532A (ko) * | 2012-05-30 | 2015-02-10 | 뉴욕 유니버시티 | 조직 수복 장치 및 스캐폴드 |
| US9896782B2 (en) * | 2012-06-20 | 2018-02-20 | Jnc Corporation | Method for producing porous calcium phosphate body |
| JP6222901B2 (ja) * | 2012-07-11 | 2017-11-01 | 日本特殊陶業株式会社 | 生体インプラント及び生体インプラントの製造方法 |
| ES2692653T3 (es) | 2012-08-21 | 2018-12-04 | Avery Dennison Corporation | Sistemas y métodos para fabricar películas, fibras, esferas y otros artículos porosos |
| ES2653764T3 (es) * | 2012-10-19 | 2018-02-08 | Gerber, Thomas | Revestimiento osteoconductor de implantes hechos de plástico |
| JP5995730B2 (ja) * | 2013-01-09 | 2016-09-21 | 日本特殊陶業株式会社 | 生体骨固定用ネジ |
| US9949837B2 (en) | 2013-03-07 | 2018-04-24 | Howmedica Osteonics Corp. | Partially porous bone implant keel |
| JP6084884B2 (ja) * | 2013-04-11 | 2017-02-22 | 日本特殊陶業株式会社 | 生体インプラント |
| WO2015045762A1 (ja) * | 2013-09-24 | 2015-04-02 | 日本特殊陶業株式会社 | 生体インプラント |
| US9085665B1 (en) | 2014-12-31 | 2015-07-21 | Vertera, Inc. | Method for producing porous material |
| US9498922B2 (en) | 2014-06-26 | 2016-11-22 | Vertera, Inc. | Apparatus and process for producing porous devices |
| US9504550B2 (en) | 2014-06-26 | 2016-11-29 | Vertera, Inc. | Porous devices and processes for producing same |
| US9517593B2 (en) | 2014-06-26 | 2016-12-13 | Vertera, Inc. | Apparatus and process for producing porous devices |
| JP6470978B2 (ja) * | 2015-01-22 | 2019-02-13 | 株式会社ダイセル | 生体インプラントの製造方法 |
| US9987052B2 (en) | 2015-02-24 | 2018-06-05 | X-Spine Systems, Inc. | Modular interspinous fixation system with threaded component |
| CN107530744A (zh) * | 2015-03-19 | 2018-01-02 | 帕拉姆工业(1990)有限公司 | 自动清洁表面及其制备方法 |
| USD815281S1 (en) | 2015-06-23 | 2018-04-10 | Vertera, Inc. | Cervical interbody fusion device |
| EP3187196A1 (en) * | 2015-12-29 | 2017-07-05 | Fundacíon Tecnalia Research & Innovation | Uhmwpe-type polymer article, process for its production and implantand/or scaffold made thereof |
| US20190269828A1 (en) * | 2016-07-25 | 2019-09-05 | Ube Industries, Ltd. | Implant and kit for treatment of bone lesion site, as well as method for treating bone lesion site |
| WO2020186103A1 (en) | 2019-03-12 | 2020-09-17 | Happe Spine Llc | Implantable medical device with thermoplastic composite body and method for forming thermoplastic composite body |
| CN110876817B (zh) * | 2019-08-22 | 2022-03-04 | 浙江师范大学 | 多孔peek仿生骨修复材料和具有多层结构的peek仿生骨制件及其制备方法 |
| US20210402052A1 (en) | 2020-06-30 | 2021-12-30 | Difusion, Inc. | Medical Implants And Methods Of Manufacture |
| CN118342706A (zh) | 2020-09-11 | 2024-07-16 | 哈佩脊椎有限责任公司 | 用于形成具有变化的组成和多孔结构的可植入医疗装置的方法 |
| CN112454949B (zh) * | 2020-11-12 | 2022-12-02 | 湖南欧亚碳纤维复合材料有限公司 | 一种内置发泡模的碳纤维件制备工艺 |
| KR102384715B1 (ko) * | 2021-08-26 | 2022-04-11 | (주)제일메디칼코퍼레이션 | 골 유착능이 우수한 다공성 생체 임플란트 및 이의 제조방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001504008A (ja) * | 1996-11-01 | 2001-03-27 | ザ・ジョンズ・ホプキンズ・ユニバーシティ | 整形インプラント |
| JP2002146086A (ja) * | 2000-11-16 | 2002-05-22 | National Institute Of Advanced Industrial & Technology | 高分子化合物多孔質複合構造体及びその製造方法 |
| JP2002522157A (ja) * | 1998-08-14 | 2002-07-23 | ケンブリッジ サイエンティフィック,インコーポレイテッド | レシピエント骨膜の骨細胞を播種したバイオポリマーでのコーティングによる皮質骨同種移植片の骨誘導 |
| JP2003210569A (ja) * | 2002-01-23 | 2003-07-29 | Olympus Optical Co Ltd | 多孔質骨補填材 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4164794A (en) * | 1977-04-14 | 1979-08-21 | Union Carbide Corporation | Prosthetic devices having coatings of selected porous bioengineering thermoplastics |
| US4351069A (en) | 1979-06-29 | 1982-09-28 | Union Carbide Corporation | Prosthetic devices having sintered thermoplastic coatings with a porosity gradient |
| JPS5637130A (en) | 1979-06-29 | 1981-04-10 | Union Carbide Corp | Prosthetic device provided with sintered thermoplastic coating with porous gradient |
| JPS6135832A (ja) | 1984-07-27 | 1986-02-20 | Nippon Sangyo Gijutsu Kk | 自吸式微細気泡発生装置 |
| US4778469A (en) | 1986-11-04 | 1988-10-18 | Pfizer Hospital Products Group Inc. | Method of forming tissue ingrowth surface on surgical implants |
| US5670102A (en) | 1993-02-11 | 1997-09-23 | Minnesota Mining And Manufacturing Company | Method of making thermoplastic foamed articles using supercritical fluid |
| GB0015430D0 (en) * | 2000-06-24 | 2000-08-16 | Victrex Mfg Ltd | Bio-compatible polymeric materials |
| WO2002078759A1 (de) * | 2001-04-02 | 2002-10-10 | Stratec Medical Ag | Bioaktive oberflächenschicht, insbesondere für medizinische implantate und prothesen |
| US7938861B2 (en) * | 2003-04-15 | 2011-05-10 | Depuy Products, Inc. | Implantable orthopaedic device and method for making the same |
| JP2006528515A (ja) | 2003-07-24 | 2006-12-21 | テコメット・インコーポレーテッド | 海綿状の構造体 |
| US7189263B2 (en) * | 2004-02-03 | 2007-03-13 | Vita Special Purpose Corporation | Biocompatible bone graft material |
| GB0422666D0 (en) | 2004-10-12 | 2004-11-10 | Benoist Girard Sas | Prosthetic acetabular cups |
| US20070111165A1 (en) * | 2005-05-26 | 2007-05-17 | Michael Wallick | Polymer Core Prosthetic Dental Device with an Esthetic Surface |
| DE102005052354A1 (de) | 2005-11-02 | 2007-05-03 | Plus Orthopedics Ag | Offenporige biokompatible Oberflächenschicht für ein Implantat sowie Verfahren zur Herstellung und Verwendung |
| WO2007051307A2 (en) * | 2005-11-04 | 2007-05-10 | Ppd Meditech | Porous material and method for fabricating same |
-
2008
- 2008-09-29 EP EP08871811.9A patent/EP2238992B1/en active Active
- 2008-09-29 EP EP14157079.6A patent/EP2737912B1/en active Active
- 2008-09-29 JP JP2009551322A patent/JP5372782B2/ja not_active Expired - Fee Related
- 2008-09-29 WO PCT/JP2008/002717 patent/WO2009095960A1/ja not_active Ceased
- 2008-09-29 US US12/864,781 patent/US9931438B2/en active Active
-
2018
- 2018-01-12 US US15/870,274 patent/US10660990B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001504008A (ja) * | 1996-11-01 | 2001-03-27 | ザ・ジョンズ・ホプキンズ・ユニバーシティ | 整形インプラント |
| JP2002522157A (ja) * | 1998-08-14 | 2002-07-23 | ケンブリッジ サイエンティフィック,インコーポレイテッド | レシピエント骨膜の骨細胞を播種したバイオポリマーでのコーティングによる皮質骨同種移植片の骨誘導 |
| JP2002146086A (ja) * | 2000-11-16 | 2002-05-22 | National Institute Of Advanced Industrial & Technology | 高分子化合物多孔質複合構造体及びその製造方法 |
| JP2003210569A (ja) * | 2002-01-23 | 2003-07-29 | Olympus Optical Co Ltd | 多孔質骨補填材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2009095960A1 (ja) | 2011-05-26 |
| EP2737912A1 (en) | 2014-06-04 |
| EP2238992A1 (en) | 2010-10-13 |
| EP2238992A4 (en) | 2013-04-17 |
| US9931438B2 (en) | 2018-04-03 |
| EP2238992B1 (en) | 2014-05-14 |
| WO2009095960A1 (ja) | 2009-08-06 |
| EP2737912B1 (en) | 2015-10-21 |
| US20180200410A1 (en) | 2018-07-19 |
| US20110022181A1 (en) | 2011-01-27 |
| US10660990B2 (en) | 2020-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5372782B2 (ja) | 生体インプラント及びその製造方法 | |
| JP6700135B2 (ja) | 椎体スペーサ | |
| JP5404165B2 (ja) | 生体インプラント及び生体インプラントの製造方法 | |
| JP6222901B2 (ja) | 生体インプラント及び生体インプラントの製造方法 | |
| JP5171090B2 (ja) | 生体インプラント及びその製造方法 | |
| JP2019041886A (ja) | 椎体スペーサ | |
| JP2019034071A (ja) | 椎体スペーサ | |
| JP5899376B2 (ja) | 生体インプラント及びその製造方法 | |
| CN113527749A (zh) | 一种在聚醚醚酮表面制备多尺度多孔结构的方法 | |
| JP5252399B2 (ja) | 生体活性複合材料の製造方法 | |
| JP5210566B2 (ja) | 生体インプラント及びその製造方法 | |
| JP5232484B2 (ja) | 生体インプラント | |
| JP5995730B2 (ja) | 生体骨固定用ネジ | |
| JP6084884B2 (ja) | 生体インプラント | |
| JP5728321B2 (ja) | 生体インプラントの製造方法 | |
| JP5469872B2 (ja) | 薬剤徐放体及びその製造方法 | |
| JP5159220B2 (ja) | 生体インプラント及びその製造方法 | |
| JP2024529562A (ja) | 骨の成長の促進における使用のための多孔質親水性複合材料 | |
| JP2008142379A (ja) | 生体材料及び生体材料の製造方法 | |
| JP2003038636A (ja) | 生体用セラミックス多孔質部材 | |
| JP6294852B2 (ja) | 生体インプラント |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130823 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5372782 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |